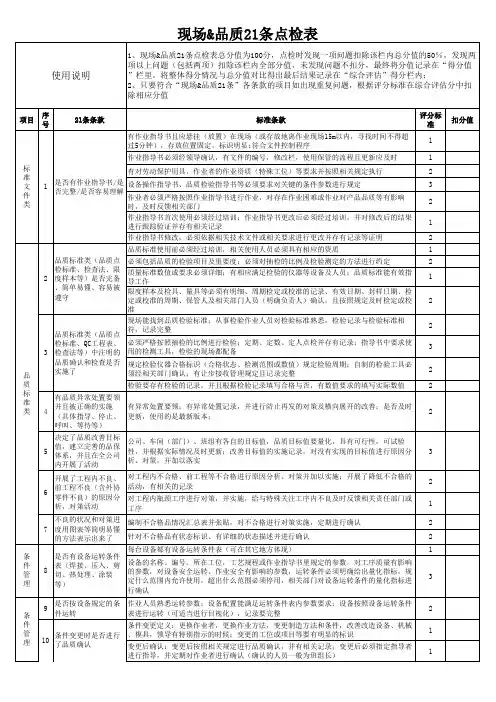
量、检具点检表
- 格式:xls
- 大小:11.50 KB
- 文档页数:1

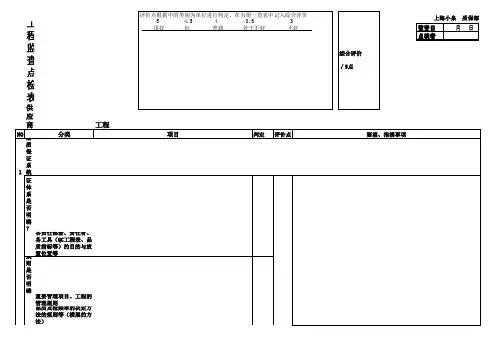

部门项目技术处1、表记和可追忆性管理2、连续改良的实行3、技术文件改正控制4、顾客工程规范的评审5、技术文件管理6、外来文件管理7、过程设计开发8、制造过程监督和丈量9、过程审查10、内部审查质量系统平时检查表体系要求应形成的质量记录达成状况按规定进行产品表记、工序转移卡现场使用的表记和工序卡款式卡的设计和管理按《连续改良管理程序》进行立连续改良实行总结报告,包含、实行项、计划编制、达成状况统计、考证、举措等按《改正控制程序》进行改正评技术文件的改正评审和改正记录审和记录新接到的产品图要在2个工作周内工程规范的评审记录达成评审按《技术文件管理程序》要求对文件登记、发放、回收清单和记录技术文件进行管理按《文件控制程序》要求对外来外来文件的台帐文件进行实时登记①、按《过程开发管理程序》要FMEA、CP、作业 / 查验指导书及其评审求编制工艺文件、更新、发放、回收记录②、按《过程开发管理程序》要CPK、PPK过程能力研究记录求进行初始过程能力研究按《制造过程的监督和丈量管理作业 / 查验指导书程序》要求编制工艺文件按年度计划实行并记录公司内部过程审查总结报告按《内部审查管理程序》和年度公司内部审查总结报告计划实行并记录,每年起码一次部门项目11、管理评审12、连续改良计划达成率13、现场防错14、文件控制15、管理评审改良举措达成率16、内部审查不合格项整顿达成率17、检具规程的编制和下发18、文件的编制和管理质量系统平时检查表体系要求应形成的质量记录达成状况按《管理评审程序》和年度计划公司管理评审总结报告实行并记录,每年一次半年统计一次,目标值 100%统计报告生产现场应有防错表现现场防错记录①、技术文件受控率半年统计一统计报告次,目标值 100%②、技术文件改正率半年统计一统计报告次,目标值 100%③、技术文件发放回收率半年统统计报告计一次,目标值 100%每年统计一次,目标值 100%统计报告每次审查结束后,目标值 100%统计报告应实时编制《产品检具查验规程通用及专用检具查验规程和使用指导》书格式的一致,编号的一致编制、发放、改正、回收记录、每年一次适发放控制、有效性监控宜性审查部门项目质检处1、月份质量损失统计2、返工返修产品的控制3、监督和丈量装置的管理4、外面实验室5、产品的监督和丈量质量系统平时检查表体系要求应形成的质量记录达成状况月统计,半年总结,年末汇总分月份质量损失统计剖析报告析,并形成趋向图严格履行《不合格品控制程序》不合格品通知单、返工返修通知单、要求报废通知单①、按《监督和丈量装置控制管理程序》要求成立台帐等信息并量检具装置台帐、简历卡、周期检定按量检具校准周期计划检定并记合格证、校准记录录②、按计划进行丈量系统剖析丈量系统剖析报告外面实验室要经顾客赞同外面实验室资质证明、顾客赞同书①、按要求正确填写各样查验记首、巡、复检记录、监控记录、终检记录、现场的顺手可得的查验作业指录导书②、按《产品的监督和丈量控制产品全尺寸查验报告、产品周期性检程序》要求,按年度计划实行产验和实验报告(包含原资料外委查验品的全尺寸查验和周期性查验和和试验)实验③、按《产品的监督和丈量控制产品审查记录与总结报告程序》要求对产品进行审查④、按《产品的监督和丈量控制进货材质单、供给商自检合格报告、程序》要求对每批来料并进行检外协热办理等产品查验报告、进货产验品查验记录部门项目6、质量信息反应7、纠正和预防举措实行8、交托产品不良率9、量检具实时校准率10、纠正预防举措达成率11、新工装查收单中的检测记录12、文件的编制和管理13、车间的样件管理质量系统平时检查表体系要求应形成的质量记录达成状况正确、实时填写和传达质量信息质量信息反应单记录反应单按《纠正和预防举措管理程序》纠正和预防举措的实行报告、8D报告履行PPM不大于 400,月统计,半年总结,年末汇总剖析,并形成趋向统计报告图半年总结,目标值100%统计报告半年总结,目标值 100%统计报告新工装查收时填写检测记录检测记录格式的一致,编号的一致编制、发放、改正、回收记录、每年一次适发放控制、有效性监控宜性审查放在车间的样件要按期养护和整标准样件养护及记录理部门项目物质处1、采买物质进货登记2、最低库存贮备量管理3、年度及月份采买计划4、库存物质管理质量系统平时检查表体系要求应形成的质量记录达成状况每次进货时对进货时间、数目等采买物质进货登记表事项进行即时登记按顾客要货规律性拟订贮备数最低库存贮备量明细表、库存报警单量,每半年更新一次。
车型NO.
123456789101112131415161718192021222324252627282930311
2
3
4
5
6
7
8
9图示NO.
1
2
3
4
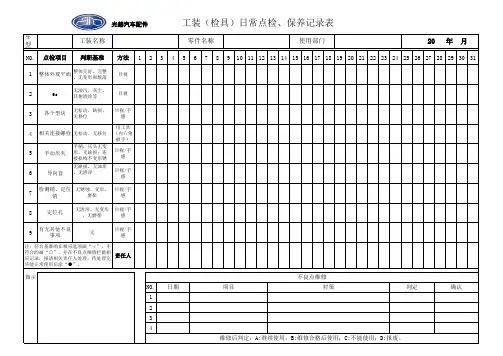
各个型块整体完好、完整、无变形和脱落无油污、灰尘、其他渣滓等无松动、缺损、无移位注:符合基准的在相应选项画“√”,不符合的画“○”,并在不良点维修栏做相应记录,报请相关责任人处理,待处理完毕能正常使用后涂“●”。
责任人无缺损、无油垢、无渣滓无锈蚀、变形、磨损无渣滓、无变形、无磨损无导向套检测销、定位销定位孔有无其他不良
事项 光赫汽车配件 工装(检具)日常点检、保养记录表目视目视目视/手感用工具(内六角扳手)目视/手感无松动、无移位手柄,压头无变形、无缺损;连接机构不变形锈蚀相关连接螺栓手动压夹点检项目判断基准使用部门 20 年 月工装名称零件名称方法整体外观平面6s 目视/手感目视/手感目视/手感目视/手感项目日期不良点维修
维修后判定:A:继续使用;B:维修合格后使用;C:不能使用;D:报废。
对策判定确认。
![新项目转量产点检表[空白模板]](https://uimg.taocdn.com/b6a5defa79563c1ec4da710b.webp)
量检具管理办法一.目的与适用范围为了规范量检具的正确使用维护及管理,保证量检具完好可靠,特制订本办法。
本办法适用于XXX量检具的管理二.术语量具:是实物量具的简称,它是一种在使用时具有固定形态、用以复现或提供给定量的一个或多个已知量值的器具。
检具:是工业生产企业用于控制产品各种尺寸(例如孔径、空间尺寸等)的简捷工具,提高生产效率和控制质量,适用于大批量生产的产品,如汽车零部件,以替代专业测量工具,如光滑塞规、螺纹塞规、外径卡规等。
三.职责3.1班组长的职责3.1.1负责组织员工对本班组的量检具及检具进行维护,防护和保养;3.1.2负责对班组员工的量检具的使用保养情况进行监督考核。
3.2质检员的职责3.2.1负责本工位量检具的正确使用、保管、维护、防护工作;3.2.2负责保证量检具及标识的完好无缺、无丢失;3.2.3负责检测设备的点检工作。
四.管理内容4.1量检具的申购,领用4.1.1质保部可根据产品工艺要求(控制计划),对需要控制的项目提交量检具需求计划;4.1.2量检具的采购由领导核准后,统一有采购部举行采购;4.1.3新购的经鉴定/校准合格的量检具,质保部应及时从仓库领取,同时在公司《检验测量和试验设备台账》进行登记,纳入管理。
4.2量检具的封存,启封,报废,维修4.2.1封存4.2.1.1暂不使用的量检具需要办理封存,质保部可向公司领导提出封存申请。
领导核准后,量检具由质量保证部开具封存标识;4.2.1.2质保部需保持量检具封存标识的完好并定期对封存的量检具进行维护保养。
4.2.2启封4.2.2.1封存的量检具需要从头使用,质保部可领导提出启封申请。
领导核准后,启封后的量检具需从头安排鉴定、校准。
4.2.3维修4.2.3.1分歧格的量检具送内部4.2.3.2维修的量检具须在公司质量管理部备案,维修之后的量检具需重新鉴定合格后,方可使用。
4.3.3报废4.2.3.1.无法进行修复的不合格的量检具,由质保部开具报废单申请报废,经领导批准后方可实施报废;4.3量检具的正确使用和维护规范4.3.1量检具的正确使用4.3.1.1使用之前,量检具使用人员需认真检查量检具是否在合格有效期内;4.3.1.2测量前,根据产品工艺要求选择合理的计量器具;4.3.1.3严禁使用不合格的量检具;4.3.1.4使用前,须检查量检具的各部分相互作用是否灵活;4.3.1.5一些量检具在使用时需要校对“”位,应检查它的起始位置是否准确;4.3.1.6测量前应擦净量检具的测量面和工件的测量表面;4.3.1.7量检具在使用中应注意轻拿轻放防止磕碰划伤,拒绝野蛮和超负荷操作;4.3.1.8严禁用量检具去测量未停止转动的被测件;4.3.1.9尽量使量检具与被测件保持相同的温度;4.3.1.10读数时应在光线充足的中央,应尽量使视线垂直于刻线平面;4.3.1.11测量完毕应需将量检具擦干净,存放的地点需注意防潮、防磁;4.3.1.12量检具严禁超量程使用;4.3.1.13质检员需经过量检具的培训并经由过程查核合格后方可以使用量检具。

检具的测量步骤、方法及尺寸判定标准检具结构示意图:注:检具上绿色面表示该面的面间隙基准数为3mm检具上白色面表示该面的面间隙基准数为0mm检具上黄色面表示该面的面间隙基准数为2mm一、检具的保养:检具在使用前,首先将检具表面的灰尘进行清扫,然后按《检具点检表》进行点检,并记录,由质量员对点检情况进行确认。
点检项目正常在对应处记“√”,若有出现异常项目,则在对应处记“×”,按检具异常处理流程处理。
二、检具使用的操作步骤:1.零件装夹定位:将要检测的零件按其检具方向放于检具上,先将主定位销插入,再将副定位销插入,然后确认零件与零贴面位置是否贴合(不贴合是否在要求范围),产品是否变形,最后按规定的压紧顺序(压紧器编号)进行压紧,若无压紧装置,则用手按住零件。
定好位后,按检验标准书中孔的编号,对其它孔的孔位进行检查。
具体定位方式,有以下两种方式:2.检测方法:2.1 面间隙检测方法2.1.1直接用间隙尺配合检具测量(如图一):检测时,间隙尺的直边须与检具台面贴合,读数时以零件与间隙尺的接触点为读数点。
图一2.1.2用间隙尺配合卡板、检具测量(如图二):检测时,选择专用卡板检测产品部位面间隙,首先要确定检测面与检具面必须是同一基准面(如图),然后目视确认卡板与检具台面之间无缝隙后再进行测量。
测量时间隙尺与产品面贴合,读数时以卡板与间隙尺的接触点为读数点。
图二2.1.3测深卡板和游标卡尺配合测量(如图三):首先,清理干净测深卡板卡槽部位的灰尘或异物,然后将其固定螺丝锁紧。
测量时,先确定基准面(①测深尺与产品面贴合、②测深尺端面与卡板面贴合),再进行测量。
测深卡板卡槽图三2.1.4断面规、间隙尺进行测量(如图四):使用断面规时先要插好定位销,然后将其紧固定螺丝锁紧再进行测量。
图四2.1.5翻转块测量(如图五):a.将断面规卡槽内的灰尘及异物清理干净锁紧紧固螺丝。
b.以翻转块面为基准面借助直尺类量具进行测量产品是否平齐,如有间隙用薄片塞尺测量间隙确认是否在要求范围内。
品质管理制度:质检员考核项目评分标准一、检验及时性的考核标准(10分)1.首检及时,能在上班后的半小时内完成(1分)2.上班有5~10分钟进行接班(1分)3.下班有提前10分钟进行交班(1分)4.能及时发现质量异常问题. (3分)5.能及时把问题回馈到相关部门负责人(2分)6.按时完成规定的检验任务(2分)二、工作技能的考核标准(68分)1.检具发放前有经过点检; (2分)2.点检结果有记录检具点检表, (1分)3.借出的量具有记录量具借用登记表. (1分)4.配有检/量具的产品有发放检/量具 . (2分)5.指导和监督作业员正确使用检量具. (1分)6.对检量具的归还进行了跟进和状态确认. (2分)7.能熟练检验产品的各个项目(2分)8.无因误判而影响生产(2分)9.无质量事故(注:一般质量事故扣20分,较大质量事故扣30分,重大质量事故扣40分)备注:质量事故含客户投诉。
10.正确的使用检/量具进行检验(2分)11.无造成投诉事件发生(5分)12.及时准确的完成当天的工作报表(6分)13.工作报表填写正确、清晰、完整(2分)三、工作态度的考核标准(8分)1.服从上级的工作安排(5分)2.对待工作认真负责(3分)四、工作纪律的考核标准(12分)1.遵守公司的管理制度(5分)2.无从事与工作不相干的事情. (7分)五、6S的考核标准(2分)使用检量具按规定摆放(2分)备注:1.每日考核总分为100分, 日考核达标合格分数为70分,由当班组长按以上的标准进行考核,月末由统计员统计出月度总分,按相关考核奖罚规定处理。
2.考核项目为多分的,违规一次扣除一分,违规二次的该项目不得分。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==检具操作指导书篇一:201X年第二版检具作业指导书目的:规范冲压产品检具的测量方法和步骤。
检具结构示意图:注:检具上绿色面表示该面的面间隙基准数为3mm检具上白色面表示该面的面间隙基准数为0mm 检具上黄色面表示该面的面间隙基准数为2mm一、检具的保养:检具在使用前,首先将检具表面的灰尘进行清扫,然后按《检具点检表》进行点检,并记录,由班长对点检情况进行确认。
点检项目正常在对应处记“√”,若有出现异常项目,则在对应处记“×”,按检具异常处理流程处理。
计量员对点检情况进行确认。
二、检具使用的操作步骤:1.零件装夹定位:将要检测的零件按其检具方向放于检具上,先将主定位销插入,再将副定位销插入,然后确认零件与零贴面位置是否贴合(不贴合是否在要求范围),产品是否变形,最后按规定的压紧顺序(压紧器编号)进行压紧,若无压紧装置,则用手按住零件。
定好位后,按检验标准书中孔的编号,对其它孔的孔位进行检查。
具体定位方式,有以下两种方式:2.检测方法:2.1 面间隙检测方法2.1.1直接用间隙尺配合检具测量(如图一):检测时,间隙尺的直边须与检具台面贴合,读数时以零件与间隙尺的接触点为读数点。
2.1.2用间隙尺配合卡板、检具测量(如图二):检测时,选择专用卡板检测产品部位面间隙,首先要确定检测面与检具面必须是同一基准面(如图),然后目视确认卡板与检具台面之间无缝隙后再进行测量。
测量时间隙尺与产品面贴合,读数时以卡板与间隙尺的接触点为读数点。
2.1.3测深卡板和游标卡尺配合测量(如图三):首先,清理干净测深卡板卡槽部位的灰尘或异物,然后将其固定螺丝锁紧。
测量时,先确定基准面(①测深尺与产品面贴合、②测深尺端面与卡板面贴合),再进行测量。
2.1.4断面规、间隙尺进行测量(如图四):使用断面规时先要插好定位销,然后将其紧固定螺丝锁紧再进行测量。