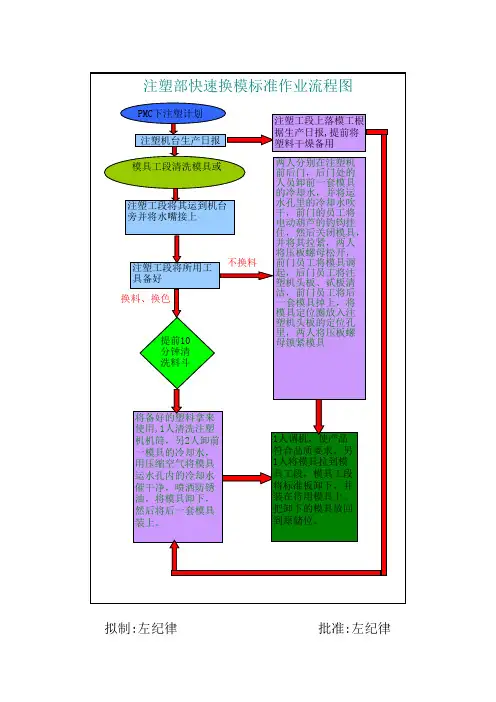
注塑部快速换模图解
- 格式:xls
- 大小:28.00 KB
- 文档页数:1


快速换模(注塑行业)
快速换模作业指导书
一.换模人数
每台注塑机两人
二.换模前准备
1.提取模具
2.检查模具状态,加注润滑油将水管油管安装到位。
将检修好的模具拉到注塑机旁。
3.将原材料准备好,需要干燥的料事先干燥好,包括洗车料。
4.A人开天车,B人将换模工具车(吊环.码模夹.钢丝绳.油管.水管.水嘴.防锈剂.生料带.温控仪等物品准备好。
三.卸模
1.A人将行车开至注塑机模具上方,B人清理模具型腔涂防锈油
2.A人把模具使用慢速合模到位停机打开按前门。
A人开天车B人装吊环将钢丝绳与吊环连接到位。
3.一人一边拆码模夹拆水嘴
4.拆完后A人启动注塑机使用慢速开模B 人开天车将模具吊出注塑机。
四.装模
1.A人开天车将模具吊到注塑机上,B人扶模具不要摇摆并指挥天车移动。
不要碰到人和设备件模具准确的吊入注塑机两模板之间。
2.A人开天车对浇口套,A人听B人指挥使用慢速合模并调整模板厚度将模具合紧。
3.一人一面装码模夹。
4.慢速开模调整模板厚度和开模距离
5.一人一面接水管.油管.模温机。
. 五.开车
1.A人升热流道温度和输入工艺参数。
B人收拾工具将工具车.天车.模具等物品放到指定位置。
2.挤料开车直到生产出合格产品。
注塑上下模工作指引换模作业指导书1.0目的使上下模具及时高效,分工清楚,责任明确,最终保证生产的顺畅运行2.0范围适用于注塑部所有生产期间的上下模及修模,试模等换模作业3.0定义:无4.0职责4.1上下模工具如扳手、加力杆的保管由指定的责任人负责4.2上模用的辅助用品如油管、水管、码模块及码模螺杆、吊环、吊带由指定的责任人负责4.3温控箱、模温机、顶杆由指定的负责人负责5.0作业内容5.1上模5.1.1上下模组接到转模信息时,准备上下模具的工具:扳手、电笔、螺丝刀、钳子等。
5.1.2依照转模通知单确认模具摆放位置,确认吊环、油咀、水咀及模具与注塑机台匹配。
5.1.3检查吊带、吊环、行车、刹车链条是否安全牢固。
5.1.4先将需要上机的模具吊到机器边上,并将需上机模具的水嘴及水管提前接好。
5.1.5吊模操作时,模具运行下方不能站人,吊移过程中行车需保持平稳运行,禁止高速移动与急停。
5.1.6将下来的模具放在机器边上,马上将需上机的模具吊起。
5.1.7模具吊入机器过程中不能与注塑机及周边设备发生碰撞。
模具吊入机台内以后,按注塑机操作Jl吭序调整模厚大小,模具与射咀中心点对应。
5.1.8调模时设备过行控制在中速以内•模具如没有定位环,必须对咀.对咀时须用薄纸片检杳中心点完全对准•操作后将机器起高压合紧模具,关掉马达打开安全门开始打紧螺丝,螺丝打入螺丝孔为螺丝直径的1.5倍,5.1.9启动马达打开模具,打开模具时速度设定在低速低压,开模距离根据模具结构确认,对于带边杆或拉杆的模具要逐步调整大小,避免过大开模导致模具损坏。
5.1.10顶针行程及压力速度调整必须从小进行调整,通过3-4次连续顶出检杳顶针是否顺畅。
5.1.11经检查前期工作无误,进行模具运水连接。
连接方式参照《模具运水图》或《标准成型H艺卡》,运水连接前须用风枪检查各运水孔是否通畅。
连接后试水(油)检查是否存在漏泄。
5.1.12以上工作经检查无误,清理好注塑机及周边卫生,通知领班或技术员。
快速换模的实施步骤快速换模是一种在生产过程中更换模具的方法,能够有效提高生产效率和降低生产成本。
下面我们将介绍快速换模的实施步骤。
一、准备工作1. 确定换模计划:根据生产计划和产品要求,确定换模时间和频率,并制定详细的换模计划。
2. 提前准备模具:根据换模计划,提前准备好需要更换的模具,并做好模具的保养和维护工作。
二、停机准备1. 停机通知:提前通知相关部门和工人,准备停机换模。
2. 停机准备:将生产设备停机,确保设备处于安全状态。
三、模具拆卸1. 清理模具周围环境:清理模具周围的杂物和残留物,确保操作空间干净整洁。
2. 拆卸固定件:拆卸模具的固定件,如螺丝、夹具等。
3. 拆卸模具:按照操作规程,将模具从设备中取出,并进行分类和标记,以便下次使用。
四、模具安装1. 检查设备状态:检查设备的状态和安全装置是否正常,确保设备可以正常工作。
2. 安装固定件:安装模具的固定件,确保模具牢固固定在设备上。
3. 安装模具:按照操作规程,将模具安装到设备上,并进行调整和校验。
五、调试和测试1. 调试设备:根据换模后的设备情况,进行设备的调试和参数的设置,确保设备可以正常运行。
2. 测试生产:进行试产,检查产品的质量和生产效率,对设备进行进一步调整和优化。
六、恢复生产1. 生产计划恢复:根据试产情况和生产计划,调整生产进度,确保生产计划的顺利进行。
2. 培训和交接:对相关工人进行培训,确保他们熟悉新模具的操作和维护方法。
3. 生产监控:对生产过程进行监控和管理,及时发现和解决生产中的问题,确保生产效率和产品质量。
通过以上步骤的实施,可以实现快速换模的目标,提高生产效率和降低生产成本。
快速换模不仅需要设备和模具的支持,还需要相关工人的配合和培训。
只有在实际操作中不断总结和改进,才能进一步提高换模的效率和质量,实现生产的持续改进和优化。

注塑机换模流程及注意事项Changing molds on injection molding machines is a crucial process in plastics manufacturing. It involves replacing the mold to produce different products and can greatly impact production efficiency and quality. When it comes to the process of changing molds on injection molding machines, there are several key steps and important considerations to keep in mind.在注塑机上更换模具是塑料制造中至关重要的过程。
这涉及更换模具以生产不同的产品,可以极大地影响生产效率和质量。
当涉及到在注塑机上更换模具的过程时,有几个关键步骤和重要考虑因素需要记在心里。
First and foremost, it is essential to prepare for the mold change process. This includes gathering all the necessary tools and equipment, as well as ensuring that the injection molding machine is properly shut down and safe to work on. Additionally, it is important to communicate with the team members involved in the mold change to ensure everyone is on the same page and understands their roles and responsibilities.首先,准备模具更换过程是至关重要的。
注塑制造中“精益生产”-快速换模为满足顾客特殊个性化需求,注塑企业在一台注塑机上轮换工作的模具往往有多套,在其正常生产中免不了要频繁更换模具来实现小批量、多品种的生产能力。
注塑企业实现小批量生产,首要面临的是解决生产运作流程中(图)换模时间长导致机器的利用率降低问题。
尽可能缩短换模的时间,以达到精益生产的零切换,就意味着更多的产量及灵活满足客户需求的能力,降低生产制造过程中的生产成本。
换模过程分析与改进实现快速换模技术分为以下步骤:1) 识别设置时间首先,在得到模具工允许的情况下,跟随模具工对正常的换模过程进行录像,并允许其在过程中发生问题。
2) 分离内部设置和外部设置以文件形式记录整个过程,与整个小组一起观看换模过程的录像带,并识别设置过程中所有要素以及每个要素所用的时间,按换模作业的时间特性,把设置流程中的要素分类为内部设置(机器停机才能完成的任务)和外部设置(可以在机器运行时完成的任务),利用团队的创造性思维消除、减少或转化内部设置为外部设置,同时降低外部时间。
3)内部设置转化为外部设置为使内部设置操作也能在机器运行其他批的工件时完成,被转化为外部设置的内部设置时间如下:得到和回顾下一工单的指令;从模库中取出所需模具;把上一工单中的模具归还到模具仓库;安排所需行车到合适的位置;有空闲模具的情况下的切换位数或保养模具,计划生产的前一天由一个模具工切换到需要的位数;记录换模数据;归还工具,信息和材料;调整夹具或工具。
经过几周的运作和很少的花费就可以降低换模时间的10%-20%。
4)操作方法改进虽然我们实现了在机器运行其他批的工件时将部分内部设置转化为外部操作,内部设置的操作方法还是延续旧的方法。
通过分析发现有许多明显的多余动作,消除动作的浪费实现自动化就可以降低总的转换时间,并在降低换模时间上取得惊人的成果。
精益生产是以自动化和准时生产为支柱的。
我们着手以换模为对象的工具自动化。
其中有工具自动化的5项步骤如下:(1)工具标准化:标识非标准工具、标准工具,并放在随手可及的地方。