机械制造工艺学第三章资料
- 格式:ppt
- 大小:1.60 MB
- 文档页数:107
3-1 机械加工表面质量包括哪些具体内容?机械加工表面质量,其含义包括两个方面的内容:1.加工表面层的几何形貌主要由以下几部分组成:⑴表面粗糙度;⑵波纹度⑶纹理方向⑷表面缺陷2.表面层材料的力学物理性能和化学性能表面层材料的力学物理性能和化学性能主要反映在以下三个方面:⑴表面层金属冷作硬化;⑵表面层金属的金相组织变化;⑶表面层金属的残余应力。
3-2为什么机器零件一般总是从表面层开始破坏的?加工表面质量对机器使用性能有哪些影响?一、机器零件的损坏,在多数情况下都是从表面开始的,这是由于表面是零件材料的边界,常常承受工作负荷所引起的最大应力和外界介质的侵蚀,表面上有着引起应力集中而导致破坏的微小缺陷,所以这些表面直接与机器零件的使用性能有关。
二、加工表面质量对机器的耐磨性、耐疲劳性、耐蚀性、零件配合质量都有影响(一)表面质量对耐磨性的影响1.表面粗糙度、波纹度对耐磨性的影响表面粗糙度值越小,其耐磨性越好;但是表面粗糙度值太小,因接触面容易发生分子粘接,且润滑液不易储存,磨损反而增加;因此,就磨损而言,存在一个最优表面粗糙度值。
2.表面纹理对耐磨性的影响圆弧状、凹坑状表面纹理的耐磨性好;尖峰状的表面纹理由于摩擦副接触面压强大,耐磨性较差。
在运动副中,两相对运动零件表面的刀纹方向均与运动方向相同时,耐磨性较好;两者的刀纹方向均与运动垂直时,耐磨性最差3.冷作硬化对耐磨性的影响加工表面的冷作硬化,一般都能使耐磨性有所提高。
(二)表面质量对耐疲劳性的影响1.表面粗糙度对耐疲劳性的影响表面粗糙度值越小,表面缺陷越少,工件耐疲劳性越好2.表面层金属的力学物理性质对耐疲劳性的影响表面层金属的冷作硬化能够阻止疲劳裂纹的生长,可提高零件的耐疲劳强度。
(三)表面质量对耐蚀性的影响1.表面粗糙度对耐蚀性的影响表面粗糙度值越大,耐蚀性能就越差。
2.表面层金属力学物理性质对耐蚀性的影响表面层金属力学物理性质对耐蚀性的影响当零件表面层有残余压应力时,能够阻止表面裂纹的进一步扩大,有利于提高零件表面抵抗耐蚀的能力。
机械制造工艺学第一章绪论一、生产过程、工艺过程与工艺系统机械产品的生产过程:将原材料转变成机械产品的全部劳动过程工艺过程:改变生产对象的形状、尺寸、相互位置和性质,使其成为成品或半成品的过程。
·机械加工工艺过程的组成:1.工序:一个或一组工人,在一台机床或一个工作地点对一个或同时对几个工件所连续完成的那一部分工艺过程。
2.工步:加工表面、切削刀具、切削速度和进给量都不变的情况下所完成的那部分工作称一个工步。
3.安装:工件经一次装夹后所完成的那一部分工序,称一次安装。
4.工位:为了完成一定的工序,一次装夹后,工件与夹具或设备的可动部分一起相对刀具或设备的固定部分所占据的每一个位置。
5.走刀:切削刀具在加工表面上切削一次所完成的工步内容二、生产类型与工艺特点·生产纲领:(N)某种零件的年产量称为该零件的年生产纲领·生产纲领与生产类型的关系:单件、小批量生产成批生产大批大量生三、工件加工时的定位及基准●工件的定位:定位:工件在机床或夹具中占有正确位置的过程。
装夹夹紧:工件定位后的固定,使其在加工过程中保持定位位置不变的操作。
●工件的三种装夹方法:1.直接找正法:用千分表、划线盘等工具,找正某些位置精度要求的表面,再夹紧。
2.划线找正装夹:按图纸要求在工件表面划出位置线、加工线及找正线,装夹工件时先在机床上按找正线找正工件位置,然后再夹紧工件。
3.夹具装夹:用通用或专用夹具装夹工件。
●定位原理1.六点定位原理定义:物体在空间的六个自由度,可用按一定规则布置的六个约束点来限制。
2.用定位元件限制自由度3.完全定位和不完全定位完全定位:完全限制了物体的六个自由度。
不完全定位:限制了物体六个自由度中的其中几个自由度。
●欠定位和过定位(1)欠定位定义:根据工件加工面位置尺寸要求必须限制的自由度没有完全限制。
(2)过定位定义:工件定位时,同一个自由度被两个或两个以上的约束点限制。
基准·基准定义:在零件图上或实际的零件上,用来确定一些点、线、面位置时所依据的那些点、线、面称为基准。
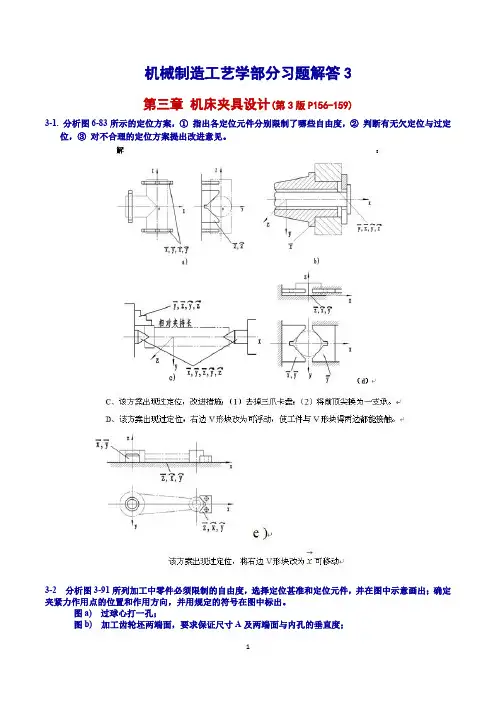
《机械制造工艺学》习题参考答案常同立、杨家武、佟志忠编著清华大学出版社第三章机床夹具设计3-1参考答案要点:工件装夹是将工件在机床上或夹具中定位、夹紧的过程。
工件装夹的包含了定位、夹紧两个方面内涵。
工件一般可采用如下几种装夹方式:(1)直接装夹是将工件的定位基准面直接密切贴合在机床的装夹面上,不需找正即可完成定位,通过夹紧工件,使其在整个加工过程中保持正确位置。
(2) 找正装夹是利用可调整工具将工件夹持在机床上,并使机床作慢速运动,利用划针或千分表检测和调整工件的位置,使之处于正确位置的装夹方式。
(3)夹具装夹是将夹具预先安装在机床上并精确调整其位置,在机械加工过程中利用该夹具迅速而准确地装夹工件的方式。
3-2参考答案要点:夹具一般包含如下几个组成部分:(1)定位装置其作用是确定工件在夹具中的位置。
(2)夹紧装置其作用是将工件压紧夹牢,保证工件在定位时所占据的位置在加工过程中因受外力而产生位移,同时防止或减少震动。
(3) 连接元件其作用是使夹具与机床装夹面连接,并确定夹具对机床的相互位置。
(4) 对刀元件和导向元件对刀元件用于确定刀具在加工前正确位置。
(5) 夹具体是夹具的基座和基础件。
(6) 其它装置或元件主要有分度装置、排屑装置等。
3-3参考答案要点:夹具的分类方法比较多,1)机床夹具按应用范围、使用特点可分为通用夹具、专用夹具、可调夹具、成组夹具、组合夹具和随行夹具等类型。
2)按照使用夹具的机床类型,夹具可分为车床夹具、铣床夹具、钻床夹具、镗床夹具等类型。
按照夹具的用途,可将夹具分为机床夹具、装配夹具、检测夹具等。
3)按照夹紧力的力源类型,夹具还可分为手动夹具、气动夹具、液压夹具、电磁和电动夹具等。
机床夹具在生产中的作用:采用夹具装夹工件,不仅有助于保证工件的加工件质量、缩短辅助时间、提高生产效率、减轻工人劳动强度和降低对工人的技术水平要求,还能够扩大机床工艺范围和改变机床用途。
3-4参考答案要点:利用夹具装夹工件进行加工,产生加工误差的主要因素有:(1) 工件装夹误差;(2) 夹具对定误差;(3) 加工过程误差(理解基础上,适当展开,参看教材相应文字)3-5参考答案要点:六点定位原理是在进行工件定位分析时,通常是用一个支承点限制工件的一个自由度,用合理分布的六个支承点限制工件的六个自由度,使工件在夹具中的位置完全正确。