结构胶对白车身模态的影响
- 格式:pdf
- 大小:1.20 MB
- 文档页数:8



浅析结构胶在汽车白车身上的应用作者:李会宾卢小龙付贵李孝坤张晓光来源:《科学与财富》2020年第05期摘要:随着科学技术的不断进步,在汽车生产制造中涌现出越来越多的先进技术,有效地提高了汽车的质量和安全性。
其中,结构胶在汽车白车身上的应用,不仅可以提高车身的整体强度,还可以改善汽车的密封及防腐蚀性能。
而传统的点焊胶在生产实践中表现出越来越多的不足,虽然起到了一定的连接、密封作用,但在实际中的应用范围正在变得越来越窄。
实践表明,结构胶的应用效果更好,功能更加丰富多样。
因此,本文就结构胶在汽车白车身上的应用展开研究,希望为提高我国汽车的生产质量提供一定借鉴。
关键词:结构胶;白车身;应用随着国民经济的快速发展,人们对汽车的需求量不断增加,用户对汽车的性能及舒适性也提出了越来越高的要求,这进一步促进了汽车生产制造技术的发展与进步。
其中,汽车生产中新式材料的应用起到了非常重要的作用,密封胶作为关键性的辅助材料,在实际生产中的应用变得越来越广泛。
结构胶作为一种新型材料,较之传统材料有着更加突出的性能,可应用的范围也更广。
可以说,对结构胶在汽车白车身上的应用展开深入的研究是极为必要的,这对于汽车生產制造工艺的优化升级具有很高的参考价值。
1结构胶在汽车上的应用在当前的生产实践中,密封胶主要是起到黏连、密封以及抗腐蚀等作用,但随着人们对汽车性能需求的提高,其功能正在变得越来越单一,应用范围也变得越来越有限。
近年来,很多汽车企业在生产过程中开始更多的使用性能更加可靠的结构胶,它不仅能够起到很好地密封、黏连效果,还能够有效提升汽车的强度和刚度。
有数据表明,通过在生产过程中使用结构胶,白车身的静刚度至少提升了百分之十。
由于结构胶在应用中具有这么多的优点,很多国外车企都已将其大量应用到自身的汽车生产中。
为了提高国内汽车品牌的竞争力,我国的汽车企业应进一步加强相关技术的研究与应用。
1.1结构胶基本性能数据表明,结构胶的弹性模量非常高,一般可达2100 MPa,完全可以满足当前汽车的生产需要。

乘用车白车身金属结构胶的应用吴强【摘要】This article describes the characteristics of the metal structural adhesive, and the relationship between body lightweight and static stiffness. In this article we take one model for example, which can't fulfil the target due to the CAE analysis at the beginning. After using a large number of structural adhesive, the body modality and stiffness have been enhanced while the body weight doesn't increase significantly.%文章介绍了金属结构胶的特性,以及车身轻量化与静刚度的关系,并以某车型为例,其车型开发前期经 CAE分析部分目标值不满足要求,后期在车身上大量应用结构胶,在不明显增加车体重量的前提下提升车了身模态和刚度,满足设定目标。
【期刊名称】《汽车实用技术》【年(卷),期】2016(000)008【总页数】3页(P237-239)【关键词】结构胶;模态;扭转刚度;轻量化系数【作者】吴强【作者单位】安徽江淮汽车股份有限公司技术中心,安徽合肥 230601【正文语种】中文【中图分类】U46510.16638/ki.1671-7988.2016.08.080CLC NO.: U465 Document Code: A Article ID: 1671-7988(2016)08-237-03车身金属结构胶主要分刚性结构胶与弹性结构胶:刚性结构胶用于白车身钢板和钢板粘接、钢板与其他金属粘接,弹性结构胶主要用于金属与塑料的连接。
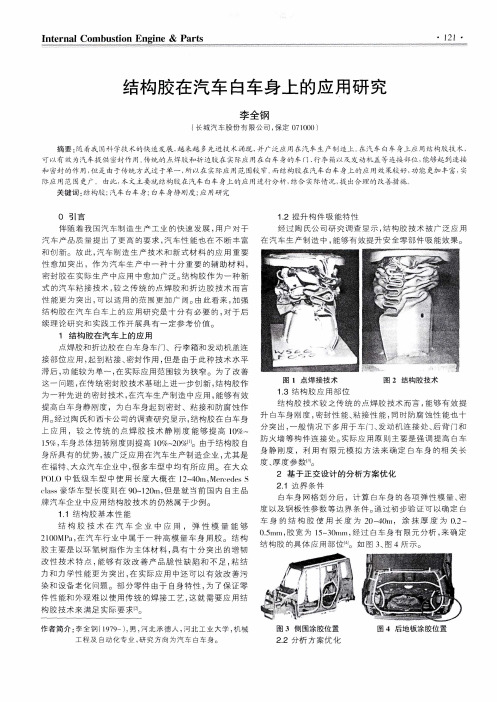
车身结构胶在汽车制造中的应用研究摘要:近年来,我国的汽车行业发展迅速,在汽车制造的过程中,结构胶的应用十分广泛。
结构胶在汽车工业中的应用已经有很长的历史,与其他连接方法相比,结构胶有其独特优势:粘接采用面接触,而非点或线接触。
与点焊及铆接相比,不易产生应力集中,连接强度、刚度和疲劳强度也相对较高,而且连接范围广,应用于各种轻金属、钢材以及其他不同材料的连接。
胶粘剂在车身上的应用,最初是以防腐和密封为目的,后来逐步发展到对连接的刚度和强度也提出较高的要求。
本文对车身结构胶在汽车制造中的应用进行了分析。
关键词:车身结构胶;汽车设计引言伴随着我国汽车制造生产工业的快速发展,消费者对于汽车产品质量提出了更高的要求,汽车性能也在不断丰富和创新。
故此,汽车制造生产技术和新式材料的应用重要性愈加突出,作为汽车生产中一种十分重要的辅助材料,胶在实际生产中应用中愈加广泛。
结构胶作为一种新式的汽车粘接技术,较之传统的点焊胶和折边胶技术而言性能更为突出,可以适用的范围更加广阔。
由此看来,加强结构胶在汽车上的应用研究是十分有必要的,对于后续理论研究和实践工作开展具有一定参考价值。
1结构胶概述结构胶(结构粘接剂)是现在汽车厂普遍采用的一种粘接剂,其高剪切、高剥离的性能使其能够被广泛应用。
焊接结构胶通过胶接的作用粘合两个不同的物体,具有流动性的液态胶粘剂,渗入被粘合物体的表面空隙内,经过润湿、受热、固化后,胶体分子间产生化学反应,形成化学键,被粘接物质牢固地结合起来。
结构胶主要用于车身钣金件的连接,结合点焊工艺,可降低工艺成本,提高车身结构强度,增加车身静态刚性、抗冲击性、抗疲劳性,提升汽车安全性能。
焊接结构胶分类:车身用焊接结构胶根据材料可分为改性环氧树脂型和丙烯酸酯型。
车身中采用的高强度钢,采用改性环氧树脂型,铝合金材料等轻金属材料的粘接采用丙烯酸酯型。
SUV车身粘接多采用改性环氧树脂材料的结构胶,在加热固化后,胶体开始发挥作用,具有良好的抗流淌性,与油面钢板有良好的粘合度。
基于应变能分析的白车身结构胶布置优化赵雪梅;刘波;陈海波;陆波;易宗华【摘要】为提高某白车身弯曲和扭转刚度,在不改变其结构的前提下,引入了焊接结构胶和点焊混合连接的手段,并提出通过分析车身应变能分布形式决定结构胶分布的方法,得到了优化的结构胶布置方案.与原结构相比,优化结构胶布置位置后,以最少的结构胶胶线获得了较高的白车身弯曲和扭转刚度,BIP弯曲刚度提高11%,扭转刚度提高5%; BIW弯曲刚度提高10.7%,扭转刚度提高6%.%In order to improve BIW bending and torsional stiffness, a method which combines welding structural adhesive and spot welding without changing its structure is introduced, and the method which decides structural adhesive distribution by analyzing body strain energy distribution form is proposed, and the optimized structural adhesive layout plan is obtained. Compared with the original structure, the optimized structural adhesive location gets a high BIW bending and torsional stiffness with the least structural adhesive, BIP bending stiffness is improved by 11%, torsional stiffness by 5%; whereas BIW bending stiffness is improved by 10.7% and torsional stiffness by 6%.【期刊名称】《汽车技术》【年(卷),期】2013(000)003【总页数】4页(P59-62)【关键词】白车身;刚度;结构胶;应变能【作者】赵雪梅;刘波;陈海波;陆波;易宗华【作者单位】重庆长安汽车工程研究总院【正文语种】中文【中图分类】U463.82+11 前言轻量化为目前汽车研究的一个重要领域,主要研究方向为结构优化、轻质材料应用、先进制造工艺和连接方式等[1]。
点焊结构胶在白车身制造中的应用介绍了点焊结构胶种类、基本性能、使用部位及作用、施工工艺等内容。
实际生产经验表明,选择合适的点焊结构胶、正确的施工工艺,在保证整车品质和性能等方面具有重要作用。
标签:点焊结构胶;性能;应用点焊结构胶在焊装车间涂布,在涂装车间随电泳漆固化,它是以环氧增韧技术为基础,用以粘接钣金件,通过提高车身刚度和耐久性、增加车身结构吸能容量来改善整车安全性、舒适性的高模量车身用胶。
1 点焊结构胶分类点焊结构胶按照其在车身上的应用与其本身特性可分为3类:韧性结构胶、准韧性结构胶和普通或标准结构胶,其性能见表1。
点焊密封胶基本组成为:基材、增塑剂、碳酸钙、固化剂、阻然剂、导电助剂和无机填料,根据不同需要可加入老化剂等各种填充剂。
2 点焊密封胶使用部位及作用点焊结构胶在车身上的主要应用区域见图1所示。
主要应用条件为:(1)车身上受空间局限、无法进行点焊施工的钢板焊缝区域,可以用点焊结构胶粘接取代焊接,这些区域一般包括:a.地板、中通道加强板的连接,b.发动机舱和纵梁翻边处的搭接,c.侧围和车身边梁的连接,d.车门总成、发动机罩总成的连接;(2)局部增加连接强度,提高车身动刚度;(3)为提高车身刚度提升车身NVH 性能,增加涂胶部位;(4)相同或不同材料之间无法使用焊接和机械连接,使用点焊结构胶粘接替代,如铝和镁等材料之间的连接。
运用DOE方法选择最有效的涂胶位置,一般涂胶位置及用量见表2。
3 点焊结构胶使用工艺点焊结构胶用于装焊工序,是在冲压件焊接前涂布于零件焊接搭接边上。
点焊结构胶施工剖面图见图2。
3.1 点焊结构胶性能要求点焊结构胶施工需确定相关因素,具体包括:(1)适宜的应用环境,包括使用温度、气候条件、最大的载荷和载荷比、材料承受应力的方式,以及动态循环载荷、疲劳载荷等。
(2)冲压件在焊接时,表面一般携带有在冲压制造过程中所使用的拉延油、防锈油等油液,点焊结构胶是在焊接前涂布于冲压件搭接面,因此要求点焊结构胶在含油钢板表面有良好的附着性能。
白车身计算模态分析中的几个简单问题探讨1 引言白车身模态分析是主机厂所有CAE分析项中最简单的,没有之一。
考虑到大家在模态空间公众号中看惯了高深的文章(谭祥军注:博士过奖了!),所以今天给大家换换口味,讨论一下这个最简单的分析项。
在这篇文章里,我们不谈模态分析理论,只探讨几个基本问题:做模态分析的有限元模型该不该带风挡玻璃?根据白车身模态如何估算内饰车身模态?整体弯扭模态如何识别?模态频率的目标值如何设置?模态频率不达标该怎么办?2 白车身模态分析方法白车身模态分析方法几乎人人都会,但为了文章的完整性,我还是坚持把它写出来。
白车身模态分析为自由模态分析,即模型不加任何形式的约束。
分析的频率范围设定为1-100Hz;下限设为1Hz,其目的是避免计算前6阶的刚体模态,以节约计算时间。
通常我们使用NASTRAN软件的SOL103求解序列,算法选用兰索士法(对应卡片为EIGRL)。
结果输出设置中,我们除设定输出位移(DISP)和应力(STRESS)外,还应设定输出应变能密度(ESE)。
在Hypermesh中完成以上操作非常简单;当然也可以将以上设置写成一个Nastran头文件模版,每次分析只要在头文件文本中将模型文件名include一下,无需重新设置。
3 问题之一:究竟应该用BIW还是BIP做模态分析?做白车身模态分析,一般会考虑两种模型。
一种叫BIW, 指焊接车身的本体部分,包括通过螺栓连接的碰撞吸能结构,不包括通过螺栓连接或粘接在车身本体上的玻璃、车门、发动机罩板、天窗、行李箱盖以及翼子板、仪表板支撑横梁等。
另一种叫做BIP,也叫做Glazed BIW,是在BIW基础加上前后风挡玻璃和三角窗,如果天窗玻璃是直接粘在顶棚上不能开启的,BIP还应包含天窗玻璃。
BIW的前几阶整体模态中,通常没有整体扭转模态,而是代之以Match Box模态(即顶盖左右错动模态)。
BIW粘上风挡玻璃后,Match Box模态就不存在了,所以我们很难界定这阶模态跟整车NVH 响应之间有何种关联。
Mechanical Engineering and Technology 机械工程与技术, 2019, 8(1), 17-24Published Online February 2019 in Hans. /journal/methttps:///10.12677/met.2019.81003The Effect of Structural Adhesive on theMode of White BodyZhidan Xu1,2, Fulei Shi1*, Chaochun Lian11Technology Development Centre, Saic-GM-Wuling Automobile Co., Ltd., Liuzhou Guangxi2State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University,Changsha HunanReceived: Jan. 3rd, 2019; accepted: Jan. 21st, 2019; published: Jan. 28th, 2019AbstractIn the field of body design, the body mainly adopts integral design, which takes almost all of tor-sion and bending load. Meanwhile, the body mode can influence directly some key indicators of car body, such as NVH performance and so on. Therefore, it is significant for improving the per-formance of the white body to study the application of structural adhesive and the effect of struc-tural adhesive on body mode. This paper first took a modal test on the white body. Then, a modal test on the white body after gelatinizing the typical areas of body was taken. Finally, the influence of body modes was explored by comparing the three kinds of glue solution.KeywordsWhite Body, Body Mode, Structural Adhesive结构胶对白车身模态的影响徐志丹1,2,史付磊1*,练朝春11上汽通用五菱汽车股份有限公司技术中心,广西柳州2湖南大学,汽车车身先进设计制造国家重点实验室,湖南长沙收稿日期:2019年1月3日;录用日期:2019年1月21日;发布日期:2019年1月28日摘要目前在车身设计领域,车身多采用承载式设计,几乎承担了所有的扭转和弯曲载荷,车身的模态会直接*通讯作者。
徐志丹 等影响汽车车身对的各项关键指标,如车身NVH 性能等。
因此,研究车身区域结构胶应用对车身模态的影响并进行车身试验测试,对提高白车身各项性能具有重要的意义。
本文首先对白车身模态进行试验,再对车身典型区域进行选取并涂胶,最后进行模态测试。
通过对比三种方案,研究胶接工艺对白车身各阶模态的影响。
关键词白车身,模态,结构胶Copyright © 2019 by author(s) and Hans Publishers Inc.This work is licensed under the Creative Commons Attribution International License (CC BY)./licenses/by/4.0/1. 引言白车身的模态分布是车辆NVH 性能的重要指标,不合理的模态分布使整车易产生共振,造成各种NVH 问题,且不易解决,因此白车身的模态测试工作已成为车辆开发中的必要工作之一[1] [2] [3]。
试验模态分析的结果不仅可以与有限元分析结果进行对比修正,也可以迅速得到白车身的实际模态振型,用以检验和改进白车身的结构性能,必要时也可以利用白车身试验模态分析进行后续的分析,从而为汽车结构的优化设计提供有效而实用的信息[4]。
对于汽车白车身而言,不同的连接技术和连接结构不可避免地会对汽车白车身的模态产生影响。
胶接技术是一种利用胶粘剂在连接面上产生的机械结合力、物理吸附力和化学键合力而使两个胶接件联接起来的工艺方法。
与其他连接方式相比,胶接技术在应力分布、腐蚀性能、疲劳性能等方面具有极大的优势[5] [6] [7] [8]。
因此,胶接技术广泛应用于汽车、航空、建筑等行业[9]。
传统汽车上通常采用点焊技术作为主要的车身连接技术。
为了验证胶接技术在取代点焊技术应用于车身后对整车模态和性能的影响,本文对采用不同连接方式的白车身进行了模态试验与分析。
2. 试验方案涂胶位置的确定轿车白车身金属部件间最常采用的连接方式是点焊连接,通常每辆车身上的焊点有3000个左右,如果采用点焊 + 结构胶粘接的工艺则可以显著减少焊点数量。
结构胶在汽车车身上的典型涂布位置如图1所示。
本章主要对胶接白车身和传统的焊接白车身的模态进行对比,根据实际需求对涂胶位置进行了确定。
Figure 1. Typical application position of structural adhesive on automobile body 图1. 结构胶在汽车车身上的典型应用位置徐志丹等车身上受空间局限而无法进行点焊施工的钢板焊缝区域,可以用结构胶粘接取代焊接。
这些区域包括地板、车顶翻边处的粘接以及立柱、侧围和内增强板翻边处的粘接等。
本文基于上汽通用五菱宝骏某SUV车型的白车身进行模态研究。
主要考虑的几个因素为:不便于施加焊点的位置、非重要承力位置和需要改善外观的位置。
根据这些原则,大致确定了涂布结构胶的部分位置。
本研究采用的胶粘剂为回天7130高温固化(170℃× 20 min)结构胶,涂胶厚度为0.2 mm,宽度为13 mm。
在后侧围内焊合件的非主要承力位置进行结构胶的涂布,后围侧板焊合件处结构胶主要分布在以下区域:1) 后侧围内板与加强板之间以及后侧围内板与上边梁加强板之间;2) D柱下加强板与D柱下内板之间;3) 后侧围内板与后侧围上三角板之间;4) 后侧围内板与D柱下内板之间,以及后轮罩内板和后轮罩前连接板上;5) 后侧围上三角板与D柱上加强板之间,以及涂于D柱上加强板与上边梁加强板之间。
后侧围内焊合件的结构胶涂布如图2所示。
Figure 2. Coating position of structural adhesive on welded part of rearwall sidecover图2. 后侧围内焊合件结构胶涂布位置在侧围、A/B柱加强板等位置不便于焊接、需要缓解应力集中问题和非主要承力部位进行了结构胶的涂布,侧围、A/B柱加强板等位置结构胶分布主要包括:1) B柱内板和B柱加强板之间、上边梁内板和上边梁加强板之间;2) B柱内板与B柱加强板之间;3) A柱上内板与A柱上加强板之间;4) 后轮罩外板与中门槛外板之间;5) D柱上外板与后侧围上三角板之间。
侧围、A/B柱加强板等位置结构胶分布如图3所示。
Figure 3. Coating position of structural adhesive on car body side and A/B pillar reinforcement plate图3. 侧围、A/B柱加强板等位置结构胶涂布位置徐志丹 等在前围板、前大梁、前横梁等位置不便于焊接、需要缓解应力集中问题和非主要承力部位进行了结构胶的涂布,前围板、前大梁、前横梁等位置结构胶的具体涂布位置主要包括:1) 在放置前围板上安装板总成之前,涂在前围板上、前围板上横梁上以及前轮罩外板上;2) 前大梁总成与前轮罩总成之间,结构胶涂在前大梁A 封板、前轮罩板前板上;3) 前围板前横梁总成与前围板之间、前围板上横梁与前围板之间、前轮罩板与前围板之间。
前围板、前大梁、前横梁等位置结构胶的具体涂布位置如图4所示。
Figure 4. Coating position of structural adhesive on dash panel, boom and front beam 图4. 前围板、前大梁、前横梁等位置结构胶涂布位置除了以上部位为结构胶在白车身上的主要涂布位置外,还在其他部位进行了结构胶的涂布,主要包括后地板与后车架的部分位置。
前侧门与门槛的部分位置、尾端板的部分位置等,具体的涂胶位置包括:1) 在后地板与后车架分拼前,在车架的图示位置涂胶;2) 涂于前侧板焊接边上、前侧板上与A 柱下加强板焊接边的位置、后大梁及后轮罩加强板上、门槛内板的下焊接边、安全带加强板上、门槛内板的上焊接边;3) 在放置后端板总成前,在尾端板总成图示位置涂结构胶,涂于后端上板总成以及后端下板上。
后地板与后车架、前侧门与门槛、尾端板的涂胶位置如图5所示。
Figure 5. Coating position of structural adhesive onrear floor, rear frame, front side door, doorsill and transom piece 图5. 后地板与后车架、前侧门与门槛、尾端板的涂胶位置在上述位置涂布结构胶后,采用关键点焊接或夹具夹紧的方式对胶接部位进行加压固定,随后进行固化及测试。
3. 白车身模态试验本文针对上汽通用五菱宝骏某SUV 车型采用了三种不同的连接方案,编号分别为1#,2#和3#。
其徐志丹 等中,1#为采用点焊连接技术进行连接的传统白车身,2#为采用结构胶替代部分焊点后的车身,3#在2#号的基础上,在D 柱上、下腔体里增加塑料增强骨架,左右对称。
白车身模态分析的流程如图6所示,主要包括模型建立、试验准备、白车身的安装与传感器的布置、加载与数据采集、数据处理及结果评价等几个步骤。
Figure 6. Modal test analysis process of white body 图6. 白车身试验模态分析流程按照以上步骤进行对比测试的白车身为1#的原始状态点焊白车身及2#胶接白车身,以对原始状态点焊白车身和胶接白车身的性能差异进行对比与分析。