发酵生产中玉米淀粉糖化的优化
- 格式:doc
- 大小:17.00 KB
- 文档页数:4
发酵生产中玉米淀粉糖化的优化1. 引言1.1 发酵生产中玉米淀粉糖化的优化在发酵生产过程中,玉米淀粉糖化的优化是一个至关重要的环节。
玉米淀粉是一种重要的原料,可以通过糖化过程将其转化为更易于发酵的糖类物质,从而提高发酵生产的效率和产量。
糖化过程中的优化可以有效地提高反应效率,降低生产成本,减少废物排放,保护环境等诸多好处。
通过对玉米淀粉糖化过程中的影响因素进行分析,可以更好地理解反应机理,找出影响糖化效率的关键因素。
根据分析结果,可以有针对性地优化操作参数,如温度、pH值、酶的种类和用量等,进一步提高糖化效率。
添加剂在玉米淀粉糖化中也起着重要作用。
适量添加一些助剂,如盐类、微量元素等,可以增强酶的活性,促进糖化反应的进行。
而对于反应时间的优化,则需要通过实验和数据分析来确定最佳的反应时间,以达到最佳的糖化效果。
玉米淀粉糖化的优化不仅可以提高发酵生产效率,还能够减少生产成本,保护环境等多重好处。
未来可进一步研究新的糖化技术和添加剂,以提高糖化效率和推动发酵产业的发展。
2. 正文2.1 玉米淀粉糖化过程中影响因素的分析温度是影响玉米淀粉糖化过程的重要因素之一。
适宜的温度可以提高酶活性,加快糖化反应的速度,从而提高产品的产量和质量。
但是温度过高或过低都会对酶的活性产生不利影响,导致糖化效率下降。
pH值也是一个重要的影响因素。
合适的pH值可以保持酶的稳定性,促进反应的进行。
当pH值偏离正常范围时,酶的活性会受到影响,从而影响糖化过程的进行。
酶活性的影响也是不可忽视的。
酶的活性受到多种因素的影响,包括温度、pH值、离子浓度等。
合理选择和控制酶的种类和用量,可以提高糖化反应的效率。
反应时间也是影响糖化效率的重要因素之一。
合理控制反应时间,可以保证糖化反应充分进行,提高产品的得率和质量。
玉米淀粉糖化过程中的影响因素是相互作用的,只有综合考虑并合理控制这些因素,才能最大程度地提高糖化效率,提高发酵生产的效率和产量。
发酵生产中玉米淀粉糖化的优化玉米淀粉是一种重要的工业原料,常用于制备各种食品、饮料、淀粉化工产品、生物燃料等,而糖化是将玉米淀粉转化为各类糖类的关键步骤之一。
本文基于发酵生产的玉米淀粉糖化工艺,探究其优化方法,以提高生产效率和经济效益。
一、糖化反应机理糖化是将淀粉水解成糖的过程,可以分为淀粉酶水解和酸水解两种。
发酵生产常用的是酸水解,其反应机理可分为三个步骤:1. 淀粉样分子逐渐降解为糊精样和乳糖样分子。
2. 糊精样分子再进一步降解为糠糠糖、葡萄糖、麦芽糖等。
3. 乳糖样分子则经酸解可转化为葡萄糖和半乳糖等,从而达到将淀粉转化为各类糖类的目的。
二、糖化条件优化针对上述反应机理,可从物料、酸度、温度、反应时间等多个方面优化糖化条件。
1. 物料选择玉米淀粉的质量、纯度、颗粒度等特性会影响糖化反应的速度和产率。
因此,在选择物料时,应注意淀粉含量、杂质含量、颗粒度、惰性等因素,以提高糖化产率和纯度。
2. 酸度控制酸度是糖化反应的重要参数之一。
通常采用硫酸或盐酸作为酸化剂,其最适宜酸度为pH=1.5-2.0。
酸度过低会对酸酵母菌生长不利,影响糖化反应;而酸度过高则会导致糖分分解较快,产生大量醛类物质,影响酵母菌酒精发酵产率和酒品质量。
因此,应根据不同物料的特性和生产工艺选定最佳酸度。
温度是影响糖化反应速度的重要因素。
一般来讲,糖化反应的最佳温度在50℃左右。
温度过低会导致糖化反应速度变慢,发酵时间延长;而温度过高则会导致糖分迅速分解,酒精含量降低。
因此,应根据生产需要在不同阶段选取最适宜的温度。
4. 反应时间控制反应时间是影响糖化产率的重要因素。
通常反应时间在10-24小时之间。
反应时间过短会导致淀粉未完全水解,影响后续发酵产率;而反应时间过长则不仅浪费资源,而且会导致发酵条件恶化,影响发酵效果。
因此,应根据生产工艺和物料的特性确定最佳反应时间。
三、糖化设备选择糖化设备的选择直接影响生产效率和工艺流程。
常用的糖化设备有自动化、半自动化和手动化类型。
发酵生产中玉米淀粉糖化的优化随着人们生活水平的提高和社会经济的发展,越来越多的人已经越来越重视健康饮食,尤其是粮食和淀粉制品。
玉米淀粉是一种重要的淀粉原料,广泛应用于食品行业、酒业、造纸业、医药工业和化工等领域。
而糖化即将玉米淀粉在酶的作用下水解成糖的过程,是玉米淀粉生产中的一个重要环节。
糖化过程的优化已经成为玉米淀粉生产中的一个重要研究方向。
玉米淀粉糖化过程中,需要酶对淀粉进行水解,使淀粉分子链上的α-(1,4)和α-(1,6)键裂解,产生多糖和小分子葡萄糖。
在此过程中,需要各类酶协同作用才能够完成玉米淀粉的糖化过程。
而酶的种类、添加量、pH值、温度和反应时间等因素将影响糖化效果。
通过调控糖化条件,可以进一步优化生产过程,提高生产效率,降低生产成本。
在玉米淀粉糖化的优化中,需要选择合适的酶。
目前,市场上常用的酶源有α-淀粉酶、葡萄糖苷酶和支链淀粉酶等。
这些酶能够针对玉米淀粉分子链的不同结构部位进行水解,产生不同程度的糖化产物。
在生产中可以根据所需产物的不同,选择相应的酶源,以达到最佳的糖化效果。
酶的添加量也是玉米淀粉糖化过程中需要考虑的重要因素。
适当的酶添加量能够提高糖化效率,增加糖化产物的产量。
添加过多的酶将会增加生产成本,降低生产效益。
在实际生产中需要进行合理的酶添加量的调控,以取得最佳的糖化效果。
糖化反应的pH值和温度也是影响糖化效果的重要因素。
一般来说,适宜的pH值和温度能够提高酶的活性,加快糖化反应速度。
而过高或过低的pH值和温度将会影响酶的活性,降低糖化效率。
在生产中需要对糖化反应条件进行精确控制,以提高糖化效率。
糖化反应时间也是影响糖化效果的重要因素。
过短的反应时间将会导致糖化未完全进行,产物含量降低。
而过长的反应时间将会增加生产周期,降低生产效益。
在生产中需要对糖化反应时间进行合理的控制,以取得最佳的糖化效果。
发酵生产中玉米淀粉糖化的优化玉米淀粉糖化是一种重要的发酵生产工艺,其优化对于提高生产效率和产品质量具有至关重要的意义。
本文将从玉米淀粉糖化的工艺流程、关键参数及优化策略等方面进行探讨,以期为相关研究和生产提供参考。
玉米淀粉糖化是将玉米淀粉通过特定的酶类和微生物发酵工艺转化成糖类产品的过程。
其主要工艺流程包括原料预处理、糖化发酵、糖液处理等环节。
1. 原料预处理:将玉米淀粉进行湿磨或干磨处理,以提高淀粉的可溶性和利用率,同时进行蒸煮和酶解等步骤,使淀粉得到部分水解和溶解。
2. 糖化发酵:在原料预处理后,需要添加酶类和微生物发酵剂,进行糖化反应。
这一步骤主要是通过酶类的作用将淀粉分解为葡萄糖和其他糖类,以及通过微生物的代谢作用产生一定的发酵产物,同时保持适宜的温度、pH和氧气供应。
3. 糖液处理:经过糖化发酵后的糖液需要进行脱色、脱盐、浓缩等处理,最终得到所需的糖类产品。
二、影响糖化生产的关键参数在玉米淀粉糖化的过程中,有许多关键参数会对糖化生产的效果产生重要影响,包括温度、pH值、酶活性、微生物选用等等。
1. 温度:糖化过程中的温度是影响酶类和微生物活性的重要因素。
合适的温度可以保证酶类和微生物的活性,促进反应速率,达到较高的糖化效率。
一般来说,糖化反应的温度控制在50-60摄氏度之间效果较佳。
2. pH值:酶类和微生物的活性和稳定性也受到pH值的影响。
不同的酶类和微生物对pH值的要求有所不同,但一般来说,控制在5.5-6.5的范围内可以满足绝大多数酶类和微生物的要求。
3. 酶活性:酶类的活性直接关系到糖化过程中淀粉的水解速率和糖类产物的质量。
需要根据不同酶类的特性和用量进行精确控制。
4. 微生物选用:选择合适的发酵菌种对于提高糖化效率和产物质量非常重要。
合适的发酵菌种在糖化过程中能够快速有效地完成淀粉的降解和转化。
三、玉米淀粉糖化的优化策略为了提高玉米淀粉糖化的效率和产物质量,可以从以下几个方面进行优化。
发酵生产中玉米淀粉糖化的优化玉米淀粉糖化是一种常见的发酵生产工艺,用于生产多种食品和工业产品。
在这个过程中,玉米淀粉被转化为可发酵的糖,然后再通过发酵转化为酒精等目标产品。
优化玉米淀粉糖化的过程可以提高产量和降低能耗,提高生产效率和质量。
优化原料的选择对玉米淀粉糖化的效果至关重要。
新鲜的玉米淀粉含有丰富的淀粉和酶,可以提高糖化反应的速率和效率。
添加一些辅助物质,如酵素活化剂、锂盐等,也可以促进糖化过程。
优化糖化条件也是关键。
适宜的pH值和温度可以提高酶的活性和稳定性,加快淀粉的降解和糖化反应。
一般来说,pH值在5.0-6.0之间,温度在50-60摄氏度之间是较为适宜的。
糖化时间和酶的用量也是需要优化的参数。
糖化时间过长会造成糖化产物的进一步降解,糖化时间过短则会导致糖化反应不完全。
合理控制酶的用量可以避免过量的酶导致副反应的发生,降低发酵过程中的副产物。
进一步优化玉米淀粉糖化的操作条件可以采用一些辅助技术。
这些技术包括预处理、微波辐射、超声辐射等。
通过预处理,如蒸煮和研磨,可以增加淀粉颗粒的可溶性和可降解性,提高酶的反应活性。
微波辐射和超声辐射可以提高淀粉酶的渗透性和扩散性,加快酶解淀粉的速度。
这些技术还能减少发酵过程中的杂质和微生物污染,提高产品的纯度和可靠性。
应用数学模型和优化算法可以对玉米淀粉糖化进行全面的优化。
通过建立包括淀粉酶动力学、反应传递和催化剂效应等因素的模型,可以预测不同参数下的糖化反应过程,并通过优化算法寻找最佳的操作条件。
这样可以进一步提高玉米淀粉糖化的效果,并最大限度地满足生产需求。
玉米淀粉糖化的优化是一个复杂的过程,需要考虑多个因素。
选择合适的原料、优化糖化条件、应用辅助技术和数学模型等方法可以提高玉米淀粉糖化的效果,提高产量和质量,降低能耗和成本,达到可持续发展的目标。
玉米糖浆的发酵过程玉米糖浆的发酵过程玉米糖浆是一种由玉米淀粉制成的甜美液体,广泛应用于食品和饮料行业。
它是经过发酵过程后得到的,下面我会详细介绍玉米糖浆的发酵过程。
首先,玉米糖浆的制作需要使用大量的玉米淀粉。
玉米淀粉是从玉米颗粒中提取出来的,经过磨碎、酶解和过滤等工艺步骤得到纯净的玉米淀粉。
接下来,玉米淀粉需要经过糖化过程,将淀粉分解为更小的糖分子。
这个过程使用了一种叫做糖化酶的酶类物质,它能够加速淀粉的分解作用。
在糖化过程中,玉米淀粉与水混合,并加热至特定温度,然后加入适量的酶制剂。
这个过程通常需要一段时间才能完成,一般在60至80摄氏度之间进行,时间介于60-90分钟。
完成糖化过程后,我们就得到了玉米糖浆的原液。
原液中含有各种大小的糖分子,包括葡萄糖、麦芽糖、低聚糖等。
而发酵过程就是将这些糖分子转化为乙醇和二氧化碳的过程。
发酵过程中,我们需要使用酵母菌。
酵母菌是一种微生物,能够通过发酵过程转化糖分子为酒精和其他有机物。
对于玉米糖浆的发酵,通常采用乙酸发酵法。
首先,将酵母菌粉末与适量的营养物质混合,培养出高活性的酵母菌种子。
然后,将酵母菌种子加入玉米糖浆原液中,开始发酵过程。
在发酵过程中,需要控制好温度、pH值和氧气供给。
一般情况下,发酵温度在30-35摄氏度之间,pH值控制在4.0-5.0之间,氧气供给要适度。
同时,要确保发酵罐的密封性良好,防止二氧化碳的逸出。
发酵过程一般需要持续3-5天,期间酵母菌会不断地转化糖分子为乙醇和二氧化碳。
通过控制发酵的时间和条件,可以控制乙醇的产量。
通常情况下,玉米糖浆的发酵完成后,乙醇的含量可达到10-15%。
发酵结束后,还需要进行一系列的后续处理。
首先,需要用蒸汽将发酵液中的乙醇蒸发出来,得到浓缩后的玉米糖浆。
然后,对浓缩后的糖浆进行过滤、脱色等处理,使之更加纯净。
最后,将糖浆灌装成包装好的产品,供应到市场上。
总之,玉米糖浆的发酵过程是一个将玉米淀粉转化为乙醇的过程。

T logy科技工艺技术玉米作为主要农作物,在全国各地得以大范围种植。
它是制糖或者乳酸工艺的主要原材料,淀粉糖的制作过程较为复杂,需要经过深加工等过程,所以在研究玉米淀粉制糖发酵生产乳酸时,首先要弄清楚玉米淀粉制糖的工艺流程,在此基础上进一步研究生产乳酸的工艺流程[1]。
1 玉米淀粉制糖的特点及优势1.1 玉米淀粉制糖的特点随着人们对制糖工艺的逐渐重视,其生产工艺也在不断改进和完善。
玉米干磨制粉技术备受关注,此类技术主要是通过干磨的方式将玉米颗粒磨碎,保证其呈米粉状态,在此基础上,通过其他工艺对此米粉进行加工,调制成粉浆态后,运用物理化学方法和其元素变化机制,将玉米中的较大分子剥离开来,并用有效的方法将其中的淀粉糖成分提取出来。
相对于传统制粉工艺来说,新的工艺流程具备很多优点,它不仅降低了整体成本,从一定角度来说,还对生产工艺中所产生的废弃物总量进行了有效控制。
不仅如此,玉米干磨制粉的新工艺还对传统制粉的繁琐步骤进行了简化,以达到减少能源浪费的目的。
但是从实践应用来说,玉米干磨制粉整体工艺的出糖率相对较低,并且在研磨过程中避免不了会掺杂其他物质,使得玉米粉的杂质较多,最终导致所生产出来的淀粉不管是从成色上还是产量上都差强人意。
这种生产方式在工艺流程上有很多独到之处,但是它低效率和低产量的问题,却不利于企业整体上的利益收入。
1.2 玉米淀粉制糖的优势我国作为农业大国,每年玉米的产量高达数十亿千克。
因此,作为我国的主要粮食作物之一,玉米在农作物中扮演着不可或缺的角色,同时也为玉米淀粉的制糖工艺提供了大量的原材料。
从各粮食作物的淀粉含量来说,玉米遥遥领先,其中的淀粉含量在70%以上,在制糖原料范围中,属于出糖率最高的原材料之一。
现如今,温湿度等因素对玉米的影响越来越弱,这也就意味着制糖的玉米原材料可以随时获得,提高了用玉米制糖的可行性,降低了成本上的投入。
不仅如此,随着现如今生产技术的不断提高和生产工艺的不断完善,传统制糖工艺和设备也逐渐趋于现代化、小型化以及方便化,从而使其操作简便化,提高了工艺效率,这对玉米淀粉制糖工艺来说有很大的便利性。
玉米淀粉酒精发酵的工艺研究摘要:目前,优化燃料酒精玉米淀粉制备工艺已成为酒精生产中的一个关键问题。
为此,有关研究人员进行了优化玉米淀粉燃料酒精制备工艺的实验,希望利用实验结果分析各种因素对玉米淀粉燃料酒精制备的影响,以确定各种因素的配置本文主要分析玉米淀粉醇发酵工艺的研究。
关键词:淀粉利用率;残还原糖;酒精发酵;拌料浓度引言在我国,用于酒精生产的原料是玉米、木薯和木薯,但随着中国经济的快速发展和酒精工业技术的发展,原料短缺日益突出,原材料多样化的发展成为必要该国玉米产量的增加为淀粉加工行业注入了新的动力,因为由于政府的保护政策,玉米储存量达到了前所未有的水平。
2015年,中国生产了622万吨液体淀粉和267万吨结晶葡萄糖。
将玉米淀粉用于酒精发酵可以一方面解决玉米销售问题,另一方面解决酒精原料减少问题。
本实验研究了不同酒精水平下淀粉和剩馀糖的使用水平,得出了淀粉的最佳使用范围和剩馀糖水平下的酒精水平,以实现玉米淀粉的最佳生产工艺,指导生产,实现最佳经济效益。
1、玉米淀粉制备燃料酒精的工艺实验在制备含酒精玉米淀粉的实验中,需要特殊的仪器和试剂,包括搅拌机、恒温器和测量仪器,主要试剂包括淀粉、甘油、葡萄糖等。
,这对于将玉米淀粉制成酒精的实验是必不可少的。
玉米淀粉燃料酒精制备工艺的主要试验阶段包括面糊、液化、糖、发酵、蒸馏和脱水。
2、各种实验因素对于玉米淀粉制备燃料酒精工艺的影响2.1耐高温酒精活性干酵母添加量对发酵的影响在优化玉米淀粉燃料酒精制备工艺的实验中,可以通过各种有针对性的实验来衡量和分析不同的实验因素,其中一个主要影响可以通过实验来确定,就是添加酵母的影响经验表明,随着酵母不断增加,酒精浓度首先升高,然后降低,当酵母达到千分之一时,酒精浓度最高。
因此,在为玉米淀粉制备燃料酒精的过程中,酵母的选择必须约。
2.2糖化酶添加量对玉米淀粉酒精发酵的影响从优化玉米淀粉制备燃料型酒精过程的经验中可以得出的另一个结论是,添加糖酶对玉米淀粉型酒精发酵有一定影响但是,由于糖类酶的成本高,如果过度使用可能导致利益损失,如果使用量少,效果就不会更好。
玉米淀粉制备结晶葡萄糖中糖化影响因素的研究摘要:目的:研究玉米淀粉制备结晶葡萄糖中糖化影响因素;方法:糖化温度60℃,pH值4.5,糖化时间48h,葡萄糖淀粉酶用量250U/g淀粉、普鲁兰酶用量0.10ASPU/g淀粉。
结果:确定玉米淀粉糖化最佳水平组合为:F3G3H3I2J3,即糖化温度60℃,pH值4.5,糖化时间48h,葡萄糖淀粉酶用量250U/g淀粉,普鲁兰酶用量0.10ASPU/g淀粉。
结论:玉米淀粉制备结晶葡萄糖中,利用普鲁兰酶与葡萄糖淀粉酶协同作用进行糖化,可以提高糖化DE值,缩短糖化时间。
关键词:玉米淀粉;结晶葡萄糖;糖化影响因素;研究前言葡萄糖淀粉酶对α-1,4糖苷键分解很快,对α-1,6糖苷键却分解很慢。
在玉米淀粉中具有α-1,6糖苷键的支链淀粉含量在70%以上,这就造成了玉米淀粉在糖化过程中转化率低,生产周期长。
本研究旨在利用普鲁兰酶对α-1,6糖苷键的分解特性,与葡萄糖淀粉酶协同作用进行糖化,以期达到提高葡萄糖转化率和缩短生产周期的目的。
1材料与方法1.1试验材料玉米淀粉,山东沂水大地玉米有限公司提供,一级品。
耐高温α-淀粉酶Supra,诺维信公司提供,酶活力20000U/mL。
葡萄糖淀粉酶,杰能科生物工程有限公司提供,酶活力10万U/mL。
普鲁兰酶OPTIMAXL300,杰能科生物工程有限公司提供,酶活力250ASPU/mL。
1.2仪器设备AY220型电子分析天平,日本岛津公司提供;数显恒温水浴锅,常州国华电器有限公司提供;PHS—3C型精密pH计,上海雷磁仪器厂生产;KDM型调温电热套,山东鄄城光明仪器厂生产。
1.3试验方法1.3.1 葡萄糖淀粉酶活力的测定采用碘量法。
1.3.2 普鲁兰酶活力测定由杰能科公司提供。
1.3.3 DE值的测定采用直接滴定法。
1.3.4 玉米淀粉糖化试验方法(1)调pH值。
取DE值18%的液化液,加入HCl或者NaOH调节pH值至要求数值。
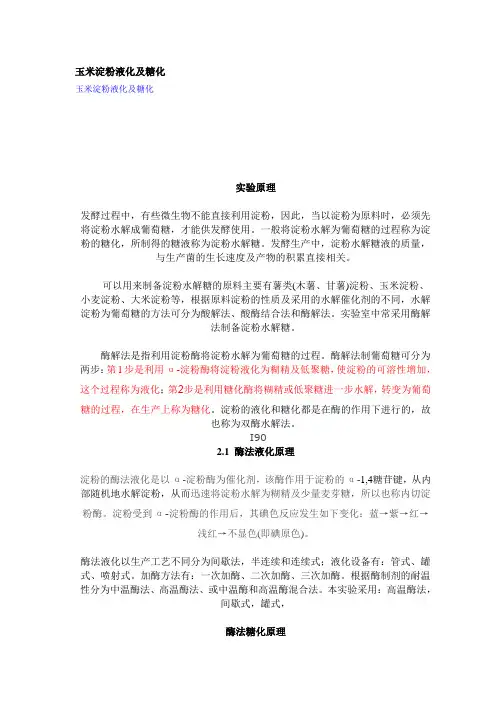
玉米淀粉液化及糖化玉米淀粉液化及糖化实验原理发酵过程中,有些微生物不能直接利用淀粉,因此,当以淀粉为原料时,必须先将淀粉水解成葡萄糖,才能供发酵使用。
一般将淀粉水解为葡萄糖的过程称为淀粉的糖化,所制得的糖液称为淀粉水解糖。
发酵生产中,淀粉水解糖液的质量,与生产菌的生长速度及产物的积累直接相关。
可以用来制备淀粉水解糖的原料主要有薯类(木薯、甘薯)淀粉、玉米淀粉、小麦淀粉、大米淀粉等,根据原料淀粉的性质及采用的水解催化剂的不同,水解淀粉为葡萄糖的方法可分为酸解法、酸酶结合法和酶解法。
实验室中常采用酶解法制备淀粉水解糖。
酶解法是指利用淀粉酶将淀粉水解为葡萄糖的过程。
酶解法制葡萄糖可分为两步:第l步是利用α-淀粉酶将淀粉液化为糊精及低聚糖,使淀粉的可溶性增加,这个过程称为液化;第2步是利用糖化酶将糊精或低聚糖进一步水解,转变为葡萄糖的过程,在生产上称为糖化。
淀粉的液化和糖化都是在酶的作用下进行的,故也称为双酶水解法。
I902.1 酶法液化原理淀粉的酶法液化是以α-淀粉酶为催化剂,该酶作用于淀粉的α-1,4糖苷键,从内部随机地水解淀粉,从而迅速将淀粉水解为糊精及少量麦芽糖,所以也称内切淀粉酶。
淀粉受到α-淀粉酶的作用后,其碘色反应发生如下变化:蓝→紫→红→浅红→不显色(即碘原色)。
酶法液化以生产工艺不同分为间歇法,半连续和连续式;液化设备有:管式、罐式、喷射式。
加酶方法有:一次加酶、二次加酶、三次加酶。
根据酶制剂的耐温性分为中温酶法、高温酶法、或中温酶和高温酶混合法。
本实验采用:高温酶法,间歇式,罐式,酶法糖化原理淀粉的糖化是以糖化酶为催化剂,该酶从非还原末端以葡萄糖为单位顺次分解淀粉的α-1,4糖苷键或α-1,6糖苷键。
因为是从链的一端逐渐地一个个地切断为葡萄糖,所以称为外切淀粉酶。
淀粉糖化的理论收率:因为在糖化过程中,水参与反应,故糖化的理论收率为111.1%。
(C6H10O5)n+H2OnC6H12O616218180淀粉糖化实际收率:实际收率的计算公式:淀粉转化率:淀粉-葡萄糖转化率是指100份淀粉中有多少份淀粉被转化为葡萄糖。
第1篇一、实验目的1. 了解淀粉糖化的基本原理和过程。
2. 掌握淀粉糖化实验的操作步骤。
3. 通过实验验证淀粉在酶的作用下糖化的效果。
4. 掌握还原糖的检测方法。
二、实验原理淀粉是由大量葡萄糖分子通过α-1,4-糖苷键和α-1,6-糖苷键连接而成的多糖。
在淀粉糖化过程中,淀粉首先在淀粉酶的作用下被水解成糊精和低聚糖,这一过程称为液化。
随后,在糖化酶的作用下,糊精和低聚糖进一步水解成葡萄糖,这一过程称为糖化。
实验中常用的淀粉酶包括α-淀粉酶和糖化酶。
α-淀粉酶作用于淀粉的α-1,4-糖苷键,将淀粉分解成糊精和低聚糖;糖化酶作用于糊精和低聚糖的α-1,4-糖苷键,将它们分解成葡萄糖。
还原糖是指具有还原性的糖类,如葡萄糖、果糖等。
在实验中,通过检测还原糖的含量来评价淀粉糖化的效果。
三、实验仪器与试剂1. 仪器:恒温水浴锅、锥形瓶、滴定管、移液管、玻璃棒、烧杯、漏斗、滤纸等。
2. 试剂:淀粉、α-淀粉酶、糖化酶、葡萄糖标准溶液、硫酸铜溶液、氢氧化钠溶液、硫酸锌溶液、苯酚溶液等。
四、实验步骤1. 配制淀粉溶液:称取一定量的淀粉,用蒸馏水溶解,配制成一定浓度的淀粉溶液。
2. 预处理淀粉溶液:将淀粉溶液在60℃下加热处理30分钟,以消除淀粉溶液中的杂质。
3. 液化:向淀粉溶液中加入适量的α-淀粉酶,调节pH值至最适值,在恒温水浴锅中反应一定时间,使淀粉液化。
4. 糖化:向液化后的淀粉溶液中加入适量的糖化酶,调节pH值至最适值,在恒温水浴锅中反应一定时间,使淀粉糖化。
5. 还原糖的检测:取一定量的糖化液,按照还原糖的检测方法进行检测。
五、实验结果与分析1. 液化过程:通过实验观察到,淀粉溶液在α-淀粉酶的作用下,逐渐由透明变为浑浊,说明淀粉已发生液化。
2. 糖化过程:通过实验观察到,液化后的淀粉溶液在糖化酶的作用下,浑浊度逐渐降低,说明淀粉已发生糖化。
3. 还原糖的检测:通过检测还原糖的含量,可以评价淀粉糖化的效果。
玉米淀粉制糖生产工艺与设备的改进分析摘要20世纪80年代以来,玉米淀粉制糖投入生产。
随着制糖工业快速发展,制糖的规模也逐渐扩大。
近几年,玉米淀粉制糖生产工艺不断完善,生产设备与技术也不断改进。
本文结合现今玉米淀粉制糖工艺发展的新技术、新设备等,通过讨论其制糖的特点及优势,进一步分析玉米淀粉制糖生产工艺与设备的改进。
关键词玉米淀粉;制糖工艺;生产设备;改进1我国玉米淀粉制糖生产工艺发展及现状介绍制糖工艺是以各种化学反应和物理化学作用为基础的,工艺的进步和变革都依靠对制糖化学与物理化学的深刻理解。
近几十年来,与此相关的无机与有机化学、物理化学、化工原理等各门基础学科发展得很快,从理论上和实践上都有了飞跃性的提高。
而玉米淀粉制糖生产工艺是20世纪80年代才开始发展起来的,当时制糖的理念、技术、设备都不完善,并不能很好的将玉米淀粉制糖工艺发展的很好。
直到20世纪90年代,通过深入的了解玉米淀粉制糖的物理化学原理,依靠科技创新,引进及研发新技术设备,玉米淀粉制糖生产工艺才得到了一定的提高。
2玉米淀粉制糖的特点及优势2.1玉米淀粉制糖的特点玉米干磨制粉法是最近几年开发研究的新工艺。
它采用的是直接将玉米干磨成米粉状态,调制成粉浆,通过物理化学的变化,把大分子的物质分解,提取出淀粉糖。
干磨制粉工艺省去了繁琐的步骤,节约了建设成本,排弃的废弃物较少,节约了能源。
但是它的出糖率较低,玉米粉的杂质较多,得到的淀粉糖成色不好,糖厂的经济效益不能得到很大的提高。
2.2玉米淀粉制糖的优势1)玉米作为我国主要的粮食作物之一。
玉米原料的提供十分的便捷。
玉米中的淀粉含量占70%以上,出糖率相对于现用的制糖原料高出很多,是制糖的最佳原料之一。
2)玉米的种植要求简单,能够种植存活的地区比种植甘蔗和甜菜的地区广阔的多。
3)是玉米这种原料的使用不受季节的限制,制糖设备简单,制糖工厂可以全年低成本的生产。
4)玉米除了可以得到糖类之外,还可以通过玉米淀粉提取、玉米发酵加工等生产大量的产品,从而得到价格更高的玉米油和高蛋白饲料,获得更好的经济效益,从而进一步降低制糖的生产成本,节约能源。
确定工艺流程一,工艺流程1.2.1.1 工艺流程玉米淀粉—→调浆—→一次喷射液化—→液化保温—→二次喷射—→高温维持—→二次液化—→冷却—→糖化—→灭酶—→过滤—→淀粉糖浆 1.2.1.2 工艺操作(1)调浆。
保持淀粉浓度为17°Be ˊ,用Na 2CO 3。
调至pH5.0~7.0,加入耐高温的a-淀粉酶,料液搅拌均匀后用泵把粉浆打人喷射液化器。
(2)喷射液化。
预热喷射器及层流罐至100℃,然后进行喷射液化,温度105~110℃维持15~30min 。
(3)高温处理。
通过第二只喷射器将料液加热至135~140℃以上,并通过维持罐保持3~5min 、135℃以上热处理,可达到三个目的:第一灭酶,第二使蛋白质凝固,第三使淀粉分散。
(4)真空闪急冷却。
经过冷却处理,料液温度从145℃降至95~97℃。
(5)二次液化。
在二次液化罐内首先调整pH6.5左右,然后加人耐高温a-淀粉酶液化30min,碘试显本色,液化结束。
(6)糖化。
液化结束,迅速将料液pH调至4.2~45,温度58~62℃,加入糖化酶糖化。
(7)灭酶。
用无水酒精检验无糊精存在时,糖化结束,将Ph4.2~4.5调至4.8~5.0,并加热至80℃,保持20min灭酶。
(8)过滤。
料液冷却至60~70℃,经板框压滤机过滤,压力≤0.2Mpa。
滤后用60~70温水,用量1.5~2.0t/m3清洗设备。
产量:年产5万吨(90%)预处理损失:1.5%离子交换:洗脱:可洗脱掉95%一次浓缩损失:1%,从一次脱色损失:4%(2%),我们取4%二次脱色损失:1%二次浓缩损失:0.1%,从45%浓缩到90%成品浓度:88~90%,我们取90%提取阶段的总损失:1-(1-1.5%)*(1-5%)*(1-1%)+(1-4%)+(1-1%)+(1-0.1%)=12.04%二,进行物料衡算:1,按年产5万吨计算二次浓缩前=50000*90%/((1-0.1%)*45%)=100100.100吨V150000为90%的乳酸90%为最终乳酸浓度0.1%为二次浓缩损失45%为二次浓缩前乳酸浓度二次脱色前V2=100100.100/(1-1%)=101111.212吨1%为二次脱色损失一次脱色前V3=101111.212/(1-4%)=105324.179吨4%为一次脱色损失一次浓缩前及发酵液量V4=105324.179*45%/((1-1%)*10.5%*95%*(1-1.5%)*(1-0.1%))=487742.701吨 45%为二次浓缩前乳酸浓度1%为一次脱色损失10.5%为发酵成熟液酸浓度95%为离子交换得率1.5%为预处理损失0.1%为倒罐率所需发酵罐个数487742.701/(500*300/60/24)= 487742.701*60/(500*300*24)= 8.13≈9个500为发酵罐体积60为发酵周期300为发酵天数24为一天24小时总罐数9+1=10个2,按一天产量计算二次浓缩前=166.667*90%/((1-0.1%)*45%)=333.668吨V1166.667为一天的生产量90%为最终乳酸浓度0.1%为二次浓缩损失45%为二次浓缩前乳酸浓度二次脱色前V2=333.668/(1-1%)=337.038吨1%为二次脱色损失一次脱色前V3=337.038/(1-4%)=351.081吨 4%为一次脱色损失 一次浓缩前及发酵液量V4=351.081*45%/((1-1%)*10.5%*95%*(1-1.5%)*(1-0.1%)=1625.811吨 45%为二次浓缩前乳酸浓度 1%为一次脱色损失 10.5%为发酵成熟液酸浓度 95%为离子交换得率 1.5%为预处理损失 0.1%为倒罐率 所需发酵罐个数1625.811*60/(500*24)=8.13≈9个 500为发酵罐体积 60为发酵周期 24为一天24小时 总罐数 9+1=10个 总物料衡算1,生产1000Kg 乳酸(100%)理论淀粉消耗量 1000x162/(2x90)=900Kg2,生产1000Kg90%乳酸理论淀粉消耗量 900x90%=810kg3,生产1000Kg90%乳酸需淀粉量(实际) (1),提取阶段的损失率12.04% 生产1000kg 乳酸发酵产量应为1000*(1+12.04%)=1120.4 kg(2),理论上生产1120.4kg90%乳酸需糖量为1120.4*90%*180/(2*90)=1008.36kg(3),实际需糖量(发酵转化率为95%)1008.36/95%=1061.43kg(4)理论上生产1061.43kg葡萄糖需淀粉量为1061.43*162/180=955.287kg(5)实际需淀粉量(淀粉损失率2%)955.287*(1+2%)=974.393kg生产1000kg乳酸需83.3%玉米粉为974.393/83.3%=1169.74kg166.667吨实际发酵液量955.287*166.667/(1000*11.15%)=1427.936吨用罐数1427.936*60/(500*24)=7.14≈88+1=9个填入下表每天发酵需糖量:1624.185*10.5%/95%+0.1%*1624.185=181.139 既10.5%/95%+0.1%=0.1115=11.15%初糖浓度181.139/1624.185=11.15%三,糖化阶段物料与热量衡算工艺流程1,调浆加水比 1:2.3 (调至Be’17)调浆水用量 1169.74*2.3= 2690.402kg粉浆量 2690.402+1169.74=3860.142kg查《味精工业手册》得设:混合后粉浆温度为50o C,调浆用50 o C热水调浆,自来水平均温度取18 o C 所以耗热量Q=GC(t2-t1)=2690.402*(50-18)= 86092.864kg2,耐高温a-淀粉酶量0.6L/t淀粉*(974.393/1000)= 0.58L3,Ca CL2用量0.2%*3860.142=7.72kg4,干物质含量B=85%玉米淀粉比热容为Co=4.18*(1-0.7*0.85)=1.69kj/kg.k液化醪比热容为C1=B1C+(1.0-B1)Cw=30.2%*1.69+(1-30.2%)*4.18=3.43 kj/kg.k30.2%为淀粉的干基含量5,经喷射液化器后液化醪量3860.142+3860.142*3.43*(100-50)/(2646-100*4.18)=4157.276kg 1646——喷射液化器加热蒸汽焓(0.05Mpa)喷射器所需蒸汽量为4157.276-3860.142=297.134kg6,经液化层流罐出来的液化醪量4157.276-4157.276*3.43*(100-95)/2270=4125.868kg2270为95o C饱和蒸汽汽化潜热7,经第二次喷射后液化醪量4125.868+4125.868*3.43*(130-95)/(2646-130*4.18)=4361.438kg 2646为喷射液化器加热蒸汽焓(0.05Mpa)所需蒸汽量为4361.438-4125.868=235.57kg8,经维持罐后液化醪量4361.438-4361.438*3.43*(130-128)/2180=4347.713kg2180为128oC饱和蒸汽汽化潜热9,经闪急真空冷却后液化醪量4347.713-4347.713*3.43*(128-60)/2357.6=3917.589kg2357.6为60oC时饱和蒸汽汽化潜热所以:经闪急真空冷却器出来的二次蒸汽量为4347.713-3917.589=430.124kg10,糖化糖化酶用量150u/g淀粉*974.393*10=146158950=1.462*108u糖转化率为95%糖化后还原糖量974.393*180/(162*95%)=1028.526kg发酵初糖浓度为1028.526/3917.589=0.263查得相对密度1.101故糖化醪体积为3917.589/1101=3.558m3热量衡算部分:糖化后灭酶,灭菌20分钟糖液流量为3917.589*166.67/(24*3600)=7.557kg/s取100o C热水加热糖化醪由60o C升温至80o C,设热水由100o C降温至80o CQ糖=mcst=7.557*3.43*(80-60)= 518.410kj/s升温后经维持罐维持20min灭酶灭菌,经维持罐后进入喷淋冷却器冷却至发酵温度50o C 80——50 o CQ=GC(t2-t1)=3917.589*166.67/24*(3.43*(80-50))= 27.995*105kj/h=777.64kj/s使用自来水喷淋冷却,自来水平均温度取18 o C。
摘要:以玉米渣或玉米面为原料提高玉米淀粉糖转化率新工艺,就是应用挤压膨化技术糊化原材料,然后应用双酶法分解原材料,将玉米渣或面加工成葡萄糖。
新工艺的生产周期与原工艺相比,周期大大的缩短了,与此同时,新工艺的产量得到了提高,成本得到了降低,而且还节约了能源,因此以玉米渣或玉米面为原料提高玉米淀粉糖转化率新工艺是一种非常好的加工葡萄糖的工艺。
关键词:玉米渣玉米面挤压膨化技术葡萄糖中图分类号:ts234 文献标识码:a 文章编号:1672-5336(2014)10-0003-021 传统的以玉米渣或玉米面为原料进行葡萄糖加工的工艺以玉米渣或玉米面为原料得到淀粉糖,最常见的方法就是先把玉米渣或玉米面中的淀粉提取出来,然后再将淀粉加工成淀粉糖。
现今,国内外最常见的分离和提纯玉米组分的方法就是湿法、干法两种形式。
湿法就是把玉米原料玉米渣或者是玉米面,浸泡在湿水里面,经过粗细的研磨,将纤维、蛋白质以及胚芽分解出来,以此得到的产品就是纯度很高的淀粉。
干法就是玉米原料玉米渣或者是玉米面不用被浸泡在水里,主要的方法就是依靠研磨、筛分和风选来将纤维和胚芽提取出来,以此方法得到就是脂肪含量很低的玉米粉。
实行湿法加工的原因是利用湿法加工生产出的淀粉非常的纯净,可以达到医学或是特殊发酵品的要求,而且副产品如:油脂、玉米蛋白以及麸质饲料的可回收性非常的高,整个流程的经济效益是特别可观的。
但是,湿法加工和干法加工进行比较,湿法加工的投资是很高的,其高出了干法加工的两倍以上,湿法加工的用水量高出了干法加工的七十五倍,耗能量高出了干法加工的五倍。
同时,干法加工不仅有优点,其缺点也是非常显著的,如湿法进行回收玉米油是干法回收玉米油的两倍以上,干法中玉米淀粉的蛋白质是没有得到分离的。
因此人们了解到,湿法和干法各有各的优点,其可以各取所长,互相配合着进行发展。
湿法的加工设备是比较先进和高效的,而且其大多数设备都是从国外引进的,其投资规模也是比较大的。
玉米酿酒糖化是一种传统工艺,通过将玉米粉和水混合加热,然后加入酶类催化玉米淀粉转变为葡萄糖的过程。
在这个过程中,温度是一个非常重要的参数,影响着糖化的效率和最终产品的质量。
有很多研究表明,玉米酿酒糖化的最佳温度是相对较高的,接下来将分析一下其中的原因。
1. 酶活性研究表明,大部分糖化酶在较高的温度下有更高的活性。
这是因为温度升高会增加酶分子的热运动,使酶分子更容易与底物结合,从而增加催化反应的速率。
在玉米酿酒糖化过程中,较高的温度能够提高酶的催化效率,加快淀粉转化为葡萄糖的速度。
2. 淀粉颗粒破裂在玉米酿酒糖化过程中,淀粉颗粒的破裂是一个关键步骤。
高温有助于淀粉颗粒的破裂,从而释放出更多的淀粉颗粒内部的淀粉分子,使其更易于被酶类催化转化为葡萄糖。
较高的温度有助于提高糖化效率。
3. 反应速率根据阿伦尼乌斯方程,反应速率与温度呈指数关系。
也就是说,当温度升高时,反应速率会显著增加。
在玉米酿酒糖化过程中,高温能够加速淀粉转化为葡萄糖的速率,从而缩短整个糖化过程的时间,提高生产效率。
4. 蛋白质变性虽然较高的温度能够提高酶的活性和淀粉颗粒的破裂,但也会导致一定程度的蛋白质变性。
这可能会影响酶的稳定性和特异性,从而影响糖化过程的效率和最终产品的质量。
在确定最佳温度时,需要兼顾酶的活性和蛋白质的稳定性。
玉米酿酒糖化的最佳温度较高的原因主要包括酶活性的增加、淀粉颗粒的破裂、反应速率的提高等因素。
然而,也需要注意到温度过高可能会导致蛋白质变性的问题。
在实际生产中,应该综合考虑各种因素,确定最适合的糖化温度,以达到最佳的生产效果。
在玉米酿酒糖化过程中,温度的选择不仅与糖化效率和产品质量有关,还与能源消耗、设备成本等因素密切相关。
在确定最佳温度时,需要进行综合考量,以确保在提高效率的尽可能降低成本。
1. 能源消耗糖化过程需要消耗大量的能源,其中加热是主要的能源消耗来源。
高温糖化可以提高糖化效率,减少糖化所需的时间,但也会增加能源消耗。
发酵生产中玉米淀粉糖化的优化
作者:梁莹李文浩
来源:《中国化工贸易·中旬刊》2019年第05期
摘要:在实际发酵生产中,需要麦芽糖和葡萄糖作为原料,为了通过液化玉米淀粉快捷的得到发酵生产原料麦芽糖和葡萄糖,本文研究得出结论:①在原有生产用酶基础上补加麦芽糖复合酶可以提高麦芽糖和葡萄糖糖含量;②将糖化时间缩短至6.5h,得到的麥芽糖和葡萄糖含量与糖化12h以上得到的含量差别不大。
此实验对生产有指导意义,能提高麦芽糖和葡萄糖含量,减少能耗,降低成本。
关键词:麦芽糖复合酶;玉米淀粉;葡萄糖;麦芽糖;糖化时间
作为一家原料药生产企业,寻找合适的发酵原料尤其重要。
既需要关注原材料本身能否被微生物利用,也需要注意原料成本。
麦芽糖浆由于麦芽糖含量高,葡萄糖含量低,糖浆无色透明,黏性大,增稠性强,甜味适口,甜度只有蔗糖的三分之一,不参加胰岛素代谢,吸湿性低,抗结晶性好等显著特点,在食品、医药、化妆品行业中得到广泛应用。
根据麦芽糖浆中麦芽糖含量的高低,麦芽糖浆可分为普通麦芽糖浆、高麦芽糖浆和超高麦芽糖浆。
麦芽糖质量分数在60%以下的麦芽糖浆为普通麦芽糖浆,麦芽糖质量分数在60%~70%之间称为高麦芽糖浆,麦芽糖质量分数70%以上称为超高麦芽糖浆[1]。
我公司主要需要普通麦芽糖浆,同时液化糖中含有少量葡萄糖也可替代纯葡萄糖原料。
麦芽糖和葡萄糖作为企业生产的一种重要原料,如果直接购买成品,原料成本过高,不利于企业发展。
通过查阅文献,叶玲玲等人研究了挤压玉米粉制备高麦芽糖浆,挤压与酶法共用,进一步提高麦芽糖收率。
周家华等人研究了Maltogenase(麦芽糖生成酶)与β-淀粉酶合用可以降低麦芽三糖及麦芽三糖以上成分,制成超高麦芽糖[2-3]。
叶红玲,张云茹、杨倩雯等人研究了全酶法生产麦芽糖,发现糖化酶的选择和应用直接影响糖化过程麦芽糖的得率。
采取先加β-淀粉酶,后加适量的α-淀粉酶,能使糖化产品的麦芽糖含量提高[4-5]。
本文主要研究了两个方面:在原有生产基础上补加麦芽糖复合酶,看能否提高麦芽糖含量;研究糖化时间对麦芽糖和葡萄糖含量的影响。
1 材料与方法
1.1 试验材料
食用玉米淀粉,秦皇岛骊骅淀粉有限公司生产;真菌α-淀粉酶(复配型)、普鲁兰酶、麦芽糖复合酶均为烟台麦特尔生物技术有限公司生产;诺维信耐高温α-淀粉酶为苏州宏达制酶有限公司生产;硫酸和甲醇均为天津利密欧化学试剂有限公司生产;一水麦芽糖标准品,上海广锐生物科技有限公司生产;葡萄糖标准品,上海楚定分析仪器有限公司生产。
1.2 试验仪器
150 L发酵罐(带有搅拌装置、蒸汽、空气系统,升降温系统)为温州建集工业设备压力容器制造有限公司制造;Ultimate 3000 示差折光检测器,Aminex HPX-87H column色谱柱,柱温箱,均为赛默飞世尔科技有限(中国)公司制造;Legend micro21 高速离心机为赛默飞世尔科技有限(中国)公司制造;移液枪,大龙兴创实验仪器有限公司生产;针筒式滤膜过滤器,天津津腾实验设备有限公司生产;DS-671电子计重称秤,上海寺冈电子有限公司生产;
MS105 梅特勒—托利多分析天平,梅特勒—托利多国际有限公司生产。
1.3 试验流程
1.4 配制标准品溶液
用分析天平准确称取一水麦芽糖标样0.5263g和葡萄糖标样0.5000g,分别用50mL容量瓶溶解配制成10g/L的麦芽糖标准溶液和10g/L的葡萄糖标准溶液,然后与流动相制作混合标样。
总体积为1500μl。
1.5 制作标准曲线
流动相0.005mol/L硫酸,现配。
取淀粉糖化后上清液于高速离心机离心,12000rpm,5分钟。
将离心后的上清液用0.005mol/L硫酸进行稀释10倍,利用示差折光检测器测定,小型针管进样,流速0.5mL/min,柱温50℃。
制作标准曲线,见图1。
1.6 试验方法
称取一定量的耐高温α-淀粉酶,真菌α-淀粉酶(复配型)、普鲁兰酶,放在低温或阴凉处备用。
用电子秤称取一定量的食用玉米淀粉,常温下加水溶解至150L试验罐内,定容至50~60L,开启搅拌约30分钟,让淀粉充分溶解,加入耐高温α-淀粉酶。
淀粉搅拌均匀后开始升温,直至温度达到90℃,保温10~15min。
保温结束后再次升温至115℃,保温10~15分钟。
然后开启循环水降温,直至温度降到55~60℃。
加入两种酶:真菌α-淀粉酶(复配型)、普鲁兰酶,将温度控制在55~60℃开始糖化。
糖化12h取样测麦芽糖和葡萄糖含量。
取一定量的糖化液,离心后取上清液,用流动相稀释,然后经0.22μm针筒式滤膜过滤器过滤稀释液,得到待测液,采取手动进样。
2 试验过程
2.1 糖化时加入麦芽糖复合酶后对比糖化效果
温度降到55~60℃,加入两种酶:真菌α-淀粉酶(复配型)、普鲁兰酶,糖化12h取样测麦芽糖和葡萄糖含量,重复三次试验。
温度降到55~60℃,加入三种酶:真菌α-淀粉酶(复配型)、普鲁兰酶,麦芽糖复合酶,糖化12h取样测麦芽糖和葡萄糖含量,重复三次试验。
对比结果见表1。
通过表2可以看出,糖化时加入麦芽糖复合酶可以提高麦芽糖和葡萄糖含量,其中麦芽糖含量增加更明显。
真菌α-淀粉酶又名α-1,4-D-葡聚糖水解酶,该酶为内切淀粉酶,可以迅速水解胶凝淀粉、直链淀粉和支链淀粉水溶液内部的α-1,4葡萄糖苷键,产生可溶性糊精及少数麦芽糖和葡萄糖。
普鲁兰酶主要是能够专一切开支链淀粉和糖原等分支点的1,6糖苷键,从而剪下整个侧支,形成长短不一的直链淀粉。
麦芽糖复合酶主要是含有α-葡萄糖苷酶和大麦β-淀粉酶。
其中α-葡萄糖苷酶能将麦芽糖的α-1,4葡萄糖苷键水解。
所以在原有生产基础上补加麦芽糖复合酶,可以让不同效果,不同作用位点的酶协同作用,提高糖化效率。
2.2 糖化时间优化
在新加入麦芽糖复合酶基础之上研究糖化时间,分别在3h,3.5h,4h,4.5h,5h,5.5h,6h,6.5h,7h,7.5h,8h,9h,10h,12h取样测麦芽糖和葡萄糖含量,测得结果绘成曲线。
随着糖化时间的延长,3h-6.5h时间段内,麦芽糖和葡萄糖含量明显增加。
6.5h后麦芽糖含量仍在继续增加,但是增加幅度变小。
6.5h后葡萄糖含量增加缓慢,几乎不变。
考虑到实际生产中是使用大型发酵罐来液化淀粉,糖化时间过长会增加设备运行成本,包括发酵罐本身损耗,电力、蒸汽、冷却水的浪费。
此前发酵生产糖化时间都超过12h,时间长,需要发酵罐持续运转,耗能大,对企业生产不利。
通过此次试验,可以将生产中淀粉糖化时间规定在6.5h,这样得到的麦芽糖作为发酵原料,葡另外萄糖可替代部分纯葡萄糖原料,节约成本,使生产效益最大化。
本试验采用Excel表格统计数据和作图。
3 结论
本次试验研究表明,原有生产用酶基础上补加麦芽糖复合酶,可以提高麦芽糖和葡萄糖。
含量玉米淀粉糖化时间定在6.5h得到的麦芽糖和萄糖与糖化12h以上得到的两种糖含量差别不大,因此可以改变大型发酵罐以往糖化12h以上的工艺条件,将糖化时间减少至6.5h,可以减少设备损耗,降低动力成本。
此试验对实际生产具有指导意义。
参考文献:
[1]刘星,林亲录,阳仲秋,程小续.高麦芽糖浆研究进展[J].食品科技,2010,35(06):98-101.
[2]叶玲玲.挤压玉米粉制备高麦芽糖浆的试验研究[D].哈尔滨:东北农业大学,2013.
[3]周家华,罗发兴,张力田.超高麦芽糖浆的生产[J].食品与发酵工业,1994(05):39-43.
[4]叶红玲.全酶法制备超高麦芽糖浆工艺的研究[D].合肥:安徽农业大学,2010.
[5]张云茹,范守城,范首君,霍丹群.全酶法生产高麦芽糖浆及其工艺研究[J].中国粮油学报,2006(02):23-26.。