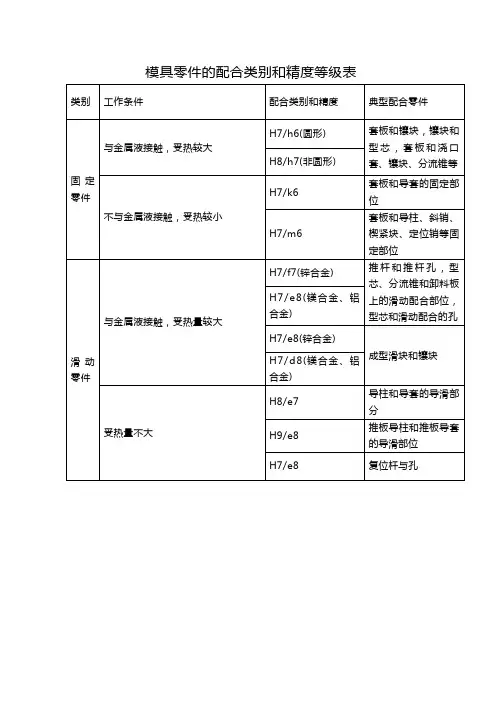
常用导柱配合公差表
- 格式:pdf
- 大小:81.83 KB
- 文档页数:1
导柱导套间隙
导柱导套间隙是指导柱(或导套)的外径与导孔(或导套孔)的内径之间的间隙。
导柱-导套耦合是一种常见的机械连接方式,常用于机械设备的定位和导向。
导柱-导套间隙的大小直接影响耦合的紧密度和精度。
导柱-导套间隙的选取要根据实际应用需求进行,一般需要考虑以下几个方面:
1. 紧密度要求:间隙过大会导致耦合不紧密,容易产生松动和偏移,而间隙过小会导致装配困难和磨损加大。
根据需要的紧密度要求选择适当的间隙。
2. 公差配合:导柱和导套的尺寸公差对间隙有直接影响,需要根据公差选择合适的间隙。
通常,选择配合公差为H7/g6或
H7/h6时,导柱导套间隙可控制在0.01-0.05mm范围内。
3. 摩擦和磨损:导柱和导套之间的间隙大小会影响摩擦力和磨损程度。
间隙较大时,摩擦力较小,磨损较少,但精度相对较低;间隙较小时,摩擦力较大,磨损较多,但精度相对较高。
根据具体情况选择合适的间隙。
总之,导柱导套间隙的选择需要根据具体情况综合考虑紧密度要求、公差配合和摩擦磨损等因素,以保证耦合的准确度和可靠性。
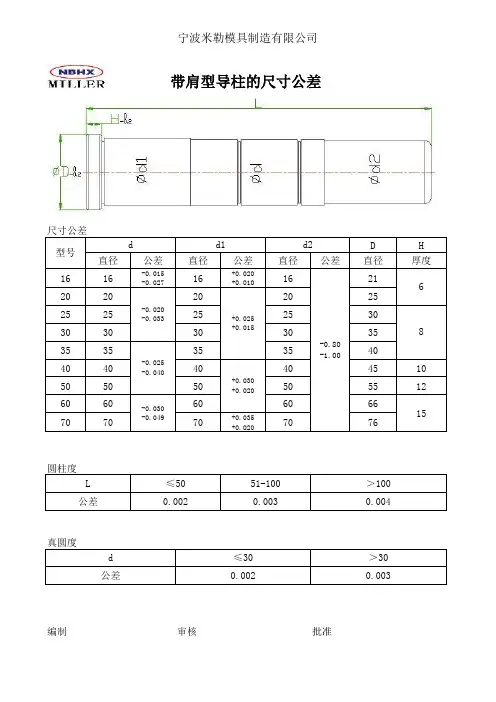
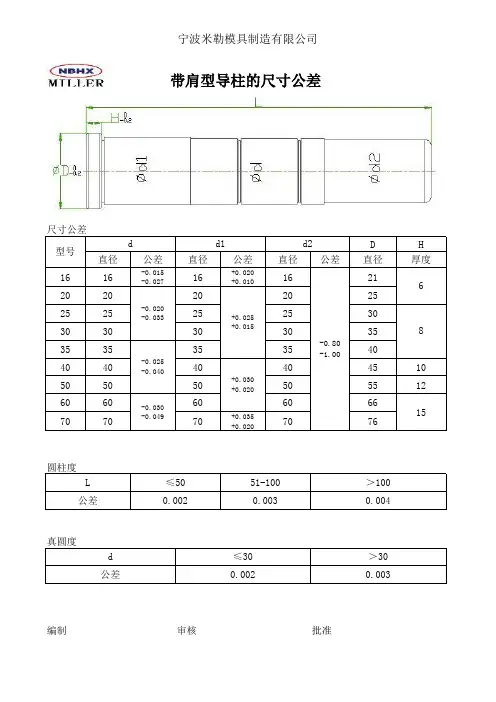
DH 直径公差直径公差直径公差直径厚度1616-0.015-0.02716+0.020+0.010162120202020252525252530303030303535353535404040404045105050505055126060606066707070+0.035+0.0207076编制审核批准>300.003d ≤300.002公差51-100圆柱度L >100-0.025-0.040-0.030-0.049+0.025+0.015+0.030+0.020-0.020-0.0336815-0.80-1.00带肩型导柱的尺寸公差d尺寸公差d2d1型号公差≤500.002真圆度0.0030.004螺丝过孔螺丝孔直径公差直径公差直径公差MM1616-0.015-0.02716+0.020+0.010162020202025252525303030303535353540404040M10M2050505050M12M2460606060707070+0.035+0.02070编制审核批准M8M16M30直杆型导柱的尺寸公差尺寸公差型号dd1d2-0.80-1.00-0.020-0.033+0.025+0.015-0.025-0.040+0.030+0.020-0.030-0.049无无M16圆柱度L ≤5051-100>100真圆度d ≤30>30公差0.0020.003公差0.0020.0030.004直径公差直径公差厚度公差1616+0.040+0.0302120202525253030303535354040404510505055126060667070+0.055+0.04076编制审核批准导柱孔的尺寸公差尺寸公差6815±0.05±0.05+0.045+0.035型号d1DH+0.050+0.040DH 直径公差直径公差直径厚度1616+0.018+0.00725306202030352525354030304247353548544040556150507076126060808670709096编制审核批准导套的尺寸公差尺寸公差型号dd1+0.020+0.008+0.025+0.008+0.035+0.0151510+0.020+0.009+0.025+0.010+0.035+0.0158圆柱度L ≤3031-50>500.004公差0.0030.0035真圆度d ≤30>30公差0.00250.003M*P L1直径公差直径公差直径公差螺纹深度1616-0.015-0.02716+0.020+0.01016M6*1.001220202020M8*1.2516252525253030303035353535404040405050505060606060707070+0.035+0.02070编制审核批准2432 M20*2.5040直杆型导柱的尺寸公差尺寸公差型号d d1d2圆柱度-0.80-1.00-0.020-0.033+0.025+0.015-0.025-0.040+0.030+0.020-0.030-0.049M16*2.00M12*1.75L≤5051-100>100公差0.0020.0030.004真圆度d≤30>30公差0.0020.003塑料制件尺寸塑料注塑件尺常用塑料制件的壁。
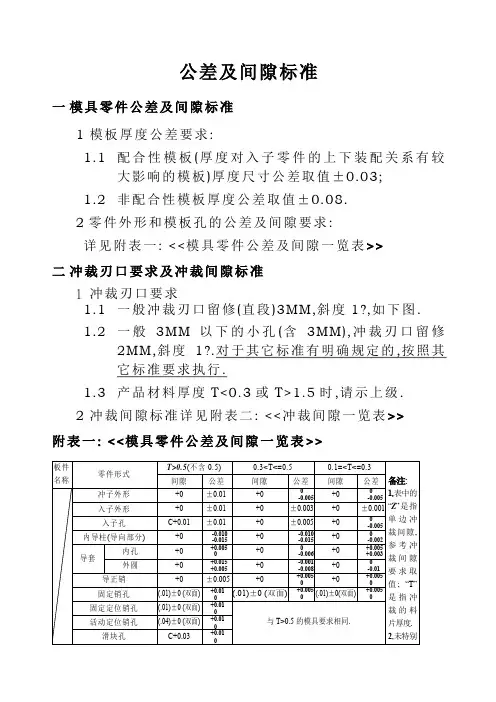
公差及间隙标准
一模具零件公差及间隙标准
1 模板厚度公差要求:
1.1 配合性模板(厚度对入子零件的上下装配关系有较
大影响的模板)厚度尺寸公差取值±0.03;
1.2 非配合性模板厚度公差取值±0.08.
2零件外形和模板孔的公差及间隙要求:
详见附表一: <<模具零件公差及间隙一览表>>
二冲裁刃口要求及冲裁间隙标准
1 冲裁刃口要求
1.1 一般冲裁刃口留修(直段)3MM,斜度1?,如下图.
1.2 一般3MM以下的小孔(含3MM),冲裁刃口留修
2MM,斜度1?.对于其它标准有明确规定的,按照其
它标准要求执行.
1.3 产品材料厚度T<0.3或T>1.5时,请示上级.
2 冲裁间隙标准详见附表二: <<冲裁间隙一览表>>
附表一: <<模具零件公差及间隙一览表>>
附表二: <<冲裁间隙一览表>>
注: 1.上表所列间隙值均是指单边冲裁间隙Z.
2.冲裁间隙Z的取值与冲裁的料片材质、厚度及生产条件
(模具形式等)有关.
3.未作注明者均不区分模具形式是工程模/连续模.
4.对于3MM以下小孔,当冲裁的料片材质为GI或不锈钢
/CRS/铝时,单边冲裁间隙Z=10%T.
5.冲裁的料片材质上表未列出时(如铜),冲裁间隙请示上
级.。
精密级导柱和模板的配合公差摘要:一、精密级导柱和模板的配合公差简介1.精密级导柱的定义和作用2.模板的定义和作用3.配合公差的定义及其对精密级导柱和模板的影响二、精密级导柱和模板配合公差的计算方法1.配合公差的计算公式2.精密级导柱和模板配合公差的举例说明三、精密级导柱和模板配合公差的选择1.配合公差选择的原则2.不同应用场景下的配合公差选择四、精密级导柱和模板配合公差的控制1.生产过程中配合公差的控制方法2.配合公差控制的实际应用案例五、总结1.精密级导柱和模板配合公差的重要性2.未来配合公差控制的发展趋势正文:精密级导柱和模板的配合公差在机械制造领域具有重要作用,它们直接影响着产品的精度和性能。
精密级导柱是用于定位和导向的零件,而模板则起到定位和支撑的作用。
配合公差是指零件加工后实际尺寸与理论尺寸之间的差异,这种差异会对产品的性能和寿命产生影响。
为了确保精密级导柱和模板的配合性能,需要计算合适的配合公差。
配合公差的计算方法主要包括公式法和类比法。
其中,公式法是根据设计要求和加工精度计算出合理的配合公差;类比法则是参考类似产品的实际应用经验,选取合适的配合公差。
在选择精密级导柱和模板配合公差时,需要考虑多种因素,如产品的使用环境、安装方式、加工工艺等。
合理的配合公差可以提高产品的性能和寿命,降低维修成本。
为了实现精密级导柱和模板配合公差的控制,需要在生产过程中采取有效措施。
例如,严格控制加工温度、切削速度和刀具磨损等参数;定期检测设备和工具的精度,确保其满足生产要求;对产品进行严格的质量检验,确保其尺寸和形位公差满足设计要求。
总之,精密级导柱和模板配合公差在机械制造领域具有重要意义。
合理的配合公差可以提高产品的性能和寿命,降低维修成本。
常用尺寸公差与配合表以下是常用的尺寸公差与配合表:1. H 系列公差与配合表:- H6:工件公差为±0.009mm,配合公差为0~0.025mm。
- H7:工件公差为±0.018mm,配合公差为0~0.050mm。
- H8:工件公差为±0.030mm,配合公差为0~0.080mm。
- H9:工件公差为±0.050mm,配合公差为0~0.120mm。
- H10:工件公差为±0.080mm,配合公差为0~0.180mm。
2. JS 系列公差与配合表:- JS6:工件公差为±0.012mm,配合公差为-0.006mm~0.020mm。
- JS7:工件公差为±0.020mm,配合公差为-0.009mm~0.030mm。
- JS8:工件公差为±0.028mm,配合公差为-0.012mm~0.040mm。
- JS9:工件公差为±0.040mm,配合公差为-0.016mm~0.050mm。
- JS10:工件公差为±0.060mm,配合公差为-0.022mm~0.070mm。
3. P 系列公差与配合表:- P6:工件公差为±0.005mm,配合公差为-0.006mm~0mm。
- P7:工件公差为±0.010mm,配合公差为-0.010mm~0mm。
- P8:工件公差为±0.018mm,配合公差为-0.012mm~0mm。
- P9:工件公差为±0.030mm,配合公差为-0.015mm~0mm。
- P10:工件公差为±0.048mm,配合公差为-0.018mm~0mm。
这些只是一些常见的尺寸公差与配合表,实际应用中可能会根据具体情况选择其他标准或特殊公差。
导套导柱标准尺寸导套导柱是模具加工中常用的零部件,其尺寸标准对于模具的精度和稳定性具有重要影响。
下面将介绍导套导柱的标准尺寸,以供大家参考。
一、导套的标准尺寸。
1. 外径,导套外径的尺寸标准通常以公差等级来表示,一般为H7。
在实际使用中,外径的尺寸应符合设计要求,以确保导套与配合零件的匹配性。
2. 内径,导套内径的尺寸标准也通常以公差等级来表示,一般为H7。
内径尺寸的精度直接影响着导套的使用效果,因此在加工过程中需严格控制内径的尺寸。
3. 长度,导套的长度应符合设计要求,一般来说,长度的公差范围在正负0.5mm左右。
二、导柱的标准尺寸。
1. 直径,导柱的直径尺寸标准通常以公差等级来表示,一般为h6。
导柱的直径尺寸直接影响着模具的定位和导向效果,因此在加工过程中需严格控制直径的尺寸。
2. 长度,导柱的长度应符合设计要求,一般来说,长度的公差范围在正负0.5mm左右。
导柱的长度对于模具的结构稳定性和使用效果具有重要影响。
3. 表面处理,导柱的表面通常需要进行镀铬处理,以提高其耐磨性和使用寿命。
表面处理的质量直接关系着导柱的使用效果,因此在加工过程中需严格控制表面处理的质量。
三、导套导柱的配合尺寸。
1. 间隙配合,导套和导柱的配合尺寸应符合设计要求,一般来说,配合间隙的公差范围在0.01mm左右。
配合间隙的大小直接关系着模具的精度和稳定性。
2. 表面配合,导套和导柱的表面配合应保持良好的接触状态,以确保其在使用过程中的稳定性和精度。
表面配合的质量直接关系着模具的使用效果,因此在加工过程中需严格控制表面配合的质量。
综上所述,导套导柱的标准尺寸对于模具的精度和稳定性具有重要影响,因此在加工过程中需严格控制其尺寸和配合质量,以确保模具的使用效果。
希望以上内容能够对大家有所帮助,谢谢阅读!。
导柱的参数规格,既包括机械加工中的几何参数,也包括物理、化学、电学等学科的参数。
所以说公差是一个使用范围很广的概念。
对于机械制造来说,制定公差的目的就是为了确定产品的几何参数,使其变动量在一定的范围之内,以便达到互换或配合的要求。
所以随着导柱导套的广泛使用,目前越来越多的人会比较在乎导柱规格是多少?标准的导柱规格是什么样的?
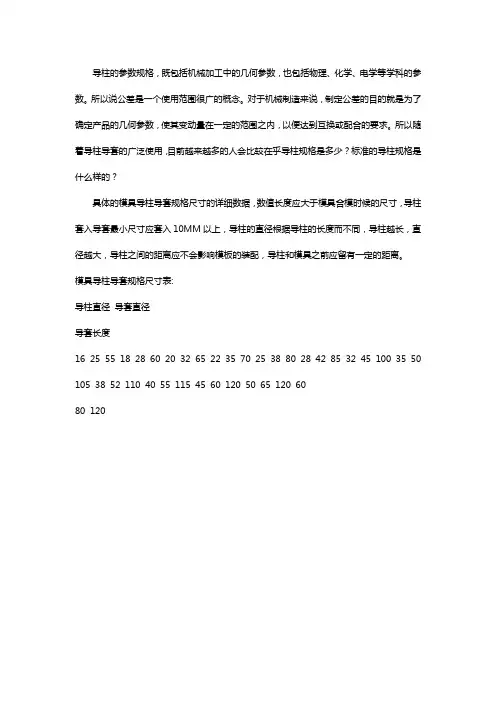
具体的模具导柱导套规格尺寸的详细数据,数值长度应大于模具合模时候的尺寸,导柱套入导套最小尺寸应套入10MM以上,导柱的直径根据导柱的长度而不同,导柱越长,直径越大,导柱之间的距离应不会影响模板的装配,导柱和模具之前应留有一定的距离。
模具导柱导套规格尺寸表:
导柱直径导套直径
导套长度
16 25 55 18 28 60 20 32 65 22 35 70 25 38 80 28 42 85 32 45 100 35 50 105 38 52 110 40 55 115 45 60 120 50 65 120 60
80 120。

常用公差表2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。
而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。
与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。
基本尺寸>18~30>30~50>50~120>120~250公差等级8公差值0.0250.0300.0400.0504.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。
在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。
三、模具零件的表面粗糙度要求模具零件表面质量的高低用表面粗糙度衡量,通常以R a(µm)表示。
R a数值愈小,表示其表面质量愈高。
模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。
模具零件的表面质量越高,其寿命也越长。
但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。
因此,应合理选用模具零件的表面粗糙度。
模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
使用范围粗糙度数值(μm)GB1031-83(新标准)抛光的转动体表面0.1,0.2抛光的成形面及平面0.2,0.41.压弯、拉深、成形的凸模和凹模工作表面0.4,0.82.圆柱表面和平面的刃口3.滑动和精确导向的表面1.成形的凸模和凹模刃口;凸模凹模镶块的结合面0.8,1.62.过盈配合和过渡配合的表面——用于热处理零件3.支承定位和紧固表面——用于热处理零件4.磨加工的基准面;要求准确的工艺基准表面1.6,3.21.内孔表面——在非热处理零件上配合用2.模座平面1.不磨加工的支承、定位和紧固表面——用于非热处理的零件2.模座平面3.2,6.3不与冲压制件及模具零件接触的表面 6.3,12.5 粗糙的不重要表面 12.5,25不需机械加工的表面模具零件的公差配合、形位公差及表面粗糙度要求设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。
.注塑模具工程图“公差”规范第一部分:配合公差部分0.001备注:重复配合部分,不重复说明(精度到千分位)H9/f9 一、定位圈::与浇口套配合(实际按三维是否需要)H9/f9 上固定板配合(小径):与T/m6(过渡)二、浇口套:与T上固定板配合:H7 R脱料板配合:锥度配合,采用基本尺寸与H7/f6 T上固定板:与部分拉料针配合:三、/m6 ,其中导套与导柱配合:与导柱配合:H7导柱固定端与模座之间一般/f7的间隙配合。
/f7或H8H7采用H7/m6或/k6的过度配合,导柱的导向部分通常采用H7H7/g6 脱料板:与部分拉料针配合:四、R/h6(略紧)五、侧面限位拉板:与侧圆柱定位销配合:N7(略松)/h6母模板:与侧圆柱定位销配合:H7六、A/m6 H7 与模仁配合:+0.1mm ,其中槽深公差:与零度定位块:K7H7 与导套配合:/m6 H7S活动板:与模仁配合:七:+0.1mm ,其中槽深公差:与零度定位块:K7H7 与导套配合:/m6 H7母模板:与模仁配合:八、BH7 与导套配合:H7 板的中托司导套配合:与EF间隙配合(标准)H7 ,其中导套与导柱配合:上顶针板九、E:与导套(中托司)配合:与回针配合:/p6 :与垃圾钉配合:H7十、F下顶针板顶针孔深度公差:K7 与中托司孔位配合:;与导滑槽配合:H8/f8 十一、斜导柱、侧滑块:;/g7或与成型部分接触,防止溢料,采用H8/f7H8/f7/f8与模架(或模仁)配合:十二、顶针:H8(直径大、材料流动性差);反之H8.../g6H5与型芯配合(八连管盖)配合:十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6...第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm...第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位0.001)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合:H7/f6与导柱配合:H7/m6,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合:H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块:K7,其中槽深公差:+0.1mm与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块:K7,其中槽深公差:+0.1mm与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合:H7,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合:H7/p6顶针孔深度公差:−0.01与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
导柱导套配合间隙及形位公差确定方法导柱导套配合间隙及形位公差的确定方法。
在具体设计导柱导套时其思路和方法步骤如下:1、根据工件形状,排料方式及压机的情况首先确定导柱的布置方式;2、根据冲裁间隙的变化量,分配各部分公差,一般凸、凹模制造公差为二分之一至三分之一的变化量,导柱弯曲挠度为四分之一至五分之一的变化量,导柱导套配合间隙对冲裁间隙的改变量为二分之一至三分之一的变化量;3、依据允许的导柱弯曲挠度及冲裁时的侧向力大小确定导柱的尺寸(主要是冲切不封闭的制件时);4、依据分配的配合间隙对冲裁间隙的改变量及导柱导套的布置形式确定导柱导套的最大配合间隙;5、依据导柱导套的最大配合间隙及导柱导套的加工公差确定导柱导套的最小配合间隙;6、依据导柱导套的最小配合间隙确定导柱导套的形位公差。
水恩,乃幸福之源也。
鱼离不开水,人离不开亲人和朋友,当你处于逆境和灾难时,帮助你一臂之力,渡过难关的人,都是你的亲人和朋友。
吃水不忘挖井人,度过苦难,不能忘记援助过你的人。
知恩图报,善莫大焉。
一个人要想获得幸福,必须懂得感恩。
生活需要一颗感恩的心来创造,一颗感恩的心需要生活来滋养。
一饭之恩,当永世不忘。
顺境里给你帮助的人,不能全部称作朋友,但是能够在你逆境时依然愿意援助你,走出困境的人,一定是你要用一生去感谢和珍惜的人。
唐代李商隐的《晚晴》里有这样一句诗:天意怜幽草,人间重晚晴。
久遭雨潦之苦的幽草,忽遇晚晴,得以沾沐余辉而平添生意。
当一个人闯过难关的时候,一定要记住那些支撑你,陪你一起走过厄运的朋友和亲人,这个世界谁也不亏欠谁,帮你是情分,不帮你是本分。
如古人所说:淡看世事去如烟,铭记恩情存如血。
学会感恩父母养育之恩,学会感恩朋友的帮助之情,生活里做一个有情有义的人。
你要知道,父母,永远是你最亲近的人,是最爱你的人,不管他们的方法怎么错误?可是爱你的心,都是一样的。
千万不要因为自己一时的私心,而忘记感恩。
我们常常希望别人都对自己有情有义,可是想得到别人你真情,首先你必须先付出真情。