板木家具生产工艺流程图1
- 格式:pdf
- 大小:451.85 KB
- 文档页数:3
家具厂工艺流程图家具厂工艺流程图家具厂的工艺流程包含了从原材料采购到成品出厂的全过程。
下面是一个典型的家具厂的工艺流程图:1. 原材料采购:家具厂需要采购各种不同的原材料,包括木材、金属、布料、海绵等等。
这些原材料需要符合质量和环保标准。
2. 材料加工:原材料经过加工处理,以便用于制作家具。
木材需要切割成合适的尺寸和形状,金属需要进行冲压、折弯和焊接等工艺。
3. 组装:经过加工的各种部件需要进行组装。
家具厂使用专业的工具和设备进行组装,以确保各个部件的准确连接和牢固度。
组装过程中还需要进行质量检验,确保产品达到要求。
4. 上漆:组装完成的家具需要进行上漆处理。
上漆可以增加家具的美观度和耐用性。
根据需要,可以进行底漆、中间漆和面漆的处理。
5. 打磨和抛光:家具上漆完成后,需要进行打磨和抛光。
这可以使家具表面光洁平滑,并增加家具的质感。
6. 细节处理:家具的细节处理是一个非常重要的环节。
例如,添加金属或木质的装饰,处理家具的边角等等。
这些细节处理使得家具更具个性化和美观度。
7. 质量检验:家具在生产过程中需要经过多次的质量检验。
这些检验包括材料的质量检验、工艺过程的质量控制和成品的整体检验。
只有通过了质量检验的家具才能出厂。
8. 包装和运输:经过质量检验的家具需要进行包装,以保护家具在运输过程中不受损坏。
包装完成后,家具需要运输到销售点或客户。
9. 售后服务:家具厂还需要提供售后服务。
如果家具在运输或使用过程中出现问题,客户可以联系厂家进行维修或更换。
以上是家具厂的工艺流程图的主要环节。
家具生产是一个复杂的过程,需要厂家严格控制每个环节的质量,以生产出符合客户要求的高品质家具。
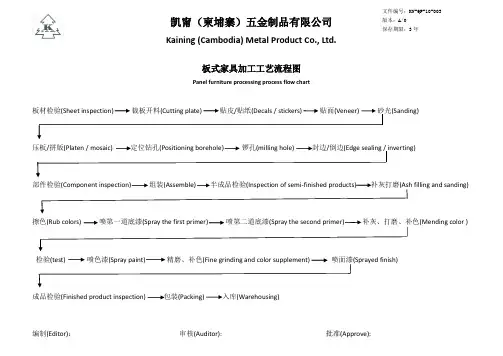
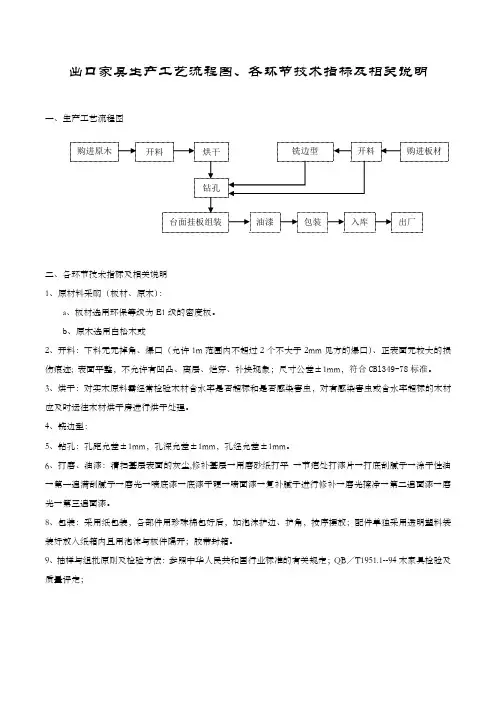
凯甯(柬埔寨)五金制品有限公司Kaining (Cambodia) Metal Product Co., Ltd.板式家具加工工艺流程图Panel furniture processing process flow chart板材检验(Sheet inspection) 裁板开料(Cutting plate) 贴皮/贴纸(Decals / stickers) 贴面(Veneer) 砂光(Sanding)压板/拼版(Platen / mosaic) 定位钻孔(Positioning borehole) 锣孔(milling hole) 封边/倒边(Edge sealing / inverting)(Component inspection) (Assemble) (Inspection of semi-finished products) 补灰打磨(Spray the first primer) (Spray the second primer) (Mending color )检验(test) 喷色漆(Spray paint) 精磨、补色(Fine grinding and color supplement) 喷面漆(Sprayed finish)成品检验(Finished product inspection) 包装(Packing) 入库(Warehousing)编制(Editor): 审核(Auditor): 批准(Approve):文件编号:KN-QP-10-003版本:A/0 保存期限:3年凯甯(柬埔寨)五金制品有限公司Kaining (Cambodia) Metal Product Co., Ltd.家具五金配件加工工艺流程图Furniture hardware parts processing process flow chart线材加工(Wire rod processing):线材下料(Wire blanking) → 抽线(iron wire) → 成型处理(Molding treatment) → 焊接(welding) → 打磨(Polish) → 喷涂(Spray) → 组装(Assemble) → 包装(Packing )→ 封箱入库(Sealed in storage)管材加工(Pipe processing):管件下料(Pipe blanking) → 切管(Pipe cutting) → 成型处理(Molding treatment) → 焊接(welding) → 打磨(Polish) →喷涂(Spray) → 组装(Assemble) → 包装(Packing )→ 封箱入库(Sealed in storage)板材加工(Sheet metal processing):板材下料(Metal plate cutting) → 裁板(Cutting board) → 成型处理(Molding treatment) → 焊接(welding) → 打磨(Polish) → 喷涂(Spray) → 组装(Assemble) → 包装(Packing )→ 封箱入库(Sealed in storage)编制(Editor): 审核(Auditor): 批准(Approve):文件编号:KN-QP-10-003版本:A/0 保存期限:3年。
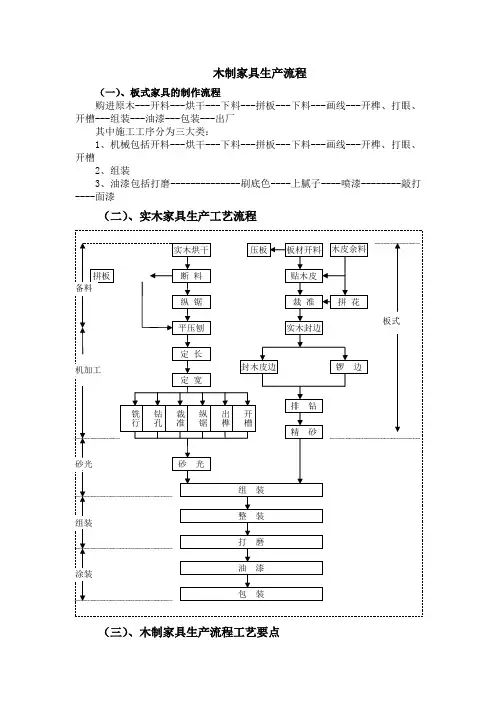
木制家具生产流程(一)、板式家具的制作流程购进原木---开料---烘干---下料---拼板---下料---画线---开榫、打眼、开槽---组装---油漆---包装---出厂其中施工工序分为三大类:1、机械包括开料---烘干---下料---拼板---下料---画线---开榫、打眼、开槽2、组装3、油漆包括打磨--------------刷底色----上腻子----喷漆--------敲打----面漆(二)、实木家具生产工艺流程(三)、木制家具生产流程工艺要点断 料纵 锯平压刨定 长定 宽实木烘干板材开料 贴木皮 裁 准 实木封边 压板 拼板木皮余料 拼 花 封木皮边 锣 边 排 钻精 砂 铣行 钻孔 裁准 纵锯 出榫 开槽砂 光组 装整 装打 磨油 漆包 装 机加工备料 砂光 组装 涂装板式木制家具生产工艺主要有五个过程:1、配料;2、白胚加工;3、组装;4、涂装;5、包装。
1、配料家具传统的配料方法通常由以下几道工序组成:选料、切长、压刨、纵剖、平刨、拼板、套材、压刨、四面刨等。
随着新型加工设备的出现,以上的流程已得到相应的简化,但基本原理是不会改变的。
配料一般需用到下列机器:切床、压刨、开料锯、平刨、铣床、拼板机、带锯、四面刨等。
另外,近几年出现的新型的设备有:全自动电脑优选锯、高周波拼板机、全自动高精度四面刨等等。
品质控制在配料过程中亦是相当重要的,配料的品质控制重点有:材料的质量(毛边、撕裂、凹陷、压痕、虫孔、腐朽、变形、节疤等)、含水率、尺寸、刀痕、拼板胶的配比及质量、拼板压力、加压时间、布胶的方法及用量、木纹的大小及方向、板材的握钉力及平整度。
另外,热压也可归纳入配料的工序里,它是板材前期加工中的重要一环。
热压包括拼花、贴皮、曲压等等。
热压所使用的机器归纳机来有以下几种:切皮机、车缝机、布胶机、热压机、冷压机、封边机、曲压机等,近几年用于热压工序的新型机器不断的推陈出新,也使得许多传统工艺无法加工的产品现在可以加工了。
板式家具、木制家具、钢制家具生产工艺及流程1、先进的生产工艺说明1.1关键工序工艺说明管件焊接:采用二氧化碳保护焊满焊采用机器人焊接设备:为二氧化碳保护焊,采用焊丝焊接,利用二氧化碳的稳定性,保护焊接时工件不被氧化,从而提高焊接强度,而且二氧化碳保护焊,采用满焊,且焊点小,工件不易被击穿。
采用机器人焊接,定位连续焊接,大大提高了焊接速度和焊接强度,提高了产品质量。
钣金车间管件切割管件切割采用气动合金钢锯片进行切割,并在切割同时利用切割液对管件进行冷却,保证切割出来工件毛刺小,切割平整。
此设备可以进行角度调整,更便于切割出需要的角度。
管件弯曲:全自动弯管设备,利用脚踏控制,脚踏下后,直接完成夹管、弯曲及退夹过程,然后再次脚踏设备即恢复至下一次弯管。
不但提高工作效率,而且保证弯出来的管件角度准确,保证配件的互换性,避免因人工弯管用力不均而造成的角度不统一现象。
管件前处理:采用大型专业抛丸设备,对焊接出来的管件进行喷塑前处理,此设备采用物理原理,利用高速度及大力量喷出小钢球直接对表面的锈及油进行清除,从而使表面无任何锈斑,使塑粉附着力达到最大化。
与传统喷淋前处理相比,可以避免在工件上切割流水孔等工艺,从而使工件更完整、更美观。
1.2板式产品生产工艺及流程板式类产品主要是——各类办公桌、文件柜、会议桌等A.主要材料标准(1)贴面用材:优质三聚氰胺板。
厚度大于等于18mm。
(2)基材:游离甲醛释放量小于6mg/100g的优质E0级中密度板、刨花板、三聚氰氨板。
各种物理、化学性能指标均达到国际相关标准。
(3)封边用材:PVC胶边,厚度2mm。
(4)滑轨:采用海福乐牌三节静音路轨,抗疲劳抽拉测试达50万次以上,能承重30KG。
(5)锁具:采用广东帝高锁,锁扣系统采用折叠中央锁扣,可弯曲紧贴面板,不易损坏锁匙,互开率1/2000,经10000次开启仍能正常使用。
B .主要生产工艺流程(1)开料:数控电子开料锯精度为0.1mm。

板式家具生产工艺流程与木材知识板式家具生产工艺流程图生产工艺流程:板材检验检验开料检验铳型检验砂磨检验冷压粘贴检验后成型检验压平衡板检验齐边精裁防火板检验开料双面板检验开料检验检验检验检验检验检验检验入库包装清洗组装预埋处理钻孔封边质量要求:贴面平整,不允许有起泡.凹后型部位型面一致,圆滑过渡自然;封边牢固平直,无缺口.毛刺,自然流畅。
木材知识木材是人类生活屮必不可少之材料,具备质轻,有较高强度,容易加工之优点,且某些树种纹理美观;但也有容易变形,易腐,易燃,质地不均匀,各方向强度不一致,并且常有天然缺陷,故认识木材重要性,才能正确使用木材。
一.木材的树种和分类分类标准分类名称说明主要用途按树种分类针叶树树叶细长如针,多为常绿树,材质--般较软,有的含树脂,故又称软材,如:红松•落叶松.云杉.冷杉.杉木.柏木等,都属此类建筑工程,木制包装,桥梁,家具,造船,电杆,坑木,枕木,桩木,机械模型等。
阔叶树树叶宽大,叶脉成网状,大部分为落叶树,材质较坚硬,故称硬材。
如:樟木.水曲柳.青冈.柚木.山毛桎.色木等,都属此类。
也有少数质地稍软的,如桦木.锻木.山杨.青杨等,都属此类建筑工程,木材包装,机械制造,造船,车辆,桥梁,枕木,家具,坑木及胶合板等按材质分类原条系指已经除去皮. 根•树梢的木料,但尚未按一定尺寸加工成规定的材类建筑工程的脚手架,建筑用材,家具装潢等原木系指已经除去皮.根.树梢的木料,并已按一定尺寸加工成规定直径和长度的木料1.直接使用的原木:用于建筑工程(如屋梁•梯•掾等).桩木•电杆•坑木等2.加工原木:用于胶合板.造船.车辆.机械模型及一般加工用材等板方材系指已经加工锯解成材的木料,凡宽度为宽度的三倍或三倍以上的,称为板材,不足三倍的称为方材建筑工程.桥梁. 木制包装•家具.装饰等枕木系指按枕木断面和长度加工而成的成材铁道工程二.木材的性质1.木材强度质地不均匀,各方面强度不一致是木材之重要特点,也是其缺点。

家具系统工艺流程图
罗马假日系列产品名称:流程编码:材质:木单板
下料封边打孔/拉槽侧板电子开料锯/推台锯封边机加工中心工作台30和75加厚
打孔下料封边顶/底/层板电子开料锯/推台锯封边机排钻试装检验油漆工作台加厚
门边框双面贴木皮成型铰链孔实木条封边组装下料排钻热压机立轴机工作台拼板机入库包装试装电子开料锯/推台锯
吸附木皮组装吸覆正面成型双面贴木皮下料门芯板电子开料锯/推台锯立轴机热压背面
产品名称:板式更衣间系列材质:流程编码:木单板
下料18、25木单板封边打结构孔/拉槽侧板电子开料锯/推台锯封边机加工中心
四周木皮依图纸操作
试装检验下料18、25木单板封边结构孔/拉槽打顶/底/层板电子开料锯/推台锯封边机加工中心油漆试装包装入库
四周木皮依图纸操作
产品名称:板式更衣间系列材质:耐磨板流程编码:
下料18、25耐磨板结构孔/系列孔/拉槽封边打电子开料锯/推台锯封边机加工中心侧板
四周依图纸操作
试装检验油漆试装包装入库下料18、25耐磨板封边打电子开料锯/推台锯封边机加工中心顶/底/层板结构孔/拉槽
四周依图纸操作
板式更衣间系列门板产品名称:材质:耐磨板/木单板/烤漆流程编码:
木单板封边打调直器孔/铰链孔封边机加工中心
四周木皮依图纸操作
试装检验油漆试装包装入库下料打调直器孔/铰链孔耐磨板封边门板电子开料锯/推台锯封边机加工中心
四周依图纸操作
打调直器孔/铰链孔烤漆板件加工中心
依图纸操作
2007.04.03贾刚批准编制审核。