造纸生产流程图
- 格式:doc
- 大小:13.00 KB
- 文档页数:2
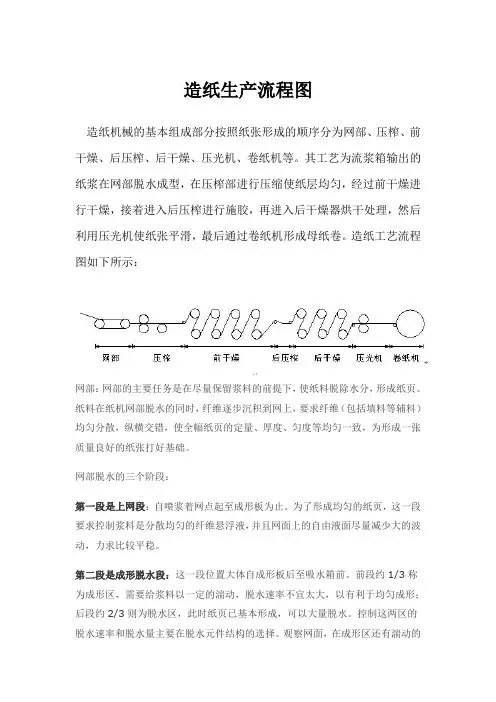
造纸生产流程图造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。
其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。
造纸工艺流程图如下所示:网部:网部的主要任务是在尽量保留浆料的前提下,使纸料脱除水分,形成纸页。
纸料在纸机网部脱水的同时,纤维逐步沉积到网上,要求纤维(包括填料等辅料)均匀分散,纵横交错,使全幅纸页的定量、厚度、匀度等均匀一致,为形成一张质量良好的纸张打好基础。
网部脱水的三个阶段:第一段是上网段:自喷浆着网点起至成形板为止。
为了形成均匀的纸页,这一段要求控制浆料是分散均匀的纤维悬浮液,并且网面上的自由液面尽量减少大的波动,力求比较平稳。
第二段是成形脱水段:这一段位置大体自成形板后至吸水箱前。
前段约1/3称为成形区,需要给浆料以一定的湍动,脱水速率不宜太大,以有利于均匀成形;后段约2/3则为脱水区,此时纸页已基本形成,可以大量脱水。
控制这两区的脱水速率和脱水量主要在脱水元件结构的选择。
观察网面,在成形区还有湍动的微波,而到脱水区则呈现平稳的“镜面”。
脱出的白水浓度较高,称为高浓白水,回用于纸机前稀释浆料。
第三段是高压差脱水段:由真空箱脱水和真空伏辊脱水两部分组成。
由于纸页已经成形,可以用较高压差的真空抽吸进行静态脱水,到伏辊后,湿纸页干度可以提高到16~22%,已具有一定的湿强度和紧度。
这一段脱水量约占10~25%,但白水浓度较低,称为低浓白水。
网面上的“镜面”在经过前几个(2~3个)吸水箱后消失,此时在网面应当出现一条整齐的横向界线,一般称为“水线”,此时纸页干度约7%左右。
由水线位置和形状(是否整齐),可以判断网上脱水和纵横定量均匀状况,如水线前后串动太强,则需进行调节。
⏹网部的脱水元件包括成形板、刮水板、低湿箱、弧型刮水箱、上成型器、高真空箱、伏辊。
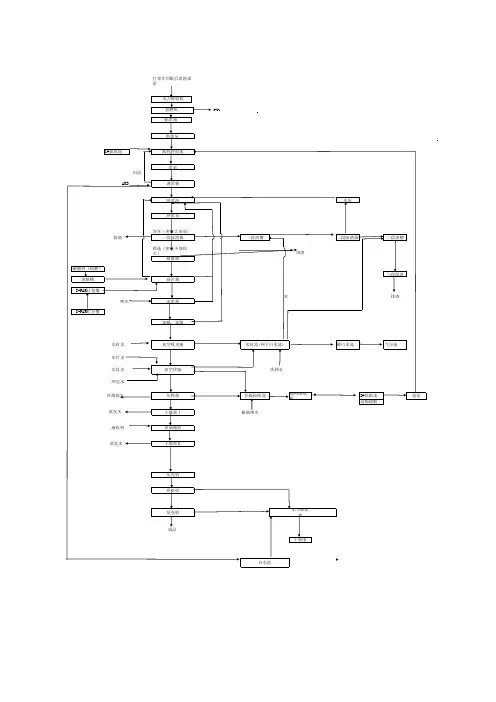
销售主管领导客户客户传真订单计划部产品入库单一式四份发车走向下达发货通知单 2份销售代表发货清单有问题正常查销售帐有库存自有车辆自有车辆载成品去往客户车队调度无库存查库存表下达发货通知单财务部保管员生产核算自有车辆载废纸回厂供应部各地采购员废纸回收厂家保管员生产操控室生产工艺部质检部复卷生产通知单下发6份,计划留存1份下生产通知单审核、销售负责人签字确认发货通知单发货清单自有车辆载成品去客户,然后去废纸回收厂家联合下发产品入库单去往计划部、财务部注1下达发货通知单2份,保管员将发货通知单同发货清单一并送到财务部发货清单共 5份(保管员自留1份)运输司机2份,1份用户,1份回执自有车辆载成品去往客户琦祥纸业料场质检部自有车辆载成品去往客户备注说明:首先由销售代表与客户沟通,确认订单。
由客户将订单发传真至计划部。
计划部查询客户往来帐,看是否有不良记录。
有问题,则反回销售主管领导处理;正常,则查询库存帐,有库存,则直接下达“发货通知单”,无库存,则下“生产通知单”,由内审和销售主管确认“生产通知单”,计划部下达6份“生产通知单”,其中:自留1份、其余分发给5个相关部门,后由“保管员”、“复卷”、“质检部”联合下发“产品入库单”4份,其中“保管员”自留1份、生产核算1份、计划部1份、财务部1份,由计划部收到“产品入库单”,根据订单下达“发货通知单”2份到“保管员”,“保管员”下达“发货清单”共5份,其中自留1份、 1份连同“发货通知单”送往财务、计划部1份、运输司机2份(1份用户、1份回执),同时,计划部在收到“发货清单”后,告知供应部发车走向。
供应部各地采购员与废纸回收厂家沟通,将回收量报至供应部,供应部掌握车辆走向后,联系车队调度,通知各地车辆到当地回收厂家载废纸回厂。
注1:计划部在收到“产品入库单”后,根据订单,下达“发货通知单”2份到保管员,保管员在下发“发货清单”5份,其中1份“发货清单”连同1份“发货通知单”送往财务。
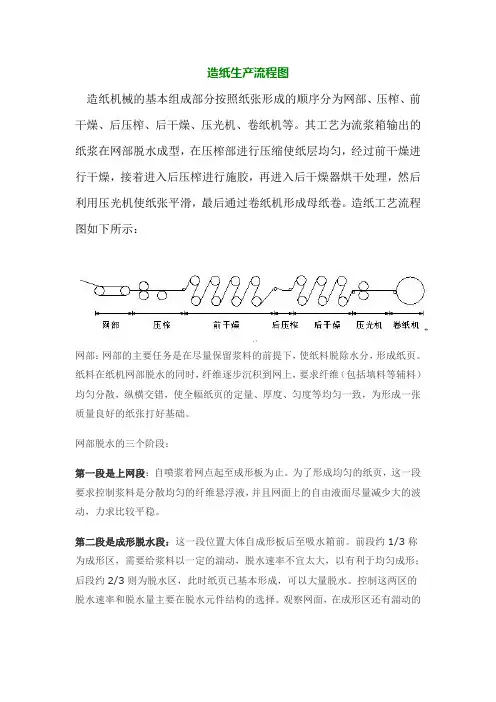
造纸生产流程图造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。
其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。
造纸工艺流程图如下所示:网部:网部的主要任务是在尽量保留浆料的前提下,使纸料脱除水分,形成纸页。
纸料在纸机网部脱水的同时,纤维逐步沉积到网上,要求纤维(包括填料等辅料)均匀分散,纵横交错,使全幅纸页的定量、厚度、匀度等均匀一致,为形成一张质量良好的纸张打好基础。
网部脱水的三个阶段:第一段是上网段:自喷浆着网点起至成形板为止。
为了形成均匀的纸页,这一段要求控制浆料是分散均匀的纤维悬浮液,并且网面上的自由液面尽量减少大的波动,力求比较平稳。
第二段是成形脱水段:这一段位置大体自成形板后至吸水箱前。
前段约1/3称为成形区,需要给浆料以一定的湍动,脱水速率不宜太大,以有利于均匀成形;后段约2/3则为脱水区,此时纸页已基本形成,可以大量脱水。
控制这两区的脱水速率和脱水量主要在脱水元件结构的选择。
观察网面,在成形区还有湍动的微波,而到脱水区则呈现平稳的“镜面”。
脱出的白水浓度较高,称为高浓白水,回用于纸机前稀释浆料。
第三段是高压差脱水段:由真空箱脱水和真空伏辊脱水两部分组成。
由于纸页已经成形,可以用较高压差的真空抽吸进行静态脱水,到伏辊后,湿纸页干度可以提高到16~22%,已具有一定的湿强度和紧度。
这一段脱水量约占10~25%,但白水浓度较低,称为低浓白水。
网面上的“镜面”在经过前几个(2~3个)吸水箱后消失,此时在网面应当出现一条整齐的横向界线,一般称为“水线”,此时纸页干度约7%左右。
由水线位置和形状(是否整齐),可以判断网上脱水和纵横定量均匀状况,如水线前后串动太强,则需进行调节。
⏹网部的脱水元件包括成形板、刮水板、低湿箱、弧型刮水箱、上成型器、高真空箱、伏辊。
造纸生产流程图造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。
其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。
造纸工艺流程图如下所示:网部:网部的主要任务是在尽量保留浆料的前提下,使纸料脱除水分,形成纸页。
纸料在纸机网部脱水的同时,纤维逐步沉积到网上,要求纤维(包括填料等辅料)均匀分散,纵横交错,使全幅纸页的定量、厚度、匀度等均匀一致,为形成一张质量良好的纸张打好基础。
网部脱水的三个阶段:第一段是上网段:自喷浆着网点起至成形板为止。
为了形成均匀的纸页,这一段要求控制浆料是分散均匀的纤维悬浮液,并且网面上的自由液面尽量减少大的波动,力求比较平稳。
第二段是成形脱水段:这一段位置大体自成形板后至吸水箱前。
前段约1/3称为成形区,需要给浆料以一定的湍动,脱水速率不宜太大,以有利于均匀成形;后段约2/3则为脱水区,此时纸页已基本形成,可以大量脱水。
控制这两区的脱水速率和脱水量主要在脱水元件结构的选择。
观察网面,在成形区还有湍动的微波,而到脱水区则呈现平稳的“镜面”。
脱出的白水浓度较高,称为高浓白水,回用于纸机前稀释浆料。
第三段是高压差脱水段:由真空箱脱水和真空伏辊脱水两部分组成。
由于纸页已经成形,可以用较高压差的真空抽吸进行静态脱水,到伏辊后,湿纸页干度可以提高到16~22%,已具有一定的湿强度和紧度。
这一段脱水量约占10~25%,但白水浓度较低,称为低浓白水。
网面上的“镜面”在经过前几个(2~3个)吸水箱后消失,此时在网面应当出现一条整齐的横向界线,一般称为“水线”,此时纸页干度约7%左右。
由水线位置和形状(是否整齐),可以判断网上脱水和纵横定量均匀状况,如水线前后串动太强,则需进行调节。
⏹网部的脱水元件包括成形板、刮水板、低湿箱、弧型刮水箱、上成型器、高真空箱、伏辊。
造纸(纸浆)的生产工艺及流程纸浆是以某些植物为原料加工而成的,它是造纸的基本原料。
通常用以制浆原料的植物可分为4大类:茎干纤维类、韧皮纤维类、种毛纤维类和木材纤维类。
其中尤以木材纤维类为最重要。
目前我国木材资源远不能满足日益发展的制浆造纸工业的需要。
为了弥补原料的不足,每年要从国外进口相当数量的纸浆。
制浆是指利用化学方法、机械方法或两者结合的方法,使植物纤维原料离解变成本色或漂白纸浆的生产过程。
1.机械木浆(MECHANICALWOOD-PULP) 机械木浆亦称磨木浆,是利用机械方法磨解纤维原料制成的纸浆。
它在造纸工业中占有重要的地位。
它的生产成本低,生产过程简单,成纸的吸墨性强,不透明度高,纸软而平滑。
适宜印刷上的要求。
但由于纤维短,非纤维素组份含量高,所以成纸强度低。
另外由于木材中的木素和其他非纤维素绝大部分未被除去,用其生产的纸易变黄发脆,不能长期保存。
机械木浆通常指白色机械木浆和褐色机械木浆两种。
白色机械木浆主要用于生产新闻纸,也可配入其他纸浆中抄制书写纸和印刷纸;褐色机械木浆多用于生产包装纸和纸板,特别是工业用纸板。
2.硫酸盐木浆(SULPHATEWOODPULP) 硫酸盐木浆是采用氢氧化钠和硫化钠混合液为蒸煮剂。
在蒸煮过程中,因为药液作用比较和缓,纤维未受强烈侵蚀,故强韧有力,所制成的纸,其耐折、耐破和撕裂强度极好。
它一般可分为漂白和未漂两种。
未漂硫酸盐木浆可供制造牛皮纸、纸袋纸、牛皮箱板纸及一般的包装纸和纸板等。
漂白硫酸盐木浆可供制造高级印刷纸、画报纸、胶版纸和书写纸等。
3.亚硫酸盐木浆(SULPHITEWOODPULP) 亚硫酸盐木浆是以亚硫酸和酸性亚硫酸盐的混合液为蒸煮剂。
该浆的纤维较长,性质柔软,韧性好,强度大,容易漂白,并有极好的交织能力。
依其精制程度可分为未漂、半漂和漂白三种。
未漂浆因含少量木素和有色杂质,所以呈黄色,纤维也较硬,多用于抄造中等印刷纸、薄包装纸以及半透明纸和防油纸。
造纸的工艺流程图
造纸工艺是将纤维素纤维和水混合,在筛网上过滤形成纸张的过程。
下面是一份700字的造纸工艺流程图:
造纸的工艺流程主要分为纸浆制备、纸张成型和纸张加工三个部分。
一、纸浆制备:
1. 原料处理:将原料(通常为木质纤维)剥离出杂质,如树皮和树枝,然后将其切碎成纤维束。
2. 渗透和浸泡:将纤维束放入浸泡槽中,与碱性或酸性溶液混合并充分渗透。
渗透的目的是溶解木质素和脱去纤维束表面的杂质。
3. 磨浆:将渗透的纤维束通过磨浆机器进行磨浆,以进一步细化纤维束。
二、纸张成型:
1. 喷浆:将经过磨浆的纤维束注入喷浆机,通过喷嘴将纤维束喷洒在移动的筛网上,形成纤维网状结构。
2. 留下纤维网:通过筛网的震动和运动,将纤维网留在筛网上,并放置在连续的传送带上。
3. 排水:筛网上的纤维网会持续通过各种排水装置,以去除纤维网中的水分。
这可以通过重力、压力或真空来完成。
三、纸张加工:
1. 干燥和加热:将水分去除后的纤维网传送到干燥炉中,通过热风和加热滚筒的作用,使纤维网迅速干燥。
2. 压实:通过加压装置,将干燥的纤维网压实,以增加纸张的密度和强度。
3. 表面处理:在纸张的表面涂覆一层涂料,以改善纸张的光滑度、印刷性能等。
4. 剪切和分切:将大幅纸张剪切成所需的纸张尺寸,或将纸张分成多个小尺寸。
以上就是造纸的工艺流程图,从纸浆制备到纸张成型、纸张加工的每个环节都需要严格控制,确保纸张质量的稳定和一致性。
每个步骤都需要专业的设备和操作技术。
它不仅是现代社会中不可或缺的日常用品,也是我们生活和工作中重要的载体。
1.主机传迩应沼)造纸工艺流程图1-1造纸生产流程示意图造纸的工艺流程由如下几个主要环节组成:1、制浆段:原料选择一蒸煮分离纤维一洗涤一漂白一洗涤筛选一浓缩或抄成浆片一储存备用。
2、抄纸段:散浆一除杂质一精浆一打浆一配制各种添加剂一纸料的混合一纸料的流送一头箱一网部一压榨部一干燥部一表面施胶一干燥一压光一卷取成纸。
3、涂布段:涂布原纸一涂布机涂布一干燥一卷取一再卷一超级压光。
造纸4、加工段:复卷一裁切平板(或卷筒)一分选包装一入库结束。
一、制浆工艺1、植物纤维原料制浆(木浆、非木浆)工艺流程说明:纤维离解对化学法制浆工艺是蒸煮过程,对机械法制浆工艺是粗磨过程,对化机法、半化学法制浆工艺是化学预处理过程和磨浆过程。
制浆方法:利用机械磨解、化学处理或化学处理与机械磨解相结合的方法,将植物原料分离为单根纤维形态,并使之达到符合使用要求的洁净程度。
制浆方法基本上分为三大类:①机械法制浆:以机械磨解(机械离解)为主的分离纤维的方法。
制浆得率(即一定原料所制出纸浆的重量百分率)最高,木材原料得率可达95%左右。
②化学法制浆:以化学药剂蒸煮植物原料成浆的方法。
制浆得率约为40〜50%(高得率化学浆也可达65%)。
③化学机械法制浆:以化学药剂对制浆原料进行一定程度的化学预处理,再以机械磨解分离成浆的方法。
根据化学预处理的程度,纸浆的得率在65〜94%之间。
习惯上也有将得率为65〜84%的制浆方法称为半化学法制浆,而将得率为85〜94%的方法称为化学机械法制浆。
但两者本质上都是用化学机械法制造的。
各种制浆方法所制得的纸浆都需经过适当的洗涤、筛选、除杂或进一步漂白与精制以提高质量,满足生产不同品种纸张的质量要求。
2、废纸原料制浆工艺流程1)废纸的碎解和造纸工业一样,纸浆生产厂家所使用的废纸根据来源可以分为三类:纸厂损纸;用户使用前的废纸,如印刷废料和裁切废料;用户使用后的废纸,主要包括从家庭和商店回收的废纸。
前两类废纸清洁优质,但数量少,价格高。
造纸的基本流程
流程介绍:
水力碎浆机:浆板在水力碎浆机内受到撕裂和相互摩擦作用,从而实现纸浆碎解的目的。
打浆:打浆使纤维产生变形、润胀、压溃切断和细纤维化等作用。
通过打浆,可以改变纤维的形态,使纸浆获得某些特性(如机械强度、物理性能),以保证抄成的纸和纸板能取得预期的质量要求。
净化:净化的目的在于去除纸料中相对大的杂质,如金属屑、煤渣等。
净化设备的原理是利用密度差来选分杂质。
常用设备:锥形除渣机。
筛选:目的在于去除纸料中相对密度小而体积大的杂质,如浆团、纤维束、草屑等。
常用设备:压力筛。
流浆箱:流浆箱是现代纸机的关键部位。
其结构和性能对纸页的形成和纸张的质量具有决定形作用。
其主要任务:
■能有效的分散纤维。
高湍动流浆箱能产生高强度微湍动,可有效的分散纤维,防止纤维沉淀和在絮聚,可有效的提高纸页的强度。
■沿纸机横向均匀的分布纸料。
(决定纸幅的横向定量分布)
■喷浆稳定,确保浆速与网速相协调。
(决定纸幅的纵向定量分布)
网部:纸浆在网部脱水成形。
上网纸浆浓度为?%,出伏辊时纸页干度度为15?25%,成形纸干度为90?95%。
由此可见,网部脱水量占总脱水量的90%以上。
压榨部:利用机械压榨作用进一步脱水提高纸幅干度。
同时增加纸的紧度及纸的强度,改善纸的表面性质(如平滑度)。
机械压榨脱水在经济上是比较合算的。
纸机压榨部多提高1%干度。
烘缸部蒸汽消耗量减少5%。
从这个意义上来讲,压榨部应尽可能低脱掉水分。
采用新式复合压榨,湿纸页出压榨部的干度可达48?50%。
烘干部:烘干部的作用:
1. 继压榨部后脱出湿纸的水分,使成纸干度提高到92?95%。
2. 提高纸的强度。
3. 增加纸的平滑度。
4. 完成纸的施胶。
压光:压光机用以提高纸的平滑度、光泽度和厚度均匀性。
取卷:将出压光机的纸在线卷成卷筒。
复卷:卷纸机上卷成的卷筒两边不齐,而且纸幅太宽,必须纵切复卷成卷筒纸或横切成平板纸。
包装:用定量不小于120g/平方米的包装纸卷到卷筒纸上,形成外包装。