造纸工艺流程图
- 格式:doc
- 大小:40.06 KB
- 文档页数:1
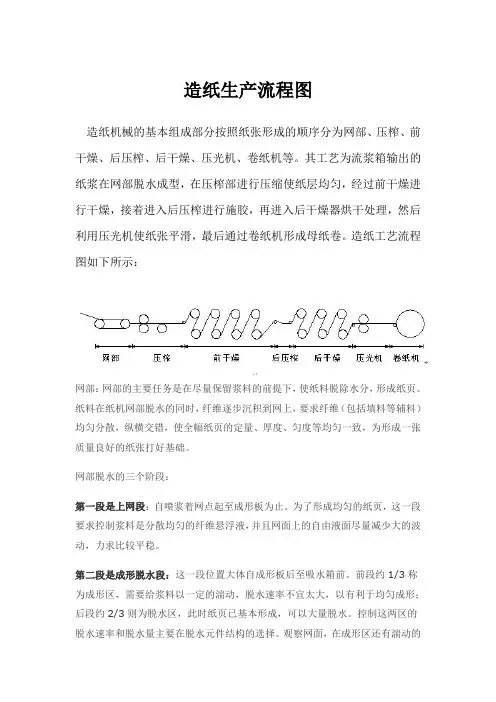
造纸生产流程图造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。
其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。
造纸工艺流程图如下所示:网部:网部的主要任务是在尽量保留浆料的前提下,使纸料脱除水分,形成纸页。
纸料在纸机网部脱水的同时,纤维逐步沉积到网上,要求纤维(包括填料等辅料)均匀分散,纵横交错,使全幅纸页的定量、厚度、匀度等均匀一致,为形成一张质量良好的纸张打好基础。
网部脱水的三个阶段:第一段是上网段:自喷浆着网点起至成形板为止。
为了形成均匀的纸页,这一段要求控制浆料是分散均匀的纤维悬浮液,并且网面上的自由液面尽量减少大的波动,力求比较平稳。
第二段是成形脱水段:这一段位置大体自成形板后至吸水箱前。
前段约1/3称为成形区,需要给浆料以一定的湍动,脱水速率不宜太大,以有利于均匀成形;后段约2/3则为脱水区,此时纸页已基本形成,可以大量脱水。
控制这两区的脱水速率和脱水量主要在脱水元件结构的选择。
观察网面,在成形区还有湍动的微波,而到脱水区则呈现平稳的“镜面”。
脱出的白水浓度较高,称为高浓白水,回用于纸机前稀释浆料。
第三段是高压差脱水段:由真空箱脱水和真空伏辊脱水两部分组成。
由于纸页已经成形,可以用较高压差的真空抽吸进行静态脱水,到伏辊后,湿纸页干度可以提高到16~22%,已具有一定的湿强度和紧度。
这一段脱水量约占10~25%,但白水浓度较低,称为低浓白水。
网面上的“镜面”在经过前几个(2~3个)吸水箱后消失,此时在网面应当出现一条整齐的横向界线,一般称为“水线”,此时纸页干度约7%左右。
由水线位置和形状(是否整齐),可以判断网上脱水和纵横定量均匀状况,如水线前后串动太强,则需进行调节。
⏹网部的脱水元件包括成形板、刮水板、低湿箱、弧型刮水箱、上成型器、高真空箱、伏辊。
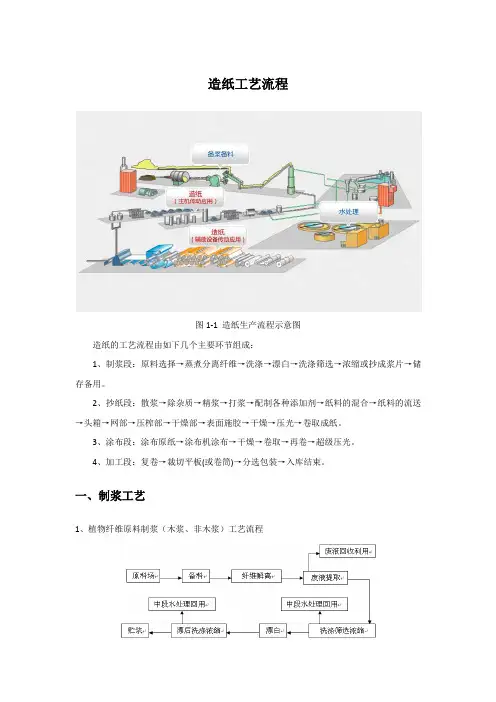
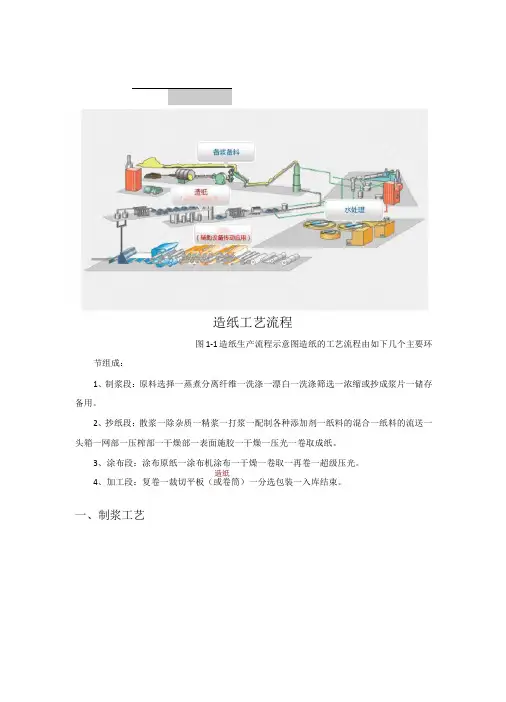
造纸工艺流程图1-1 造纸生产流程示意图造纸的工艺流程由如下几个主要环节组成:1、制浆段:原料选择→蒸煮分离纤维→洗涤→漂白→洗涤筛选→浓缩或抄成浆片→储存备用。
2、抄纸段:散浆→除杂质→精浆→打浆→配制各种添加剂→纸料的混合→纸料的流送→头箱→网部→压榨部→干燥部→表面施胶→干燥→压光→卷取成纸。
3、涂布段:涂布原纸→涂布机涂布→干燥→卷取→再卷→超级压光。
4、加工段:复卷→裁切平板(或卷筒)→分选包装→入库结束。
一、制浆工艺1、植物纤维原料制浆(木浆、非木浆)工艺流程说明:纤维离解对化学法制浆工艺是蒸煮过程,对机械法制浆工艺是粗磨过程,对化机法、半化学法制浆工艺是化学预处理过程和磨浆过程。
制浆方法:利用机械磨解、化学处理或化学处理与机械磨解相结合的方法,将植物原料分离为单根纤维形态,并使之达到符合使用要求的洁净程度。
制浆方法基本上分为三大类:①机械法制浆:以机械磨解(机械离解)为主的分离纤维的方法。
制浆得率(即一定原料所制出纸浆的重量百分率)最高,木材原料得率可达95%左右。
②化学法制浆:以化学药剂蒸煮植物原料成浆的方法。
制浆得率约为40~50%(高得率化学浆也可达65%)。
③化学机械法制浆:以化学药剂对制浆原料进行一定程度的化学预处理,再以机械磨解分离成浆的方法。
根据化学预处理的程度,纸浆的得率在65~94%之间。
习惯上也有将得率为65~84%的制浆方法称为半化学法制浆,而将得率为85~94%的方法称为化学机械法制浆。
但两者本质上都是用化学机械法制造的。
各种制浆方法所制得的纸浆都需经过适当的洗涤、筛选、除杂或进一步漂白与精制以提高质量,满足生产不同品种纸张的质量要求。
2、废纸原料制浆工艺流程(1)废纸的碎解和造纸工业一样,纸浆生产厂家所使用的废纸根据来源可以分为三类:纸厂损纸;用户使用前的废纸,如印刷废料和裁切废料;用户使用后的废纸,主要包括从家庭和商店回收的废纸。
前两类废纸清洁优质,但数量少,价格高。
造纸流程图造纸流程图是表示造纸工艺过程的图形化工具,通常用于展示各个环节的顺序、操作和流程。
以下是一个简单的造纸流程图,描述了从纸浆制备到纸张成品的工艺过程:1. 原材料准备:- 检查原材料质量,如原纸、纸浆、填料等。
- 切割原纸为适当的尺寸,以备下一步骤使用。
2. 纸浆制备:- 将原纸放入浆料机中,加入适量的水,进行搅拌和浸泡。
- 利用浆料机的筛网过滤掉杂质和纤维束。
- 调整浆料的浓度、PH值和温度。
3. 纸浆加工:- 将经过初步调整的纸浆进一步加工,去除残留的杂质和纤维束。
- 加入漂白剂和化学试剂,提高纸张的白度和质量。
- 经过搅拌、搅打和筛网处理,使纸浆更加均匀和细腻。
4. 纸浆造纸:- 将纸浆倒入造纸机的进浆槽中,使纸浆均匀分布。
- 纸浆通过网纹输送带,排出多余水分,形成纸张的纤维结构。
- 纸张经过压缩、加热和干燥,促使纸张的形成和固化。
5. 纸张后处理:- 检查纸张的质量和尺寸,如厚度、光泽度、平整度等。
- 精装操作(如烫金、压花、裁剪等)根据需求进行。
- 对纸张进行包装、标识和存储,以备销售和运输。
6. 质量控制:- 在整个制造过程中,通过取样、检测和测试,确保纸张的质量符合标准和客户要求。
- 对不合格的纸张进行剔除和处理,以保证产品的一致性和品质。
以上是一个简单的造纸流程图,展示了造纸工艺中的主要步骤和操作。
在实际生产中,还会根据不同的纸张类型和需求,进行更加复杂的工艺流程和技术处理。
造纸流程图可以帮助生产人员和管理人员更好地了解和掌握整个制造过程,以提高生产效率和产品质量。
1.主机传迩应沼)造纸工艺流程图1-1造纸生产流程示意图造纸的工艺流程由如下几个主要环节组成:1、制浆段:原料选择一蒸煮分离纤维一洗涤一漂白一洗涤筛选一浓缩或抄成浆片一储存备用。
2、抄纸段:散浆一除杂质一精浆一打浆一配制各种添加剂一纸料的混合一纸料的流送一头箱一网部一压榨部一干燥部一表面施胶一干燥一压光一卷取成纸。
3、涂布段:涂布原纸一涂布机涂布一干燥一卷取一再卷一超级压光。
造纸4、加工段:复卷一裁切平板(或卷筒)一分选包装一入库结束。
一、制浆工艺1、植物纤维原料制浆(木浆、非木浆)工艺流程说明:纤维离解对化学法制浆工艺是蒸煮过程,对机械法制浆工艺是粗磨过程,对化机法、半化学法制浆工艺是化学预处理过程和磨浆过程。
制浆方法:利用机械磨解、化学处理或化学处理与机械磨解相结合的方法,将植物原料分离为单根纤维形态,并使之达到符合使用要求的洁净程度。
制浆方法基本上分为三大类:①机械法制浆:以机械磨解(机械离解)为主的分离纤维的方法。
制浆得率(即一定原料所制出纸浆的重量百分率)最高,木材原料得率可达95%左右。
②化学法制浆:以化学药剂蒸煮植物原料成浆的方法。
制浆得率约为40〜50%(高得率化学浆也可达65%)。
③化学机械法制浆:以化学药剂对制浆原料进行一定程度的化学预处理,再以机械磨解分离成浆的方法。
根据化学预处理的程度,纸浆的得率在65〜94%之间。
习惯上也有将得率为65〜84%的制浆方法称为半化学法制浆,而将得率为85〜94%的方法称为化学机械法制浆。
但两者本质上都是用化学机械法制造的。
各种制浆方法所制得的纸浆都需经过适当的洗涤、筛选、除杂或进一步漂白与精制以提高质量,满足生产不同品种纸张的质量要求。
2、废纸原料制浆工艺流程1)废纸的碎解和造纸工业一样,纸浆生产厂家所使用的废纸根据来源可以分为三类:纸厂损纸;用户使用前的废纸,如印刷废料和裁切废料;用户使用后的废纸,主要包括从家庭和商店回收的废纸。
前两类废纸清洁优质,但数量少,价格高。
造纸(纸浆)的生产工艺及流程纸浆是以某些植物为原料加工而成的,它是造纸的基本原料。
通常用以制浆原料的植物可分为4大类:茎干纤维类、韧皮纤维类、种毛纤维类和木材纤维类。
其中尤以木材纤维类为最重要。
目前我国木材资源远不能满足日益发展的制浆造纸工业的需要。
为了弥补原料的不足,每年要从国外进口相当数量的纸浆。
制浆是指利用化学方法、机械方法或两者结合的方法,使植物纤维原料离解变成本色或漂白纸浆的生产过程。
1.机械木浆(MECHANICALWOOD-PULP) 机械木浆亦称磨木浆,是利用机械方法磨解纤维原料制成的纸浆。
它在造纸工业中占有重要的地位。
它的生产成本低,生产过程简单,成纸的吸墨性强,不透明度高,纸软而平滑。
适宜印刷上的要求。
但由于纤维短,非纤维素组份含量高,所以成纸强度低。
另外由于木材中的木素和其他非纤维素绝大部分未被除去,用其生产的纸易变黄发脆,不能长期保存。
机械木浆通常指白色机械木浆和褐色机械木浆两种。
白色机械木浆主要用于生产新闻纸,也可配入其他纸浆中抄制书写纸和印刷纸;褐色机械木浆多用于生产包装纸和纸板,特别是工业用纸板。
2.硫酸盐木浆(SULPHATEWOODPULP) 硫酸盐木浆是采用氢氧化钠和硫化钠混合液为蒸煮剂。
在蒸煮过程中,因为药液作用比较和缓,纤维未受强烈侵蚀,故强韧有力,所制成的纸,其耐折、耐破和撕裂强度极好。
它一般可分为漂白和未漂两种。
未漂硫酸盐木浆可供制造牛皮纸、纸袋纸、牛皮箱板纸及一般的包装纸和纸板等。
漂白硫酸盐木浆可供制造高级印刷纸、画报纸、胶版纸和书写纸等。
3.亚硫酸盐木浆(SULPHITEWOODPULP) 亚硫酸盐木浆是以亚硫酸和酸性亚硫酸盐的混合液为蒸煮剂。
该浆的纤维较长,性质柔软,韧性好,强度大,容易漂白,并有极好的交织能力。
依其精制程度可分为未漂、半漂和漂白三种。
未漂浆因含少量木素和有色杂质,所以呈黄色,纤维也较硬,多用于抄造中等印刷纸、薄包装纸以及半透明纸和防油纸。
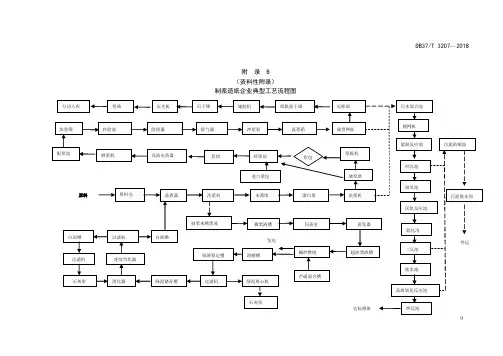
造纸工艺流程图
调整上浆量 调整浆压 回流浆
粗浆 良浆 合格浆 成品浆 成品纸
调整辅料加入量
回制浆车间碎解
检测点 生产过程质量控制点的检测办法和检测频次
检① 检测成浆叩解度(指标32±2O
SR )由半成品化验员检验,在磨浆机出口处取样,磨浆机开机时必检一次,每班检验不少于四次。
检② 检测施胶后浆料的PH 值(指标PH=6.5-7),由辅料工自检,在纸机抄前池取样检验,每班检验不少于四次。
检③ 检测纸页横幅定量差(指标105g/m 2
6g ),由成品化验员检验,纸捆下机后,复卷前取样,每班检测一次。
检④ 检测纸页水份(指标8%±2%),由纸机看汽工、卷取工配合成品化验员抽检,每班不少于三次,看汽工根据纸页水份的变化随时调整进烘缸蒸汽量。
检⑤ 检测纸页施胶度(指标105g/m 2
10-60S 、150g/m 2
20-75S ),由辅料工自检,在纸机卷取缸前取样,每捆纸检测两次。
检⑥ 检测纸页定量(指标105g/m 2
±5g/m 2
、150g/m 2
±7g/m 2
),由纸机放料自检,每捆纸下机后必检一次,断头处抽检一次。
检⑦ 检测纸页的外观质量及定量、水份,由复卷工自检,配合成品化验员抽检,复卷过程随时撕去不合格的纸页。
检⑧ 产品的最终检验,由品管部化验员检验,检验的项目及频次如下:
1 定量(105g/m 2
±5g/m 2
、150g/m 2
±7g/m 2
),每捆产品抽查二次,样品中若发现不符合标准,且无法在复卷中弃除的,此捆产品按付品计。
2 水份(8%±2%),每班抽查三次以上,抽查结果不合格,此捆产品按付品计。
3 施胶度(105g/m 2
10-60S 、150g/m 2
20-75S ),每捆产品抽查一次,达不到标准要求按付品计。
4 横向环压指数(105g/m 2
2.8nm/g 、150g/m 2
4.5nm/g ),纵向裂断长(105g/m 2
≥3.2km 150g/m 2
≥3.75km ),紧度(大于0.45g/cm 3
),此三项指标每班抽查一次,结果按GB13023-91规定执行。
5 断头(少于4个/捆),每捆断头超过4个为付品,每捆断头超过7个为废品。
6
产品的外观质量要求按GB13023-91《瓦楞原纸》标准执行。
碎浆 上浆 计量泵 检① 磨浆 浓缩筛选 国内废
纸
进口废纸 加辅料 贮浆
池
纸机抄前浆池
纸浆上网 湿纸页压榨 检② 湿纸页烘干 检④ 检⑤
检⑥
检③ 纸页卷取 纸页复卷 打
包标识
过磅
检⑧ 检⑦ 不合格品
不合格纸页
蒸汽 流量控制阀门
排渣 排渣
调
整蒸汽流量
成品库。