塑胶件的入水形式怎么判定
- 格式:doc
- 大小:63.50 KB
- 文档页数:21

塑料吸水率一、引言塑料是一种广泛应用于生活和工业领域的材料,其特点之一就是不易吸水。
然而,塑料的吸水率对于一些特定应用场景来说却是一个重要的性能指标。
本文将介绍塑料吸水率的定义、测量方法以及影响因素,并探讨吸水率与塑料性能之间的关系。
二、吸水率的定义塑料吸水率是指塑料材料在一定条件下吸收水分的能力。
它通常以百分比的形式表示,计算公式为:吸水率(%)=(吸水后的重量-干燥前的重量)/干燥前的重量× 100%。
吸水率越高,表示塑料材料吸水能力越强。
三、吸水率的测量方法常用的测量塑料吸水率的方法有两种:静态吸水法和动态吸水法。
1. 静态吸水法静态吸水法是将干燥的塑料样品放置在恒温恒湿的环境中,等待一段时间后,去除吸附在样品表面的水分,并测量样品的重量变化来计算吸水率。
这种方法简单易行,适用于大多数塑料材料。
2. 动态吸水法动态吸水法是将塑料样品悬浮在水中,通过水的对流将水分送到样品表面,再通过称重系统实时测量样品的重量变化。
这种方法能够模拟塑料材料在实际使用过程中的吸水情况,更接近实际应用场景。
四、影响塑料吸水率的因素塑料吸水率受多种因素的影响,主要包括以下几个方面:1. 塑料材料的化学结构不同类型的塑料材料具有不同的化学结构,因此吸水率也会有所差异。
例如,聚乙烯(PE)和聚丙烯(PP)等非极性塑料吸水率较低,而聚酰胺(尼龙)等极性塑料吸水率较高。
2. 塑料材料的晶型结构塑料材料的晶型结构也会影响其吸水率。
晶型结构越紧密的塑料吸水率越低,因为水分难以渗透进入塑料晶体内部。
相反,晶型结构较松散的塑料吸水率较高。
3. 塑料材料的孔隙率塑料材料的孔隙率越高,表明其内部存在更多的微小孔隙或裂纹,这些孔隙或裂纹会增加水分的渗透速度,从而提高塑料的吸水率。
4. 环境条件环境条件也是影响塑料吸水率的重要因素。
温度和湿度的变化会影响水分的蒸发速度和渗透速度,从而影响塑料的吸水率。
五、吸水率与塑料性能的关系塑料的吸水率直接影响其物理和机械性能。
塑料吸水性能检测标准塑料吸水性能检测方法
塑料如果长时间暴露、浸入在潮湿的水环境中,就需要重点检测一下它的吸水性指标。
吸水性能关系到塑料在水作用下的尺寸改变,水溶性物质溶出情况及其他性能的变化。
不同种类塑料的吸水量的比较,可参考检测暴露在潮湿条件下平衡吸水量指标。
通过塑料吸水性能检测,还可以检测出塑料材料的扩散常数。
塑料吸水性能检测标准
塑料吸水性能国内检测标准可以依据GB/T1034-2023塑料吸水性的测定、GB/T1462-2023纤维增强塑料吸水性试验方法的方法来检测。
国外检测标准可以依据:GOST4650-2023塑料吸水性的测定方法、JC/T289-2023玻璃纤维增强塑料蜂窝芯子吸水性试验方法、KSMISO62-2023塑料.吸水性的测定、ASTMD570-98(2023)塑料吸水率的试验方法等标准来检测。
影响吸水性的因素
塑料的类型、使用的添加剂、温度以及暴露时间塑料吸水性能试验方法
吸水性试验中,将试样在规定温度的烘箱里烘干规定时间,移至干燥器冷却,冷却完毕后,立即称重,将试样规定条件下浸于水中,通常是在23C下浸泡24小时或直到平衡.将试样取出,用无绒布擦干,称重。
塑料吸水性能采样
不同种类塑料采用方法是不同,GB/T1034中对聚酯塑料方形试样、各项异性的增强塑料试样、塑料管材试样、塑料棒材试样、塑料成品、挤出物、塑料薄片及压层片试样制备都做了明确规定。
每种塑料的检测样品都应该在三个以上,并且试样的制备方法都需要进行详细记录。
塑料吸水性能试验数据处理方法
吸水性用增重百分比来表示
吸水百分率=[(浸水后质量-浸水前质量)/浸水前质量]x100。

塑料水分的测定方法我折腾了好久塑料水分的测定方法,总算找到点门道。
我一开始也是瞎摸索啊。
我试过一种比较简单直接的方法,就像我们平时判断东西干不干似的,用手摸。
我想着塑料要是水分多,摸起来肯定会有那种潮潮的感觉。
但是这方法太不靠谱了,大部分时候根本感觉不出来,而且很多时候塑料表面看着干,里面其实还有水分,完全是凭感觉瞎猜,这就是我最初失败的尝试。
后来我就想能不能像称东西一样,称一称。
我把塑料样品放在精准的秤上,先称出一个初始重量。
然后就想办法把它烘干,我用的是小烤箱,温度也不敢设太高,怕把塑料烤坏了,设了个比较低的温度,就像小火慢慢炖一样,烘了好长时间。
然后再称重量,看它少了多少,就以为这少的就是水分的重量。
结果啊,这里面问题可大了。
一是这个时间很难把控,烘短了水分出不来,烘长了又说不好是不是有其他东西挥发了。
再一个就是,要是塑料本身有一些挥发性的杂质,那就全乱套了。
再后来我就接触到了那种专门的水分测定仪,这东西可高级了。
它的原理我也不是特别明白,但是使用起来还真挺方便的。
就是把塑料样品放进去就行了,然后仪器就能显示出水分的含量。
不过这仪器也有坑,比如说样品放多少是有要求的。
我一开始没注意,随便放了一些进去,结果测出来的数值就不准。
后来我才知道,放的量不对会影响测量结果,就跟做饭的时候放调料,放多放少味道完全不一样是一个道理。
我也试过那种化学测试的方法,把塑料放到某种化学溶剂里,看会有什么反应。
但是这个我不敢确定结果是不是准确,因为这化学溶剂和塑料之间到底是不是只和水分有作用,我心里没底。
还有这个操作起来太复杂了,要特别小心才行,不然很危险。
反正塑料水分的测定,从我的经验来看,水分测定仪是比较靠谱的方法,但是操作的时候一定要按照要求来放样品,要不然就白搭了。
当然要是没有这个仪器的话,用烘干再称重的方法也行,就是要做好各种控制,像时间、温度之类的。
这就是我这么长时间摸索塑料水分测定方法的一些经验教训。

塑料模具专业用语中英文对照介绍(一)模具述语一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口:pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker 四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边l:guide pin顶针板:ejector retainner plate托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush 中托边:ejector guide pin 镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod 尼龙拉勾:parting locks 活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on a-plate,core direct cut on b-plate.不准用镶件:do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert。
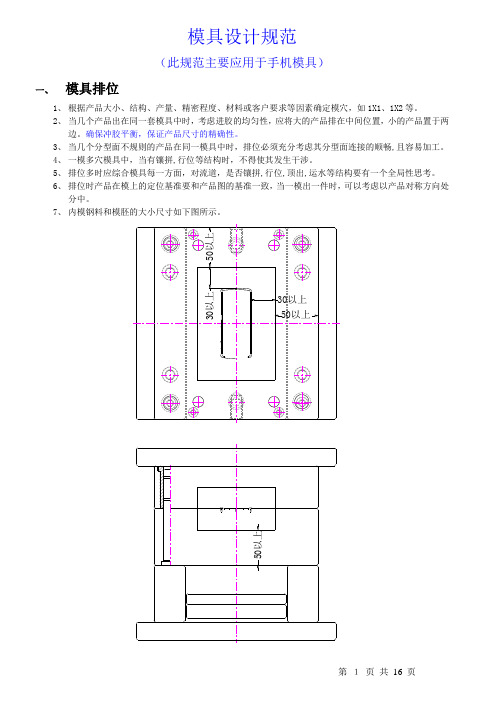
模具设计规范(此规范主要应用于手机模具)一、模具排位1、根据产品大小、结构、产量、精密程度、材料或客户要求等因素确定模穴,如1X1、1X2等。
2、当几个产品出在同一套模具中时,考虑进胶的均匀性,应将大的产品排在中间位置,小的产品置于两边。
确保冲胶平衡,保证产品尺寸的精确性。
3、当几个分型面不规则的产品在同一模具中时,排位必须充分考虑其分型面连接的顺畅,且容易加工。
4、一模多穴模具中,当有镶拼,行位等结构时,不得使其发生干涉。
5、排位多时应综合模具每一方面,对流道,是否镶拼,行位,顶出,运水等结构要有一个全局性思考。
6、排位时产品在模上的定位基准要和产品图的基准一致,当一模出一件时,可以考虑以产品对称方向处分中。
7、内模钢料和模胚的大小尺寸如下图所示。
8.产品大小和胶位厚度有较大相差时尽量不要出在同一套模具中。
9.模具方铁高度尽量订做标准高度。
10.模胚型号和中托司使用情况一定要写清楚(细水口需注明SP长度)11.必要时需注明模胚吊模孔移位情况12.考虑需不需开精框及内模料材料和规格(确定后模要不要镶大呵,如需要则一起订料,此为粗料.)二、模具系统设计一)、行位系统当塑胶产品确定前后模开模方向后,有下列情况时一般会采用行位或斜顶等结构:1)、相对出模方向塑胶产品上有倒扣或零度面;2)、产品的出模斜度不够蚀纹的角度;3)、保证特殊的外观面不能有夹线。
1、后模行位:1)、后模行位统一做镶件压块,行位压块用螺丝固定,行位压块材料为油钢淬火至HRC48-52°。
2)、所有与行位相对运动的零部件的滑动面(包括行位底耐磨片,压条,铲基斜面)须锣(磨)油坑,油坑可为平行四边行、V形或圆环形。
3)、行位铲机钢材整体采用738H,在铲机斜面上镶耐磨片,耐磨片可突出斜面0.5mm,耐磨片厚度为6mm(如下图),材料为油钢,淬硬至HRC48-52°。
康铨公司的铲基采用国产S136淬硬至HRC46-50°。

微塑料在饮用水中的安全标准微塑料在饮用水中的安全标准随着塑料制品的广泛应用和人们生活水平的提高,微塑料在环境中的存在越来越引起人们的关注。
其中,微塑料在饮用水中的安全标准更是备受关注。
本文将深入探讨微塑料在饮用水中的安全标准,以及相关的控制和管理措施。
一、微塑料的定义和来源1. 微塑料是指直径小于5mm的塑料颗粒,由于塑料制品的使用和再生产,微塑料通过空气、水流等途径进入自然环境。
二、微塑料在饮用水中的存在和危害2. 微塑料在饮用水中的存在主要来源于市政自来水、桶装水以及矿泉水中。
3. 微塑料对人体健康可能造成的危害包括内分泌干扰、细胞毒性、肠胃刺激等。
三、微塑料在饮用水中的安全标准及相关研究4. 目前国际上对微塑料在饮用水中的安全标准尚未统一,欧盟、美国等地区已开始研究并制定相关标准。
5. 有关微塑料在饮用水中的研究表明,目前不同地区和水源中微塑料的含量存在差异。
四、控制和管理微塑料在饮用水中的措施6. 监测和评估微塑料在饮用水中的存在情况,对水源和生产过程进行严格管理。
7. 加强微塑料污染治理技术研发和应用,降低微塑料对饮用水的影响。
总结相对于塑料制品的使用问题,微塑料在饮用水中的安全标准更需要引起人们的关注。
当前,国际上对微塑料在饮用水中的安全标准尚未统一,相关研究也在持续进行中。
在此背景下,加强对饮用水微塑料污染的监测和评估,以及研发和应用相关的治理技术是当前的重点。
个人观点和理解随着人类对环境的关注日益增强,微塑料在饮用水中的安全标准必将得到更多的关注和研究。
我认为,相关管理部门应加强监测和评估工作,尽快制定相关的安全标准,并采取有效的控制和管理措施,以保障人们饮用水的安全。
总结和展望微塑料在饮用水中的存在和安全标准是当前亟待解决的环境问题。
在此背景下,加强相关研究和管理工作,制定统一的安全标准,是当前的重点。
希望通过各方的努力,尽快找到解决微塑料在饮用水中的问题的有效途径。
通过对微塑料在饮用水中的安全标准进行全面评估,可以更全面、深刻地了解该主题,为相关研究和管理工作提供参考和指导。
塑胶件的入水形式怎么判定进胶方式一般分几种:敞式进胶(产品与浇口相连,截面积为长方形);潜伏式进胶,开模产品与浇口自动切离,截面积为锥度圆形;点式进胶,开模后以开模拉力将产品与浇口拉离,一般为三板模方式。
牛角浇口其实也属于潜伏式进胶。
潜伏式进胶相对敞浇口的优点是脱模后自动切割浇口,不用人工切割,保证外观品质,提高注塑效率。
但是一般潜伏式进胶是在产品外侧表面,对于有些对外观要求特别高的产品不允许产品表面出现进胶点,这时可以采用牛角潜伏式进胶,它的作用就是通过牛角的弯,把浇口绕到产品的内部表面去。
而潜顶针的作用和牛角进胶是一样的目的,它通过延长顶针的胶位,然后用潜伏式进胶,把浇口潜到顶针胶位上去。
缺点有一个就是产品出模后,延长的顶针胶位需要通过人工去除,比较麻烦,人工成本高。
所以,在能用牛角进胶时就尽量不要用潜顶针。
模具塑胶理论第一章塑胶基础知识一、什么是塑料:塑胶是以合成树脂为主要成分,加入或不加入其它添加剂而形成的一种人工材料(用煤提炼),通常为白色半透明或无色透明二、合成树脂:即高分子聚合物,作用是:1、起粘接作用,使塑胶具有流动性和可塑性2、决定塑胶的基本性能三、塑料的分类按成型性能分为:1、热塑性塑料,可再利用(PP、PC、ABS、PE)2、热固性塑料,不可再利用按用途分为:通用塑料:产量大、用途广、价廉(PE、PP、PVC、PS)工程塑料:力学性能好,耐磨,耐腐蚀,尺寸稳定性好(ABS、尼龙PA、防弹玻璃PC、赛钢POM、有机玻璃PMMA)四、塑料的性能1、密度小质量轻(最小密度PP为0.87,大多数为1)2、比强度高3、化学性能好(不会氧化)4、电绝缘性能好5、减摩、耐磨、自润滑性好(POM、PA)6、成型及着色性能好(胶件最小0.01克,加水口0.05克)7、防潮,震,辐射,透气8、缺点是不耐热,热稳定性差,刚性差,不耐压,在阳光,大气及压力下老化.五、成型方法热塑性塑胶的成型方法:注塑成型,挤出成型,中空,真空,压缩空气成型等热固性塑胶的成型方法:压注、压缩成型六、塑胶的流变性牛顿与非牛顿流体,流体以切变方式流动时,其节应力与剪切速率存在线性关系的为牛顿流体,否则为非牛顿流体熔胶的流体属非牛顿流体七、塑料成型工艺性能流动性的概念:在成型过程中,塑料熔体在一定的温度和压力下充满型腔的能力称为塑料的流动性。
切面面積切面面積週邊長度功能:流道系統是將熔融的塑料從注塑機熔膠引到工模的每一個內模.因此流道系統的結構,長短大小及駁接方式都會影響注塑填充的效果,從而直接影響制品的品質,此外,設計流道系統更要從經濟效益著眼.達到快冷卻及短周期.如圖一示意圖. 澆道流道冷膠井澆口長度成品結構流道系統包括四個結構.澆道(Sprue)澆道是指連接注射機噴嘴與分流道的塑料通道.它是流道系統的第一個組成部份. 流道(Primary and Secondary Runner)作用流道是連接主流道與內模的澆口的塑料通通,使熔融能流入內模.在兩板模的情況下,流道的設置是在分模線上的. 有效的流道設計設計流道時要注意其切面形狀及大小.流道的切面形狀一般有四種:全圓形,梯形,改良梯形及六角形.如圖二從注射壓力傳送方面考慮,流道的切面面積愈大愈好;而從熱傳導的觀點考慮,切面表面積愈小愈好.因此切面面積與表面積比數愈大,流道愈有效.從表一中得知圓形及方形切面流道設計的R 值為最大.因圓形切較方形冷卻較快.,所以圓形切面設計最好.圖二表一圖一流道直徑與長度關係流道直徑與長度有關, 流程越長, 直徑越大.同時考慮流道要盡量細,盡量短.每种膠料都有一個最小直徑要求, 小過最細直徑時塑料不能流到模腔.流道直徑一般比成品膠位厚 1.0mm.避免流道塑料比成品先凝固而不能保壓.例如膠位為 .060”~.080”時, 流道直徑需為∅3/32.100”~.125” 時, 流道直徑需為∅5/32 .150” 時, 流道直徑需為∅3/16.200 時, 流道直徑需為∅1/4(加一次分流)下表為不同膠料與流道直徑之關系. (流道每轉向一次,流道切面面積要加多20%)流道加工方法流道的表面必須平滑防止塑膠流動時會產任何阻礙.同時,因流道會和制品一齊脫模.因此流道表面 不應有任何機械加工的痕跡.使流道有黏模的現象.故此流道必須用B2#400以上沙紙打磨平滑,通常流道的直徑都依據制模刀具而定,以公制刀具而言,直徑一般由2mm 開始.公制每1mm 增加至13mm. 而英制則由1/8”每1/16增加至1/2”. 流道系統的流道和澆道的直徑計算方法計算公式: D =(D=流道直徑(mm 或in);W=制成品的重量(gm 或oz); L=流道長度)例:先計算流道D1,D2的直徑,再計算澆道澆道直徑D3的計算方法:因: D1流道重量= π r 2 x Lx 0.5= π(0.109 x 0.109) x 1 x 0.5= 0.02oz D2流道重量= π r 2 x Lx 0.5= π(0.062 x 0.062) x 1 x 0.5= 0.01ozW3 = W1+W2+ D1重量+D2重量 =3+1+0.02+0.01= 4.03ozL3 = 4in 故: D3= = = ∅0.354注:所有塑料成品重量為成品體積的50%盎司.流道直徑3" 6" 10" 15" PE/PP/DERLIN/ACETAL/NYLON .062 .093 .125 .187 ABS/PS .093 .109 .125 .187 ACRYLIC/PC.125.156.203.250膠料當成品#1W1=3oz;流道長度:L1=1inD1= √3 4√1=∅0.2168 當成品#2:W2=1oz;流道長度L2=1inD2= √1 4√1=∅0.1258 如圖三√4.03 4√4 8√W3 4√L3 8 √W 4√L 8澆口澆口在流道的位置當塑料流入流道時,塑料接近模面最先降熱(冷卻)及凝固.塑料再向前流動時只是在此凝固的塑料蹭流過.又由於塑料是低傳熱物質.固態的塑料形成絕綠層及保持蹭的仍可流動.所以,在理想的情況下,澆口應設置在橫流道蹭位置,使得最佳的塑料流動效應.此情況最常見於圓形及六角形的橫流道.然而梯形的橫流道無法達致此效果,因澆口不能設置於流道的中間位置.梯形流道圓形流道凝固塑料層塑料流動方向直接澆口(Direct Gate)或大水口(Sprue Gate)澆道直接供應塑料到制成品. 澆道黏附在制成品上.在兩板的工模.大水口通常是一 出一隻,但在三板 模或熱流道工模的設計上,可以一啤多隻。
塑料的水分含量的测定方法我折腾了好久塑料的水分含量的测定方法,总算找到点门道。
说实话,一开始我真是瞎摸索。
我最早就是想着把塑料拿出来直接在太阳下晒晒,看重量会不会减少来算水分,这想法现在想想挺傻的。
因为很多时候,塑料暴露在空气中或者在太阳下,它可能是既失水又吸进去其他东西,没法单纯判定就是水分减少了,结果很不准确。
后来我又想了个法子,就是拿个密封袋把塑料装起来,放个湿度计在里面,观察湿度变化。
但是这个湿度计只能反映密封袋里面空气湿度的变化,根本没法准确体现塑料自身水分含量到底是多少。
这算是又一次失败的尝试。
再之后我就开始找专业的测定方法。
我了解到有烘干法,这个方法就像是在给塑料做一场脱水运动。
就是把塑料放到一个专门的烘干箱里,设置好温度和时间,一般来说温度100多度,烘几个小时。
然后在烘之前称一下塑料的重量,烘之后再称一次,根据前后重量的差别来确定水分含量。
但这里头也有学问,比如说这个温度和时间,不同类型的塑料承受能力不一样。
像那种比较软的塑料,温度高了时间长了可能会变形融化,这样就会影响结果。
所以如果不确定塑料的类型,就需要先从比较低的温度和短时间开始尝试,再逐步调整。
我还试过用卡尔费休法。
这个方法那就更复杂点。
简单来说呢,是利用一个特殊的试剂和塑料里的水分发生反应,根据反应剂的消耗量来计算水分含量。
这里面试剂的调配和保存都得特别小心,因为试剂要是变质了,那整个结果就全错了。
我就有一次不小心,没盖好盛试剂容器的盖子,再做测定的时候,结果就乱套了,怎么算都不对。
从那次之后我就特别注意实验的细节,哪怕是一个小小的瓶盖。
还有一点啊,如果要测定大量塑料的水分含量的时候,取样一定要均匀。
我之前有一次没注意这一点,只取了表面的部分,结果测定出来的数据偏差特别大。
所以啊,从不同部位取少量塑料混合在一起作为样品,再进行测定就靠谱多了。
反正这个测定塑料水分含量啊,真得小心谨慎,不断尝试才能找到适合的方法。
塑料吸水率测试方法
1. 嘿,你知道吗?塑料吸水率测试方法之一就是浸泡法!就像把糖块扔进水里看它吸多少水一样。
拿个样品泡在水里一定时间,然后看它重量增加了多少,不就能知道吸水率啦!
2. 还有啊,真空法也是常见的塑料吸水率测试方法哦!这不就像用吸管吸水一样,把空气抽走,让水更顺畅地进入塑料里呀。
3. 还有一种方法是水煮法呢!就好比煮饺子,把塑料放水里煮一煮,再瞧瞧它吸了多少水。
这方法简单直接呀!
4. 另外,湿度法也不错哟!想象一下塑料处在一个潮湿的环境里,慢慢地吸收水分,就像我们在潮湿的天气里感觉身上黏糊糊的。
5. 称重法也是个好用的办法呀!不停地测塑料的重量,看着它一点点因为吸水而变化,多有意思!
6. 最后不得不提的是滴定法呢!感觉就像精确地给塑料喂水,然后准确地知道它喝了多少,真的很酷!我觉得啊,这些测试方法都各有特点,都能帮我们很好地了解塑料的吸水率呢!。
精心整理塑胶件的入水形式怎么判定
进胶方式一般分几种:敞式进胶(产品与浇口相连,截面积为长方形);潜伏式进胶,开模产品与浇口自动切离,截面积为锥度圆形;点式进胶,开模后以开模拉力将产品与浇口拉离,一般为三板模方式。
牛角浇口其实也属于潜伏式进胶。
潜伏式进胶相对敞浇口的优点是脱模后自动切割浇口,不用人工切割,保证外观品质,提高注塑效率。
但是一般潜伏式进胶是在产品外侧表面,对于有些对外观要求特别高的产品不允许产品表面出现进胶点,这时可以采用牛角潜伏式进胶,它的作用就是通过牛角的弯,把浇口绕到产品的内部表面去。
而潜顶针的作用和牛角进胶是一样的目的,它通过延长顶针的胶位,然后用潜伏式进胶,把浇口潜到顶针胶位上去。
缺点有一个就是产品出模后,延长的顶
型腔至内模镶件的边距与型腔有深度有关,一般制品可参考下表经验数值选定。