L1000三轴一体机控制系统线缆资料-V1.00
- 格式:pdf
- 大小:681.88 KB
- 文档页数:26
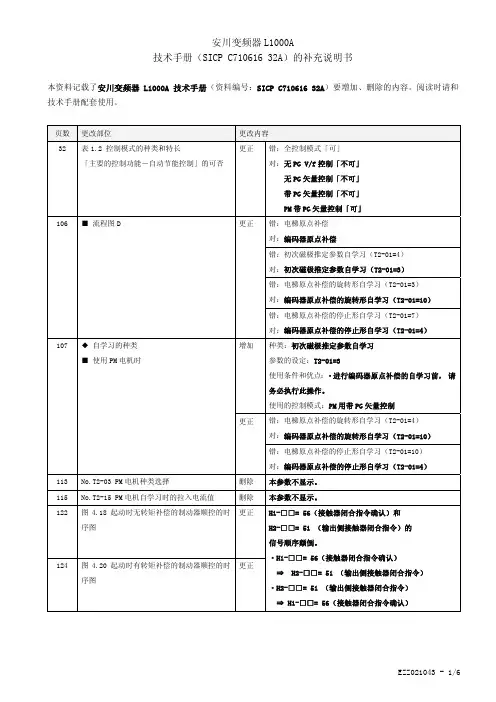
安川变频器L1000A技术手册(SICP C710616 32A)的补充说明书本资料记载了安川变频器L1000A 技术手册(资料编号:SICP C710616 32A )要增加、删除的内容。
阅读时请和技术手册配套使用。
页数 更改部位更改内容 32表1.2 控制模式的种类和特长「主要的控制功能-自动节能控制」的可否更正错:全控制模式「可」 对:无PG V/f 控制「不可」无PG 矢量控制「不可」 带PG 矢量控制「不可」 PM 带PG 矢量控制「可」错:电梯原点补偿 对:编码器原点补偿错:初次磁极推定参数自学习(T2-01=4) 对:初次磁极推定参数自学习(T2-01=3) 错:电梯原点补偿的旋转形自学习(T2-01=3) 对:编码器原点补偿的旋转形自学习(T2-01=10) 106■ 流程图D更正错:电梯原点补偿的停止形自学习(T2-01=7) 对:编码器原点补偿的停止形自学习(T2-01=4)增加种类:初次磁极推定参数自学习 参数的设定:T2-01=3使用条件和优点:・进行编码器原点补偿的自学习前, 请务必执行此操作。
使用的控制模式:PM 用带PG 矢量控制错:电梯原点补偿的旋转形自学习(T2-01=4) 对:编码器原点补偿的旋转形自学习(T2-01=10) 107◆ 自学习的种类 ■ 使用PM 电机时更正错:电梯原点补偿的停止形自学习(T2-01=10) 对:编码器原点补偿的停止形自学习(T2-01=4)113 No.T2-03 PM 电机种类选择删除 本参数不显示。
115 No.T2-15 PM 电机自学习时的拉入电流值 删除 本参数不显示。
122图4.18 起动时无转矩补偿的制动器顺控的时序图更正124图4.20 起动时有转矩补偿的制动器顺控的时序图更正H1-□□= 56(接触器闭合指令确认)和 H2-□□= 51 (输出侧接触器闭合指令)的 信号顺序颠倒。
・H1-□□= 56(接触器闭合指令确认)⇒ H2-□□= 51 (输出侧接触器闭合指令) ・H2-□□= 51 (输出侧接触器闭合指令) ⇒ H1-□□= 56(接触器闭合指令确认)◆ 紧急运行增加重要! 紧急运行指令为ON的状态下,进行参数设定时,请不要切断控制电源。
前言概述本文档主要针对激光切割数控系统应用软件SC1000(以下简称SC1000)的整体外观,功能,使用方法等方面做了描述,如果需要了解系统安装及调试方面问题,可以参考《激光切割数控系统快速安装指南》。
在使用本系统及相关的设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于产品功能的不断更新,您所收到的产品在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
读者对象本手册主要适用于以下工作人员:●安装/调试工程师●维护工程师●操作人员符号约定在本文中可能出现下列标志,他们代表的含义如下。
禁止表示有高度潜在危险,甚至人员伤害。
警告表示有中度或低度潜在危险,轻微或中等伤害。
注意表示有潜在风险,如果忽视这些文本,可能导致设备损坏、数据丢失、设备性能降低或不可预知的结果。
表示能帮助您解决某个问题或节省您的时间。
窍门表示是正文的附加信息,是对正文的强调和补充。
说明修改记录修改记录累积了每次文档更新的说明。
最新版本的文档包含以前所有文档版本的更新内容。
文档版本V1.00(2016-2)目录前言 (2)概述 (2)读者对象 (2)符号约定 (2)修改记录 (3)目录 (4)1 概述 (6)1.1产品概述 (6)1.2用户界面及说明 (7)2 快速操作 (8)2.1软件快速操作 (8)2.1.1软件操作流程图 (8)2.1.2导入/绘制图形 (8)2.1.3图形处理 (9)2.1.4刀路规划 (10)2.1.5工艺设置 (11)2.1.6加工前检查 (12)2.1.7加工 (13)3 功能说明 (15)3.1 标题栏 (15)3.2工具栏 (15)3.2.1 开始 (15)3.2.1.1文件 (15)3.2.1.2 初始化 (15)3.2.1.3 帮助 (16)3.2.2 图形设计 (17)3.2.2.1 视图 (17)3.2.2.2 绘制 (17)3.2.2.3 图形变换 (18)3.2.2.4 高级变换 (19)3.2.2.5 基础工艺 (20)3.2.2.6 高级工艺 (23)3.2.2.7 辅助 (24)3.2.3 系统分析 (24)3.2.3.1 部件监控 (25)3.2.3.2 运行状态 (26)3.2.3.3 系统诊断 (26)3.2.4 高级 (27)3.2.4.1硬件 (27)3.2.4.2软件 (31)3.3视图区 (31)3.4加工控制栏 (32)3.4.1 加工控制 (32)3.4.2 运行参数 (33)3.5消息栏 (34)3.6图层属性栏 (35)3.7状态栏 (38)4 告警及异常处理 (39)4.1系统告警及说明 (39)4.2常见异常及处理 (41)4.2.1系统通讯异常 (41)4.2.2回原异常 (43)4.2.3 脉冲当量设置 (43)4.2.4飞行切割调试 (43)1概述1.1产品概述SC1000是一套应用于平面激光切割的数控系统软件。
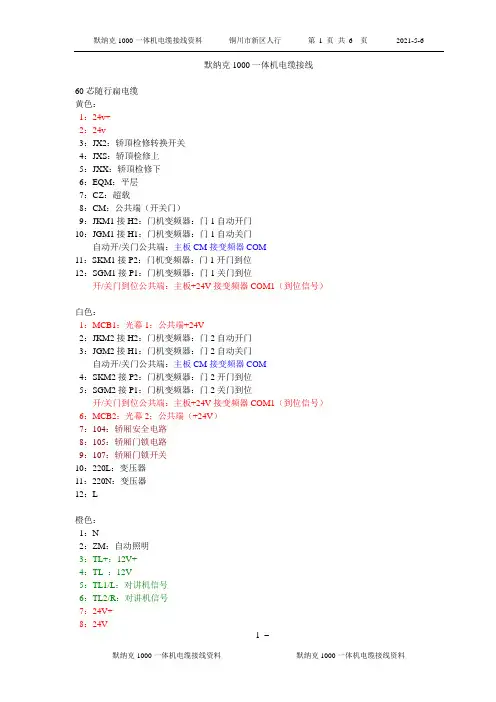
目录1,系统概述--------------------------------------------------------------------------------------------------11.1 系统简介---------------------------------------------------------------------------------------------21.2 系统主要组成---------------------------------------------------------------------------------------21.3 系统硬件简要连接图------------------------------------------------------------------------------31.4 实际连线图------------------------------------------------------------------------------------------3 2,系统软件使用软件简要说明-----------------------------------------------------------------------------52.1 介绍---------------------------------------------------------------------------------------------------52.2 操作步骤---------------------------------------------------------------------------------------------52.3 取景窗口---------------------------------------------------------------------------------------------72.4 flash/cel文件的播放--------------------------------------------------------------------------------7注1:连接网络的相关设置修改--------------------------------------------------------------9注2:本机IP的查询----------------------------------------------------------------------------9注3:本机IP的修改----------------------------------------------------------------------------10注4:控制器IP的修改-------------------------------------------------------------------------11 3,对应表制作与选择-----------------------------------------------------------------------------------------123.1 介绍---------------------------------------------------------------------------------------------------123.2 操作步骤---------------------------------------------------------------------------------------------12 4,说明-----------------------------------------------------------------------------------------------------------144.1 ONC1A------------------------------------------------------------------------------------------------144.2 ONC1B------------------------------------------------------------------------------------------------144.3 ONC1C------------------------------------------------------------------------------------------------154.4 ONC1D------------------------------------------------------------------------------------------------154.5 ONC1E------------------------------------------------------------------------------------------------164.6 ONC1F------------------------------------------------------------------------------------------------174.7 ONC1G------------------------------------------------------------------------------------------------174.8 ONC1F------------------------------------------------------------------------------------------------17 5,附件-----------------------------------------------------------------------------------------------------------195.1 数码按钮控制板说明--------------------------------------------------------------------------------19 5.2 象素点排列说明--------------------------------------------------------------------------------------19版本说明:V1.0控制系统使用说明书1,系统概述: 1.1系统简介:我们的控制系统在联机控制时在电脑上提供一个可移动的取景框,LED 灯的每个像素与取景框内的点对应,同步显示;提供保存和下载功能把显示把戏下载到存储板上可脱机控制。
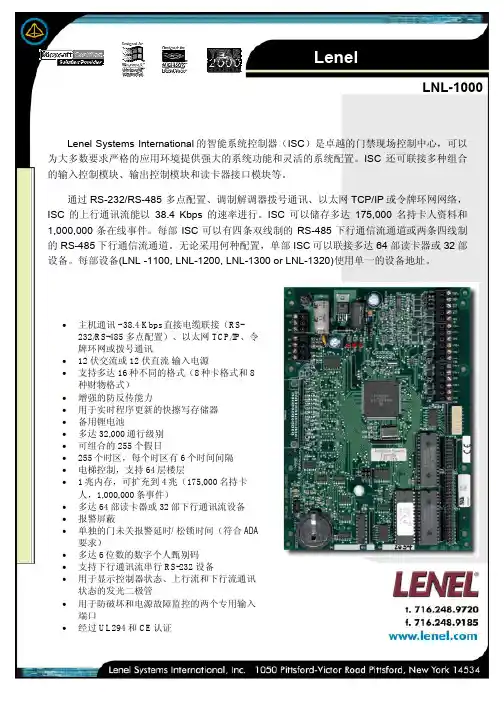
扫描二维码,关注盈控官方微博获取更多信息WinIO 1000WinIO 1000是一种高性能、分布式、模块化结构的I/O产品。
I/O模块支持热插拔、冗余/非冗余混合组态,具有多种电路保护、在线诊断功能。
WinIO 1000的安装与布线方式简单快捷,高度模块化与极大的灵活性使其能实现多种应用功能。
I/O模块可根据不同的功能需求进行相应的配置安装,一个WinIO 1000站最多由两个单独或一对冗余的CI模块,20个单独 I/O模块或10对冗余I/O模块构成, 冗余与非冗余模式可在一个I/O站上混合组态。
WinIO 1000站的组件包括:背板、I/O通讯模块、I/O模块、和端子板。
I/O模块将现场输入信号传给控制器并将系统输出信号传给现场设备,控制器采用Profibus DP总线协议通过CI模块与I/O模块进行通讯, 执行控制功能。
CI模块与各I/O模块间通过内部总线实现通讯,端子板提供I/O模块的现场接线接口。
15AI1031B8通道,支持0/4..20mA和0/1..5V信号类型,精度达0.1%支持热插拔、冗余支持短路和断路检测支持极性反接保护、短路保护、过流保护及EMC抗电磁干扰保护分辨率:15 bit+1 status bit模拟量输入模块—特点:AI1032B 通道隔离分辨率:15 bit+1 status bit 特点:输入信号类型电压,电流(两线制),电流(四线制)测量范围0/1..5V, 0/4..20mA指标项数值通道数量8通道数量8指标项数值精度0.1% F.S.量程上限 5.5V(电压信号);22mA(电流信号)隔离电压500VAC 系统侧与现场侧输入阻抗(电流输入) 250Ω输入阻抗(电压输入)1MΩ变送器供电范围≥ 18VDC通道电流限制(28±10%) mA安全电压29VDC最大电缆长度800mCMRR, 50 HZ,60 HZ ≥ 120DBNMRR,50 HZ,60 HZ ≥ 60DB分辨率15 bit+1 status bit温漂(电流)≤80ppm/℃温漂(电压)≤100ppm/℃数据更新周期20ms信号滤波时间50ms现场侧电源功耗<7.5W/模块系统侧电源功耗<2.5W/模块电气安全等级Class I, IEC 61140保护等级IP20污染等级Degree 2, IEC 60664-1机械防插错件A3B1高*深*宽140 mm x 158 mm x 20 mm 重量0.17 kg8通道,支持0/4..20mA和0/1..5V信号类型,精度达0.1%支持热插拔、冗余支持短路和断路检测支持极性反接保护、短路保护、过流保护及EMC抗电磁干扰保护输入信号类型电压,电流(两线制),电流(四线制)测量范围0/1..5V, 0/4..20mA 精度0.1% F.S.量程上限 5.5V(电压信号);22mA(电流信号)隔离电压500VAC 系统侧与现场侧 250 VAC 通道与通道 输入阻抗(电流输入)250Ω输入阻抗(电压输入)1MΩ变送器供电范围≥ 18VDC 通道电流限制(28±10%) mA 安全电压(系统侧/现场侧)29VDC 最大电缆长度800m CMRR, 50 HZ,60 HZ ≥ 120DB NMRR,50 HZ,60 HZ ≥ 60DB 分辨率15 bit+1 status bit 温漂(电流)≤80ppm/℃温漂(电压)≤100ppm/℃数据更新周期20ms 信号滤波时间50ms 现场侧电源功耗<7.5W/模块系统侧电源功耗<2.5W/模块电气安全等级Class I, IEC 61140保护等级IP20污染等级Degree 2, IEC 60664-1机械防插错件A4B1高*深*宽140 mm x 158 mm x 20 mm 重量0.24 kg 技术指标技术指标模拟量输入模块—1417模拟量输入模块 — A I1031H8通道,支持0/4..20mA信号、0/1..5V信号及HART信号,精度达0.1%支持热插拔,冗余支持短路及断路的检测支持极性反接保护、短路保护、过流保护及EMC抗电磁干扰保护分辨率:15 bit+1 status bit特点:AI1031R 8通道,通过热电阻测量温度,支持两线制和三线制仪表连接输入信号类型电压,电流(两线制),电流(四线制)测量范围0/1..5V, 0/4..20mA 指标项数值通道数量8输入信号类型热电阻信号信号范围CU50 (-50°C..150°C);PT100 (-200°C..850°C)精度隔离电压500VAC 系统侧与现场侧安全电压(系统侧)29VDC 最大电缆长度800m CMRR,50Hz,60Hz ≥ 120DB NMRR,50 HZ,60 HZ ≥ 60DB 分辨率16 bit + 1 status bit 温漂<50ppm/°C 数据更新周期<1s 系统侧电源功耗<2.5W/模块电气安全等级Class I, IEC 61140 保护等级IP20 污染等级Degree 2, IEC 60664-1机械防插错件A4B2高*深*宽140 mm x158 mmx20 mm 重量0.17 kg 指标项数值通道数量8精度0.1% F.S.量程上限 5.5V(电压信号);22mA(电流信号)隔离电压500VAC 系统侧与现场侧输入阻抗(电流输入)250Ω输入阻抗(电压输入)1MΩ通道电流限制(28±10%) mA安全电压(系统侧/现场侧) 29VDC最大电缆长度800mCMRR, 50 HZ,60 HZ ≥ 120DBNMRR,50 HZ,60 HZ ≥ 60DB分辨率15 bit+1 status bit 温漂(电流)≤80ppm/℃温漂(电压)≤100ppm/℃数据更新周期20ms(HART:80ms)信号滤波时间50ms现场侧电源功耗<7.5W/模块系统侧电源功耗<2.5W/模块电气安全等级Class I,符合IEC 61140保护等级IP20污染等级Degree 2, IEC 60664-1机械防插错件A1B2高*深*宽140 mm x 158 mm x 20 mm 重量0.17 kg模拟量输入模块 —支持PT100和CU50两种类型的热电阻, 线性化和温度支持热插拔支持断路的检测功能数模转换有模块自身实现分辨率:16 bit + 1 status bit 技术指标支持EMC保护技术指标±1°C 特点:1618AI1031T热电偶输入模块特点:输入信号类型热电偶信号精度0.1% F.S. (-10 mV..90mV)CJ 补偿通道Pt100隔离电压500VAC 系统侧与现场侧安全电压(系统侧)29VDC 最大电缆长度800m CMRR,50Hz,60Hz ≥ 120DB NMRR,50 HZ,60 HZ ≥ 60DB分辨率16 bit + 1 status bit 温漂< 50ppm/°C 数据更新周期<1s系统侧电源功耗<2.5W/模块指标项数值通道数量8电气安全等级Class I, IEC 61140 保护等级IP20污染等级Degree 2, IEC 60664-1机械防插错件A3B2高*深*宽140 mm x 158 mm x 20 mm 重量0.17 kg输出信号类型电流测量范围0/4..20 mA 指标项数值通道数量88通道,支持B型、E型、J型、K型、N型、R型、S型、T型和U型的热电偶信号端子板上PT100冷端温度补偿支持热插拔、冗余和断路诊断支持EMC保护分辨率:16 bit + 1 status bit模拟量输出模块—AO1031B8通道,支持0/4..20mA信号类型支持热插拔、冗余支持短路和断路检测支持极性反接保护、短路保护、过流保护及EMC保护功能分辨率:15 bit + 1 status bit精度0.1% F.S.量程上限22mA隔离电压500VAC 系统侧与现场侧输出负载最大750Ω最大输出电流22.5mA 安全电压(系统侧/现场侧)29VDC 最大电缆长度800m 上升时间≤50ms 下降时间≤50ms分辨率15 bit + 1 status bit 温漂<50ppm/°C 现场侧电源功耗<7.5W/模块系统侧电源功耗<2.5W/模块电气安全等级Class I, IEC 61140 保护等级污染等级IP20Degree 2, IEC 60664-1机械防插错件A1B3高*深*宽140 mm x 158 mm x 20 mm 重量0.17 kg技术指标技术指标特点:19信号范围Type B、type E、type J、type K、type N、type R、type S、type T、type UAO1032B8通道,支持0/4..20mA信号类型通道隔离支持热插拔、冗余支持短路和断路检测支持极性反接保护、短路保护、过流保护及EMC保护功能分辨率:15 bit + 1 status bit特点:模拟量输出模块— AO1031H8通道,支持0/4..20mA信号和HART信号支持热插拔、冗余支持短路和断路检测有极性反接保护、短路保护、过流保护及EMC保护功能分辨率:15 bit + 1 status bit特点:指标项数值通道数量8输出信号类型电流测量范围0/4..20mA 精度0.1% F.S.量程上限22mA隔离电压500 VAC 系统侧/现场侧输出负载最大750Ω最大输出电流22.5mA 安全电压(系统侧/现场侧)29VDC 最大电缆长度800m 数值通道数量8输出信号类型电流测量范围0/4..20 mA 精度0.1% F.S.量程上限22mA隔离电压500VAC 系统侧与现场侧输出负载最大750Ω最大输出电流22.5mA 安全电压(系统侧/现场侧)29VDC 最大电缆长度800m 分辨率15 bit + 1 status bit 温漂< 50ppm/°C 数据更新周期20ms 现场侧电源功耗<7.5W/模块系统侧电源功耗<2.5W/模块电气安全等级Class I, IEC 61140 保护等级IP20污染等级Degree 2, IEC 60664-1机械防插错件A2B3高*深*宽140 mm x 158 mm x 20 mm 重量0.24 kg上升时间≤50ms 下降时间≤50ms分辨率15 bit + 1 status bit 温漂< 50ppm/°C 数据更新周期20ms(HART:80ms)现场侧电源功耗<7.5W/模块系统侧电源功耗<2.5W/模块电气安全等级Class I, IEC 61140 保护等级IP20污染等级Degree 2, IEC 60664-1机械防插错件A3B3高*深*宽140 mm x 158 mm x 20 mm 重量0.17 kg技术指标技术指标指标项模拟量输出模块—上升时间≤50ms 下降时间≤50ms数字量输入模块DI1041B16通道,支持24VDC干触点信号,24 VDC/48 VDC和110 VAC/220 VAC的继电器信号支持热插拔、冗余支持过程电压检测及通道自检支持极性反接保护、过流保护及EMC保护功能特点:16数字量输出模块 DO1041B16通道,支持24VDC/220VAC继电器信号支持热插拔、冗余支持过程电压检测及通道自检功能支持极性反接保护、短路保护、过流保护及EMC保护功能输入信号类型24VDC 干触点信号;24VDC/48VDC 110VAC/220VAC 继电器信号 隔离电压500VAC 系统侧与现场侧TB1041-DI TB1042-DI DRY “1”DRY “0”开关DRY “1”DRY “0”开关TB1042-DI, WET “1”>18VTB1042-DI, WET “0”<2V通常通道输入电流8mA输入阻抗 2.8 KΩ数据更新周期5ms安全电压(系统侧/现场侧)29VDC最大电缆长度800m现场电压能耗<2W/模块系统电压能耗<2.5W/模块电气安全等级Class I,符合IEC 61140保护等级IP20机械防插错件A1B1高*深*宽140 mm x 158 mm x 20 mm 重量0.17 kg 输出信号类型24 VDC/220VDC 继电器输出隔离电压500VAC 系统侧与现场侧最大负载电流50mA最大短路电流700mA安全电压(系统侧/现场侧)29VDC最大电缆长度800m数据更新周期5ms现场侧电源功耗<11W/模块系统侧电源功耗<2.5W/模块电气安全等级保护等级Class I, IEC 61140IP20污染等级Degree 2, IEC 60664-1机械防插错件A2B1高*深*宽140 mm x 158 mm x 20 mm 重量0.17 kg技术指标技术指标特点:8通道,支持0..50 kHz的频率测量信号和0..2 kHz的脉冲计数信号支持热插拔支持超量程检测支持EMC保护分辨率:脉冲计数16 bit + 1 status bit;频率测量 31 bit + 1 status bit特点:8高:(3.78 ± 10%)V 脉冲输入模块—PI1031B输入信号类型 5 VDC/12 VDC/24 VDC 信号范围脉冲计数:0..2 kHz 频率测量:0..50 kHz精度(频率输入)1HZ(0..10kHZ,包括10kHZ), 0.05%(10kHZ..50kHZ)分辨率PI1031B PI1031B_P16 bit + 1 status bit 31 bit + 1 status bit 数据更新周期20ms 线缆最大长度800m滤波时间5µs, 25µs, 250µs 最大脉冲频率(频率测量)50KHz 最大脉冲频率(脉冲计数)2KHz 滞回现场侧电源能耗<2W/模块系统侧电源能耗<1W/模块安全电压(系统侧/现场侧)29VDC电气安全等级Class I, IEC 61140保护等级IP20污染等级机械防插错件Degree 2, IEC 60664-1WinIO 1000 端子板TB1031-PI TB1031-AI 0/4..20mA;0/1..5VDC; HART信号;支持非冗余/冗余配置的AI1031B/AI1031H模块。
目录1 一般信息1-1 1.1 本手册使用符号1-1 1.1.1 安全符号1-1 1.1.2 指示符1-2 1.1.3 真空符号1-2 1.1.4 术语定义1-3 1.2 INFICON服务的支持1-5 1.2.1 维修中心1-6 1.3 前言1-7 1.3.1 用途1-7 1.3.2 技术参数1-8 1.3.2.1 物理参数1-8 1.3.2.2 电气参数1-8 1.3.2.3 接口1-8 1.3.2.4 其它参数1-9 1.3.2.5 环境条件1-9 1.4 开箱1-9 1.4.1 设备供货范围1-101.4.2 附件与选件1-102 安装2-1 2.1 运输2-1 2.2 就位2-1 2.3 仪器组件2-1 2.3.1 电子学模件2-3 2.3.1.1 通风2-3 2.3.1.2 键操作开关2-3 2.3.1.3 工作和显示单元2-3 2.3.2 质谱仪模件2-6 2.3.2.1 涡轮分子泵2-7 2.3.2.2 质谱仪2-8 2.3.2.3 离子源2-9 2.3.2.4 分离系统2-9 2.3.2.5 离子收集极2-9 2.3.2.6 静电放大器2-9 2.4 安装2-10 2.4.1 真空连接件2-11 2.4.2 电气连接件2-12 2.4.3 连接质谱仪- 电子学模件2-13 2.4.4 设定工作模式2-15 2.4.4.1 调整配线器2-16 2.4.5 连接至外控制器2-16 2.4.5.1 连接至SPS 2-17 2.4.5.2 数字I/O 插头, 多功能(16-脚) 2-18 2.4.5.3 数字输出, 插头: 数字输出(16-脚) 2-182.4.5.6 模拟输出2-19 2.4.5.7 图形记录仪输出, 模拟输出插头(4脚) 2-20 2.4.5.8 音响输出2-21 2.5 仪器运行2-22 2.5.1 功能说明2-22 2.5.2 连接选件2-23 2.5.2.1 逆流配置(GROSS) 带泵模件2-24 2.5.2.2 逆流配置(FINE) 不带泵模件2-25 2.5.2.3 中间进气口配置(FINE) 2-262.5.2.4 吸入器模式配置2-273 运行3-1 3.1 仪器接通电源3-1 3.1.1 校准压强规管3-2 3.1.2 确定真空模式的机器因素3-2 3.2 操作单元上的控制器3-3 3.2.1 操作与显示单元3-3 3.2.1.1 全貌3-3 3.2.1.2 操作单元上的控制器3-3 3.2.1.3 显示元件3-5 3.2.1.4 配置仪器参数3-6 3.2.1.5 菜单功能3-7 3.2.2 电源开关3-11 3.2.3 键开关3-11 3.3 校准3-12 3.3.1 内部校准3-12 3.3.2 外校准3-14 3.3.2.1 真空和吸入器模式的标准校准3-14 3.3.2.2 动态校准3-14 3.4 可编程的控制通讯3-16 3.4.1 数字输入3-16 3.4.2 继电器输出3-17 3.5 音响讯号3-183.6 停机3-184 维护4-1 4.1 INFICON服务4-1 4.2 维护工作4-1 4.2.1 更换过滤插件4-2 4.2.2 测试真空计PSG400 4-2 4.2.3 泵模件选件的维护4-2 4.2.4 更换电源保险丝4-3 4.2.5 清洗4-3 4.3 维护计划4-3 4.4 警告和误差信息4-6 4.4.1 硬件问题4-6 4.4.2 与应用有关的问题4-10附录A-1 A 索引A-11一般信息亲爱的用户,您选购的检漏仪是INFICON公司在真空与检漏技术领域积累了多年经验的产品.LDS1000 检漏仪尤其适合于组装在工业系统中. 它的多功能性, 操作简易和接口提供使这台设备适用于广泛的应用范围.本使用说明书包含有关LDS1000的功能, 安装, 启用与操作等重要说明.注我们建议您仔细阅读本使用说明书, 以保证从一开始就进入最佳工作状态.一般说明本公司保留设计与特定参数的更改权. 图示是无约束的.1.1 本手册使用符号1.1.1 安全符号有关操作安全与保护的重要标注如下:有关正确安装与使用设备的信息. 忽视将导致误动作或设备的局部损伤.有关防止大范围地损坏设备和环境的信息.有关防止各种人身伤害的信息.表示必须由熟练人员才能执行的步骤.1.1.2 指示符提示有关有益的步骤信息.注有关用户必须遵守的特殊技术要求的信息.参考图示依次包含章节数, 图号和项号. 例如: 图2-4/7为2章的图4中项7.1.1.3 真空符号下面列出本手册中使用的某些重要真空符号.图1-1 真空符号1.1.4 术语定义质量调整这个功能自动调谐质谱仪, 显示最大漏率. 控制处理器在选择的范围内改变离子加速电压直到离子检测器检测到最大的离子流. 在每次校准过程中自动运行质量调整功能.自动测量量程自动选择前置放大器的放大量程.LDS1000的自动测量量程功能覆盖所选定模式: 真空模式或吸入器模式的整个测量量程或漏率量程.自动抑零扣除和更新氦本底. 这个模式是用于确定漏率讯号的内部本底, 以便在随后的测量中不再出现这个内部氦本底.每次从STBY 转换至MEAS 或调用CAL 模式时执行. Zero 测量仅运行于前置放大器最灵敏的量程, 对于其它测量量程进行计算. 对不同测量量程确定的零值贮存在内存中, 在以后校正全部漏率时使用.如以后的校正结果中出现负值, 贮存的偏离值将按最小值为零值的原则变更. 从而校正值将自动适应衰减的本底(自动本底修正).GROSSGROSS是允许高的进气口压强(3 毫巴) 的测量模式. 最小可检漏率为3.5 x 10-10毫巴升/秒.FINEFINE 是进气口压强低于0,3 毫巴的中等测量模式. 检测上限为5 x 10-11毫巴升/秒.前级压强涡轮分子泵与涡旋泵之间前级管道中的压强.内部氦本底在测量系统中当前的氦分压强. 内部氦本底值是在Stand-by 模式中测量的, 并在转换至测量模式后, 最后从测量的讯号中扣除.最小可检漏率LDS1000可检测的最小漏率(≤5 x 10-11毫巴升/秒).菜单用户可使用菜单按自己的要求编程LDS1000. 菜单是树状的分支结构.测量测量模式LDS1000 测量试样的漏率.交货状态/ 缺省LDS1000 出厂时的交货状态.待用(STBY)等待状态. LDS1000 显示内部氦本底.PLC程序控制系统(可由用户编程). 生产设施的控制系统, 也控制LDS1000.1.2 INFICON服务的支持如将设备返回INFICON或INFICON的授权代理. 请标明设备无危害健康的物质或设备已污染. 如已污染, 前请标明危害的性质. 无污染申报表的任何设备INFICON将按发送地址退回. 对于LDS1000的单个元件同样有效.详细说明污染类型的表格见本章末.建议签订一份维护和检修合同.1.2.1 维修中心当您需要紧急协助时, 请与当地INFICON维修中心联系或联系德国科隆的服务热线:1.3 前言1.3.1用途LDS1000 是一台氦检漏仪用于安装在试漏系统中. 通常由PLC或RS232控制.LDS1000是检漏模件用于组装在工业试漏系统中. 可用于定量确定试件中的漏孔.•如在试件中充以氦压, 置于用真空连接至LDS1000的测试室中, 或•在试件中充以正压的氦测试气体, 用吸入器探头在试件外搜索(吸入器模式).LDS1000只能用于检漏.切勿用作抽气系统(尤其不能抽腐蚀性或潮湿气体).LDS1000的质谱仪模件中有强的永久磁铁可影响医疗注入或电子学设备.1.3.2 技术参数1.3.2.1 物理参数最大进气口压强GROSS 3毫巴最大进气口压强FINE 0.3毫巴最低可检氦漏率•真空模式–GROSS 模式≥3,5x10-10毫巴⋅升/秒–FINE 模式≥5x10-11毫巴⋅升/秒• 吸入器模式≥1×10-7毫巴⋅升/秒可显示的最大氦漏率0.1毫巴⋅升/秒测量范围10个量级漏率讯号的时间常数<1秒(盲住, 最终值的63%)可检质量数2,3和4质谱仪180°扇形磁场离子源两个阴极;铱/氧化钇进气口DN25KF起转时间(从开机) ≤3分1.3.2.2 电气参数电源, 可开关, 单相(与型号有关) 115伏±15%230伏±15%电源频率50/60 Hz功率损耗<120伏安保护类型–电子学模件IP30–手持单元IP54电源电缆(EU,USA,UK) 2.5米1.3.2.3 接口记录仪输出0-10伏控制输出典型24伏,最大35伏接口RS232音响输出1.3.2.4 其它参数电磁阀24伏电子学模件尺寸483 × 133 × 375毫米19 x 5 x 15’’质谱仪模件尺寸360 x 212 x 227毫米14,2 x 8,3 x 8,9’’电子学模件重量10公斤22磅质谱仪模件重量8,5公斤20磅污染水平(按IEC60664-1标准) 2过电压类别(按IEC60664-1标准) Ⅱ1.3.2.5 环境条件用于室内允许环境温度(在运行过程中) +10 °C … +40 °C允许储存温度–20 °C … +60 °C最高相对湿度80% 无凝聚最大允许海拔高度(在运行过程中) 2000米质谱仪的最大允许磁场感应强度7mT1.4 开箱LDS1000到货后应立即开箱, 即使暂不安装.检查运输箱是否有任何外伤. 完全取开包装材料.检查LDS1000的完整性(参阅1.4.1节), 并仔细目测检查LDS1000.如发现任何损伤, 立即报告代理商和保险商. 如损坏件必须更换, 请与订货部门联系.提示保留包装材料, 以便发现损坏时申诉.1.4.1 设备供货范围LDS1000 基本单元, 包括: 件号. 146 00• 电子学模件• 质谱仪模件, 真空计, 2 套钥匙• 3 根电源电缆(Europ, USA, UK)• SPS 连接件• 记录仪的连接件插头• 成套保险丝LDS1000基本单元: 件号. 146 01与146 00相同(见上), 但予装配电子学模件与质谱仪模件之间10 米间距(LDS包括改进的电路板和10 米连接电缆)1.4.2 附件与选件下列部件可附加订货:吸入器阀门• 吸入器管线3米带LEDs和测试器5米带LEDs和测试器10米带LEDs和测试器件号. 145 20 件号. 145 21 件号. 145 22 件号. 145 23MS 电缆1,5米3米5米10米包含专用的MSV电路板件号. 146 31 件号. 146 32 件号. 146 33 件号. 146 34延伸电缆5米10米15米件号. 146 40 件号. 146 41 件号. 146 42内部测试漏孔TL7 件号. 145 49 泵模件D4B 230V 件号. 145 11 • 带软管的喷枪件号. 165 55污染申报表检修和/或服务的提供仅适用于已提交正确完整申报表的真空设备和元件. 手续不完整的将导致延迟.本申报表必须由经过授权和有资格的人员填写和签署.1产品说明型号编号出厂号2 返修原因3 使用的工作液体4 产品的污染过程:毒性否□是□腐蚀性否□是□生物危害性否□是□*)易爆性否□是□*)放射性否□是□*)其它有害性物质否□是□5 有害的物质、气体和/或副产品请列出与设备接触过的物质、气体和副产品:商标/ 产品名称制造厂化学名称(或符号)危险性材料等级如泄漏应采取的措施人体接触的急救方法6 有法律约束的申报:我申明本申报表中的信息是完整和正确的。
目录
(版本V1.00)
SLCNC-L1000_V2系统(步进方案)连接框图 (2)
SLCNC-L1000_V2系统(伺服方案)连接框图 (3)
提示1:线缆制作图中所标定的长度仅供参考提示2:涉及到外围部件自带线缆的,请参照系统图制作
MD2C(控制箱至X轴、Y轴、Z轴2MD860步进电机驱动器之连接线) (4)
MD2D(控制箱至X轴、Y轴、Z轴SLSDB系列伺服驱动器之连接线) (5)
MD2G(控制箱至X轴、Y轴、Z轴松下A4/A5系列伺服驱动器之连接线) (6)
MD2H(控制箱至X轴、Y轴、Z轴松下J系列伺服驱动器之连接线) (7)
MD2I(控制箱至X轴、Y轴、Z轴东元TSDA系列伺服驱动器之连接线) (8)
MD2J(控制箱至X轴、Y轴、Z轴埃斯顿EDB系列伺服驱动器之连接线) (9)
MD2K(控制箱至X轴、Y轴、Z轴台达ASDA-A系列伺服驱动器之连接线) (10)
MD3B(控制箱至电子手轮之连接线) (11)
MD5(控制箱至对刀开关之连接线) (12)
MD5D(控制箱至启动开关、停止开关、急停开关之连接线) (13)
MD6C(控制箱至X轴、Y轴、Z轴原点接近开关之连接线) (14)
MD6D(控制箱至X轴、Y轴、Z轴限位开关之连接线) (15)
MD9(控制箱至海利浦A型变频器之连接线) (16)
MD9C(控制箱至富凌系列变频器之连接线) (17)
MD9D(控制箱至台达系列变频器之连接线) (18)
MD9E(控制箱至四方系列变频器之连接线) (19)
MD9F(控制箱至天凯系列变频器之连接线) (20)
MD9G(控制箱至信福泰系列变频器之连接线) (21)
Y51(主轴变频器输入电源之连接线) (22)
Y52(主轴变频驱动器至三相异步变频电机之连接线) ................................................................................ .23 Y56A(驱动器至XYZ轴步进电机之连接线) ......................................................................................... .24 附1:普通雕刻机平面指示图. (25)
附2:两相步进电机绕阻接法与特性图示指南 (26)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
附1:普通雕刻机平面指示图
深圳市山龙科技有限公司
25
26
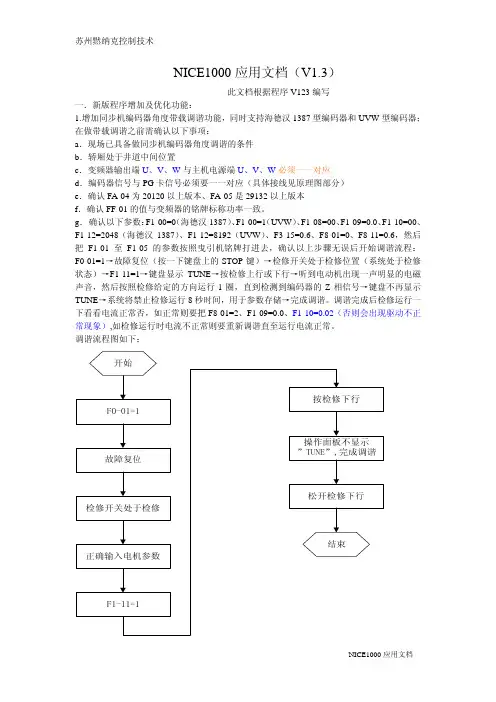
附2:两相步进电机绕阻接法与特性图示指南
◆ 对于6、8线步进电机,不同线圈的接法电机性能有相当大的差别,如下图所示:
◆ 串、并联接法如下图所示:
▲ 用户可根据实际需要选择不同的方式接线; 深圳市山龙科技有限公司
蓝红黄绿
棕
黑橙白
A相
B相
57HS22
A相
B相
57HS22
A相
B相
57HS22
(a)引线定义
(b)串联接法
(c)并联接法
A+A-B+B-4线电机
A+A-B+B-8线电机并行接法 高速性能好
A+A-B+B-8线电机串行接法低速力矩大
A+A-B+B-6线电机高力矩模式
A+A-B+B-6线电机高速模式
NC
NC NC NC。