大型水轮发电机组镜板研磨工艺探讨
- 格式:pdf
- 大小:884.00 KB
- 文档页数:3

科协论坛·年第期(下)··1.简介1.1项目来源我公司作为分包商承担AKA 集团2台份的推力轴承制造任务。
1.2目的意义通过科研研究掌握大尺寸超薄镜板超精研磨的制造技术,为下一步我公司独立制造类似三峡左岸的超大容量水轮发电机作准备。
1.3技术水平镜板的超精密加工是我们的传统优势项目,近年来通过工艺改进、实践的探索,已成功地制造出水口4600mm ,二滩4200mm ×140m m 的镜板,二滩的镜板直线度达到0.01mm ,镜面粗糙度达到Ra0.2m 以上。
1.4技术难度三峡的镜板尺寸现改为5220mm ×82mm ,镜板厚度比原尺寸更薄,为克服镜板自身柔性产生的变形,采取镜板与推力头把合成整体加工的方案。
研磨装置经改造后可用于三峡镜板的研磨,研制了大型翻身工具。
要保证推力头镜板的把合面之间没有间隙,而且镜板最后超精加工也要选择一个合理的加工余量,我们经过反复研究,并与有经验的操作者反复试验,最终确定了镜板单件加工应留加工余量,为下一步镜板超精加工研磨打下基础。
1.5经济效果利用现有设备,完成推力头镜板的加工制造,使之达到三峡合同要求。
2.研究内容保证平面度、平行度工艺方法的研究;镜板起吊、翻身方法的研究;推力头镜板装配后对镜板平面度的影响与控制方法;推力头镜板装配后加工方案的研究;推力头镜板装配后翻身方案的研究;测量方法的研究。
3.研究方法3.1保证平面度、平行度工艺方法的研究3.2工作台调整我们加工镜板所用的设备都是老式动压立车,因此为保证工作台的端面跳动≤0.02mm ,需要反复调整油压,保证各个瓦面油膜厚度均匀,受力相同。
3.3横梁调整在工作台调整合格的情况下,对横梁进行调整,保证横梁与工作台的平行度。
其方法是粗加工镜板时,反复翻身对正反两面进行车加工,并在内外圆处测量镜板的厚度差,当内外圆厚度差≤0.02m m 即视为调整合格。
3.4垫筒的选择与分布由于镜板面积大而且薄,如果放在车胎上,车磨镜板时镜板本身会随着车胎的平面形状而变,不能达到加工要求。
镜板研磨工艺1、适用范围:适用于在水电站检修工地,应用镜板研磨机对水轮发电机的镜板进行研磨、抛光过程。
2、需用设备:2.1、镜板研磨机3、需用工、量具:3.1、组合式表面粗糙度样板3.2、500mm刀口尺(1级)3.3、200x200mm框式水平仪(0.02mm/m)3.4、300m m钢板尺、1m钢板尺、3m卷尺3.5、研磨盘(有巴氏合金层)、抛光盘3.6、小磅称(称磨料、油等用)3.7、盛磨料容器(有盖的)3.8、盛油容器(有盖的)3.9、盛研磨剂容器(有盖的)3.10、吊具3.11、(镜板研磨机)专用板手、活动板手等钳工工具3.12、毛刷4、需用材料:4.1、天然细(w20)油石4.2、白刚玉W A(GB/T2479-1996普通磨料白刚玉)或绿色碳化硅GC(GB/T2480-2008普通磨料碳化硅)。
粒度:w14、w10(GB2477-83磨料粒度及其组成)。
重量:各10kg。
(粒度w14的作为备用材料)。
4.3、酒精或汽油、煤油、20#机油4.4、金刚石喷雾研磨剂10μm、7μm、5μm、2.5μm、1μm各2瓶。
(10μm、5μm、1μm金刚石喷雾研磨剂作为备用材料)4.5、金丝绒布、3m m厚细呢子或细毛毡(包裹抛光盘用)4.6、白布、白绸布(擦洗镜面用),绢布(过滤油用)4.7、透平油,描图纸或蜡纸(镜面临时油封用)4.8、毛毡等镜板遮盖材料(镜面防护用)5、工艺准备:5.1、熟悉图纸及工艺,准备好需用的工、量具和需用的材料。
5.2、清扫研磨场地,擦洗镜板研磨机、工、量具等,应达到无粉尘要求。
5.3、调整镜板研磨机。
5.3.1、检查并调整镜板研磨机,要求研磨机主轴垂直度≤0.03mm/m,调整完成后拧紧底脚防松螺母。
5.3.2、以研磨机主轴轴线为中心线,根据镜板直径大小,将四个支承座圆周均布并固紧在基础板上,用钢板尺或卷尺测量,要求四个支承座外侧面至主轴轴线距离偏差≤1mm。
5.3.3、用钢板尺测量,按镜面到转臂底面距离约205-210mm 要求粗调各支承座等高。

镜板研磨机的改进与思考洪国标,吴 江,陆 明,杨学飞(中国长江电力股份有限公司检修厂机械部,湖北省宜昌市443002)摘要:镜板是水轮发电机组推力轴承的心脏部件,其表面粗糙度直接关系着水轮发电机组的安全运行。
葛洲坝电站水轮发电机组镜板材料采用45号锻钢制成,其粗糙度、表面硬度和波浪度有非常严格的技术要求,在发电机组A 修过程中必须对发电机组推力轴承的镜板表面进行研磨和抛光处理。
文中介绍的液压传动系统镜板研磨机,大大提高了镜板研磨抛光的工作效率及研磨精度。
关键词:水轮发电机组;镜板;液压传动;镜板研磨机;粗糙度;波浪度中图分类号:TM 312;T V734收稿日期:2008-07-07;修回日期:2008-11-05。
0 引言镜板是水轮发电机组转动部分与固定部分间的连接部件,其作用是将机组轴向负荷传递到推力瓦上,与推力瓦及其支撑部件组成推力轴承。
一般大型竖轴水轮发电机组均采用稀油润滑的分块瓦推力轴承。
由于镜板在推力瓦面上以相当高的线速度作旋转运动,如果镜面有伤痕或粗糙度下降,就有可能出现研瓦、烧瓦现象,危及机组的安全和稳定运行,所以,机组经过8年~10年的运行后,水电厂在扩大性大修(A 修)期间需要对镜面作研磨处理。
葛洲坝电站共有22台水轮发电机组,均为竖轴半伞式三相交流同步发电机。
自1990年第1台机组扩修开始,每年都会安排一台机组进行扩修,近几年随着多台机组检修期临近,部分年份扩修机组达2台或3台,镜板研磨机的使用较为频繁,因此,对研磨机的效率和研磨效果提出了更高的要求[1]。
葛洲坝电站机组扩大检修初期,镜板研磨机为传统的固定磨盘式研磨机,以后与全国大多数电站一样改用旋转磨盘式研磨机,目前已使用液压磨盘式研磨机,镜板研磨周期从原来的20d~25d 缩短至10d~15d,并且镜板研磨效果有了大幅提高。
1 镜板研磨原理研磨镜板时,将镜板镜面朝上平稳放置在牢固的支架上,先用洁净干燥的白布将镜面擦净,再用细绸布蘸酒精擦净油污,然后用几个外面包有细毛毡的金属研具研磨,在细毛毡与镜面间均匀涂以研磨溶液,使研具在镜板镜面上旋转,线速度控制在1m /s~2m/s,靠研磨溶液对镜面进行研磨。
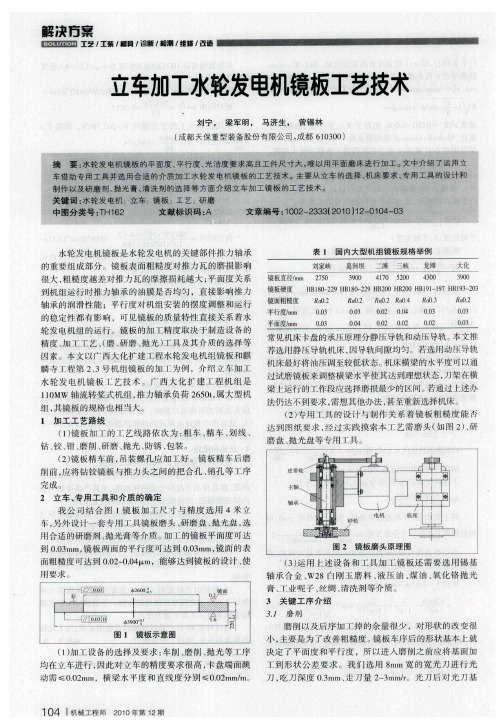
•镜板是推力轴承的关键部位之一,介绍了在大型普通卧式车床上,利用珩磨工具及专用夹具装夹工件进行珩磨镜面的制造工艺。
使用花盘专用夹具定位,镜板安装时基准面与夹具装夹时定位基准统一,生产工艺容易掌握,生产效率高,经济实用,产品质量好。
因此,该套镜板制造工艺有一定的优越性。
1 、水轮机推力镜板的结构及精度要求珩磨镜板是生产立式水轮机组不可少的项目,镜板有较高的精度和较低的粗糙度要求,在车床上实现光整加工。
珩磨是最常见的一种光整和精整加工方法,使用专用夹具将镜板装夹在车床上,镜板紧贴平面定位,然后在车床刀架上用螺钉紧固珩磨工具进行珩磨加工。
尺寸精度达IT5 ~IT6,表面粗糙度Ra0.63 ~Ra0.02。
图1 所示是1600kW/24P 的立式水轮机镜板型号之一(材料为45 钢)。
镜板平面较大,镜面有较高的形位精度和较小的表面粗糙度(Ra0.2)要求。
车削平面时平面会产生较大的凸起或凹陷误差。
在设计和制造保证其必要的条件及加工过程中要严格执行工艺,严格控制形位误差,合理选用珩磨材料,控制珩磨转速,经粗、精、光、精整加工达到质量要求,才能顺利加工出合格的产品,使工件在装配后能保证水轮机的运行平稳和高可靠性。
2 、珩磨工作原理及工艺参数分析工作原理:将工件与夹具安装在车床的四爪卡盘上,以车床主轴带动工件旋转,转速为n,将珩磨头珩磨杆倾斜θ角度安装,在弹簧力的作用下压向工件表面。
通过摩擦力由工件带动珩轮回转,其转速为n轮。
珩轮沿工件横向作往复运动,由于珩轮的回转轴线与工件旋平面交叉角为θ,故珩轮在被工件带动的同时,还相对于工件表面r切的速度滑动,从而产生磨削作用。
工艺特点:设备简单,传动平稳,在工件上同时存在磨削挤压和抛光作用,粗糙度可达Ra0.63~Ra0.02,珩轮与工件表面为线接触,其压强大,切削效率高。
由于接触面积小,脱落的磨粒容易被润滑液带走,不易划伤工件表面。
珩轮自身回转使其磨损均匀,耐用度较高,经济实用。
4第42卷 第2期2019年2月Vol.42 No.2Feb.2019水 电 站 机 电 技 术Mechanical & Electrical Technique of Hydropower Station1 概述大型水轮发电机组镜板承受着水轮发电机转子的重量及轴向水推力等轴向负荷。
其工作性能不仅影响机组的出力和效率,而且还直接关系到能否安全稳定运行。
镜板和推力瓦之间如保证有良好的润滑条件,就必须使镜板和推力瓦的出油边的润滑油膜厚度满足常规设计值(一般在0.03-0.07mm左右),这就要求镜板的平面度小于0.03mm,表面粗糙度Ra值≤0.1μm,若镜板平面度较差,其偏差超过油膜的最小厚度时将导致油膜破坏,推力瓦和镜板之间处于半干摩擦状态下运行,导致烧瓦事故[1]。
为达到以上要求,在推力轴承镜板检修研磨时,应提高镜板修复精度,尽可能减小表面粗糙度Ra值。
五强溪电厂镜板采用55号锻钢精加工而成。
外径Φ4190mm,内径Φ2870mm,厚度280mm,重15.93t,镜面粗糙度Ra值按设计图纸要求≯0.1μm。
2 镜板研磨前准备2.1 工器具(1)电动研磨装置研磨是在工件转动与含有磨料自由运动的相对运动中,借助两接触面间的压力和相对滑动来进行切割的精加工方法。
电动研磨装置由机座、支承装置、调节装置、驱动装置、研磨盘、油盆等部件组成。
机座由20号钢板焊接制作而成,最大直径2500mm,高度500mm,用于安装支承装置、驱动装置、研磨盘等设备部件。
支承装置由4个活动支撑架组成,在支撑架下端加螺纹千斤顶作为辅助支撑,以增加活动支撑的承载能力,在支撑架上部安装有水平调整器,可对镜板进行任意方向的粗调或细调。
驱动装置由变频电机及精密行星减速机组成,由减速机通过转臂带动研磨盘旋转,研磨盘沿镜板圆周方向布置有3个,每个研磨盘直径380mm,沿圆周方向错开,以确保整个镜面均可以研磨,研磨盘的工作速度由变频器控制可实现无极变速,确保研磨盘沿镜板周向运动的工作线速度达到2.7~3.5m/s,研磨盘磨头压力设计为0.6~1.0kg/cm2,可进行预压力的调整,确保研磨力均匀。
在镜板下端油盆,可储存透平油、研磨膏等研磨后形成的油污。
(2)条式水平仪(250×0.02mm)(3)表面粗糙度检测仪(型号:DT100)(4)镜板专用平衡梁吊具(5)螺旋千斤顶(4×10T)(6)钢板尺(1000mm)、卷尺(3m)2.2 材料金刚石研磨膏(W20-W1)、海军尼绒布(厚度收稿日期:2017-12-13作者简介:袁世铎(1990-),男,助理工程师,从事水电厂机电设备维护管理工作。
大型水轮发电机组镜板研磨工艺探讨袁世铎,李 勇(五凌电力有限公司五强溪水电厂,湖南 沅陵419642)摘 要:推力轴承镜板是水轮发电机组转动部分的一个重要部件,镜板的研磨是一项要求精度很高的工艺,检修质量的好坏直接关系到推力瓦的寿命甚至危及机组的稳定运行。
按传统的方法对磨损较严重的镜板进行研磨修复,很难达到镜面平面度和表面粗糙度的技术要求。
而改用半精研磨—精研磨—抛光的方法,可获得较好的镜面效果。
文章介绍了五强溪电厂水轮发电机组推力轴承镜板检修过程中利用表面粗糙度检测仪和电动研磨装置,并结合数据分析方法,来达到保证镜板镜面研磨的最佳效果。
关键词:镜板;研磨工艺;粗糙度检测仪;数据分析中图分类号:TM312 文献标识码:B 文章编号:1672-5387(2019)02-0004-03DOI:10.13599/ki.11-5130.2019.02.0025第2期5mm)、绸布、白布、无水乙醇、46号汽轮机油、蜡纸、毛刷、毛毡、枕木。
2.3 研磨准备(1)清扫研磨场地,清洗电动研磨机、工量具等,应达到无尘要求。
(2)安装、调整好研磨机。
(3)将镜板吊入自动研磨装置外圈,镜面朝上,用枕木和螺旋千斤顶调整镜面水平直至其±X、±Y 4个方向水平偏差均≯0.04mm/m。
在研磨前还应对镜面水平度进行复测。
条式水平仪切向放置测量镜面水平。
(4)在镜板放置现场搭设施工棚,施工棚顶部及四周铺设彩条布,并设明显警示标识。
(5)用无水乙醇、白布洗净镜面,再用绸布进行擦拭干净,用蜡纸保护好[2]。
3 镜板研磨工艺3.1 研磨前检查分析记录(1)对镜板镜面进行粗糙度测量(以五强溪电厂5号水轮发电机组推力轴承为例)镜板镜面测点分布状态如图1,对应镜面粗糙度测量数据统计如表1。
图1 镜面测点分布状态图表1 研磨前粗糙度测量数据 单位:μm测点Ra值测点Ra值测点Ra值1号0.089号0.0717号0.122号0.1810号0.0818号0.083号0.0811号0.0919号0.074号0.0812号0.0920号0.085号0.1313号0.0821号0.106号0.0814号0.0922号0.077号0.0815号0.1123号0.078号0.2016号0.0724号0.08根据以上数据得出:2号、5号、8号、15号、17号点粗糙度值分别为0.18μm、0.13μm、0.20μm、0.11μm、0.12μm,共5个测点检测数据超过设计图纸要求0.10μm,其余19个测点数据均在0.07~ 0.10μm之间,符合设计图纸要求≯0.10μm要求,合格率仅为79.2%,镜面平均粗糙度为0.094μm。
为保障机组运行最优状态,镜板镜面粗糙度所有测点合格率如需全部达到100%,有必要对镜板镜面进行研磨。
(2)镜面外观检查1)镜面环状局部有多条轻微发蓝带,为油膜失效后高温所致;2)镜面中部环状位置有轻微划痕,为塑料推力瓦青铜丝与镜板摩擦所致;3)+Y与+X的夹角方向的外缘有一疑似锈斑缺陷,疑似原始安装镜板时,金属锐角伤害所致,或润滑油中较大的金属颗粒嵌入镜面与推力瓦接合面摩擦结果[3]。
3.2 半精研磨在电动研磨装置3个研磨盘上包裹2层海军尼,绒布厚5~7mm,以保证磨料的吸附和防止绒布破损损坏镜板镜面。
根据研磨前镜面检测数据分析有5个点粗糙度超标,综合表2、表3对照表数据,选择W5金刚石研磨膏作为研料。
表2 研磨膏粒度与粗糙度对照表粒度号粒度/μm光洁度(级)和效果W4040~289~11(粗研)W2828~209~11(粗研)W2020~169~11(粗研)W1616~1010~11(一般亮度)W1010~710~11(一般亮度)W77~510~11(精密亮度)W55~311~12(精密亮度)W33~111~12(镜面亮度)W11~0.512~13(超镜面亮度)W0.5<0.513~14(超镜面亮度)表3 光洁度与表面粗糙度对照表粗糙度Ra光洁度表面状态0.012 514雾状镜面0.02513镜状光泽面0.0512亮光泽面0.111暗光泽面0.210不可辨加工痕迹0.49微辨工痕迹0.88可辨加工痕迹将适量W5金刚石研磨膏和46号汽轮机油调袁世铎,等:大型水轮发电机组镜板研磨工艺探讨6第42卷水 电 站 机 电 技 术匀研磨,研磨每隔5d检查记录1次。
检查时应检查镜面无异物,用酒精擦拭。
清扫干净后,再用表面粗糙度仪按镜板镜面测点分布状态图复测,并做好记录。
根据测量结果,决定是否继续研磨,研磨直至镜板镜面粗糙度达到0.10μm,最终镜板镜面表面状态应呈暗光泽面,达到精密亮度效果。
数据测量记录如表4、表5。
表4 粗糙度测量数据(第1次 研磨)单位:μm测点Ra值测点Ra值测点Ra值1号0.069号0.0517号0.092号0.1310号0.0518号0.053号0.0611号0.0819号0.054号0.0512号0.0520号0.075号0.0913号0.0621号0.096号0.0614号0.0922号0.077号0.0615号0.1023号0.068号0.1116号0.0524号0.06表5 粗糙度测量数据(第2次 研磨)单位:μm测点Ra值测点Ra值测点Ra值1号0.059号0.0417号0.062号0.1010号0.0518号0.053号0.0611号0.0719号0.064号0.0512号0.0620号0.085号0.0713号0.0521号0.096号0.0614号0.0822号0.077号0.0615号0.0823号0.068号0.0816号0.0424号0.04 3.3 精研磨镜板镜面研磨一般在水轮发电机大修时才安排进行,为使镜板镜面完全达到优状态,因此有必要对其进行精研磨。
根据表2、表3对照表数据,选择W1金刚石研磨膏进行研磨可使镜板镜面粗糙度达到0.05μm,最终镜板镜面表面状态应呈亮光泽面,达到镜面亮度效果。
数据测量记录如表6。
表6 粗糙度测量数据(第3次 研磨)单位:μm测点Ra值测点Ra值测点Ra值1号0.059号0.0417号0.032号0.0410号0.0418号0.033号0.0511号0.0419号0.044号0.0412号0.0420号0.045号0.0413号0.0421号0.046号0.0514号0.0422号0.037号0.0415号0.0323号0.048号0.0416号0.0424号0.04如需达到更好的研磨效果,选择W0.5金刚石研磨膏进行研磨可使镜板镜面粗糙度达到0.025μm,最终镜板镜面表面状态应呈镜状光泽面,达到超镜面亮度效果。
3.4 抛光镜板镜面研磨合格后,一般需进行抛光处理。
用新细绒布蘸46号汽轮机油作研磨剂进行均匀研磨。
镜板镜面表面状态应接近镜状光泽面,达到超镜面亮度效果。
数据记录如表7。
表7 研磨前粗糙度测量数据(第4次 研磨)单位:μm测点Ra值测点Ra值测点Ra值1号0.039号0.0417号0.042号0.0410号0.0418号0.033号0.0411号0.0419号0.034号0.0312号0.0320号0.045号0.0413号0.0321号0.036号0.0314号0.0422号0.037号0.0415号0.0323号0.048号0.0416号0.0324号0.034 总结(1)镜板研磨根据表面粗糙度仪测量数据进行量化分析,根据结论,对研料进行选择,达到较好的研磨效果。
(2)在本次半精研磨、精研磨、抛光过程中,每天研磨下班时对测点状态分布图中测点进行抽检,并作记录,如遇异常及时上报。
(3)镜板研磨由专人值守,制定了镜板研磨现场管理制度。
(4)研磨场所应有充足的亮度,室温控制15~24℃,湿度在50%~65%之间。
(5)镜板研磨每道工序完成进入下道工序前,比照镜面原始缺陷进行检查记录,征得相关技术专责同意。
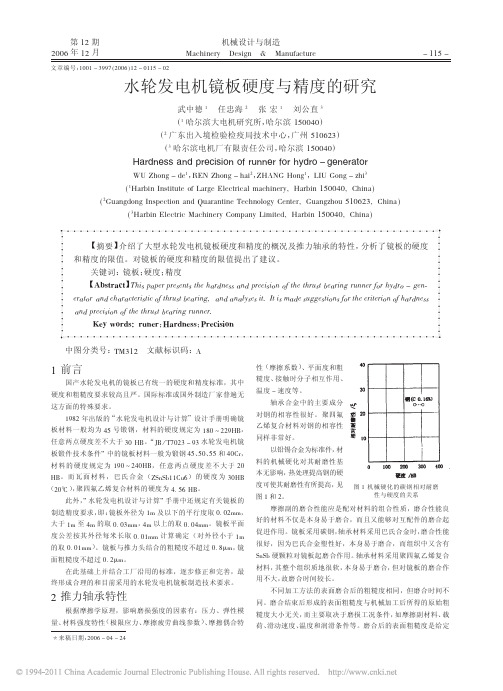
参考文献:[1]武中德,任忠海,张宏,等.水轮发电机镜板硬度与精度的研究[J].机械设计与制造,2006(12):115-116.[2] SL 668-2014水轮发电机组推力轴承 导轴承安装调整工艺导则[S].[3] JB/T7023-2002水轮发电机镜板锻件技术条件[S].。