基于DSP的药品包装检测系统设计
- 格式:pdf
- 大小:283.54 KB
- 文档页数:4

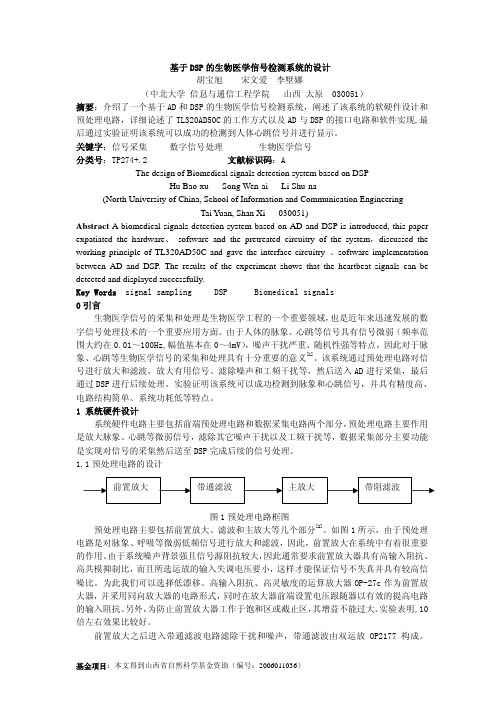
基于DSP的生物医学信号检测系统的设计胡宝旭 宋文爱 李墅娜(中北大学 信息与通信工程学院 山西 太原 030051)摘要:介绍了一个基于AD和DSP的生物医学信号检测系统,阐述了该系统的软硬件设计和预处理电路,详细论述了TL320AD50C的工作方式以及AD与DSP的接口电路和软件实现,最后通过实验证明该系统可以成功的检测到人体心跳信号并进行显示。
关键字:信号采集 数字信号处理 生物医学信号分类号:TP274+.2 文献标识码:AThe design of Biomedical signals detection system based on DSPHu Bao-xu Song Wen-ai Li Shu-na(North University of China, School of Information and Communication EngineeringTai Yuan, Shan Xi 030051)Abstract A biomedical signals detection system based on AD and DSP is introduced, this paper expatiated the hardware、 software and the pretreated circuitry of the system,discussed the working principle of TL320AD50C and gave the interface circuitry 、software implementation between AD and DSP. The results of the experiment shows that the heartbeat signals can be detected and displayed successfully.Key Words signal sampling DSP Biomedical signals0引言生物医学信号的采集和处理是生物医学工程的一个重要领域,也是近年来迅速发展的数字信号处理技术的一个重要应用方面。

基于计算机视觉的药品质量检测系统设计药品是人们健康的保障,而药品质量的安全性和可靠性对于人们的生命健康至关重要。
为了保障药品质量的可靠性,基于计算机视觉的药品质量检测系统被设计和引入到药品生产领域中。
本文将深入探讨基于计算机视觉的药品质量检测系统的设计原理和应用。
一、背景介绍计算机视觉技术是一门通过对图像和视频进行处理与分析,使机器具有“看”的能力的技术。
相比传统的人工视觉检测,计算机视觉技术具有准确性高、效率高、无疲劳等优势。
因此,基于计算机视觉的药品质量检测系统正逐渐成为药品生产领域中的重要工具。
二、设计原理基于计算机视觉的药品质量检测系统设计基于以下原理:1. 图像采集:通过摄像头等设备采集药品表面图像,获取待检测药品的视觉信息。
2. 图像预处理:对药品表面图像进行去噪、灰度化、边缘检测等图像处理操作,以便后续的特征提取和分析。
3. 特征提取和分析:针对药品表面图像,提取出特定的特征,如颜色、纹理、形状等,进行特征分析。
4. 质量评估和判定:根据事先设定的质量标准,对药品进行质量评估,并给出合格或不合格的判断结果。
5. 结果展示和记录:将质量检测结果以可视化的方式展示出来,并记录下检测的时间、地点等相关信息,方便追溯和分析。
三、应用领域基于计算机视觉的药品质量检测系统广泛应用于药品生产和流通环节,包括以下几个方面:1. 药品外观检测:通过对药品外观图像的分析,检测药品包装是否完好,有无污染、变色、渗漏等问题。
2. 药品标签检测:对药品标签图像进行分析,检测是否存在标签模糊、标签内容不符合规定等问题。
3. 药品条码检测:对药品条码图像进行解码和验证,确保条码中的信息准确无误。
4. 药品形状检测:通过对药品形状图像的分析,检测药品形状是否符合规定标准,减少药品误装和漏装的风险。
5. 药品颜色检测:对药品颜色图像进行分析,确保药品颜色符合规定要求,减少颜色异常导致的质量问题。
四、优势与挑战基于计算机视觉的药品质量检测系统具有以下优势:1. 高效性:计算机视觉技术可以在短时间内处理大量图像数据,并能够进行实时的质量评估和判定。

基于DSP的定量包装控制系统设计
闫茹;安改娣;焦建
【期刊名称】《包装工程》
【年(卷),期】2017(38)5
【摘要】目的为提高定量称量包装机的包装速度和包装精度,设计一种高精度的称量包装控制系统。
方法介绍定量称量包装机的机械结构以及工作原理,在此基础上设计一种以触摸屏和基于DSP为核心的定量称量包装控制系统,并详细论述基于DSP和触摸屏的硬件结构。
在硬件结构的基础上,开发与之配套的定量称量包装的控制系统软件。
结果称量包装的最大相对误差不超过±0.6%。
结论该控制系统提高了定量称量包装机的精度、可靠性和可操作性。
【总页数】4页(P167-170)
【关键词】定量称量;触摸屏;DSP;软件
【作者】闫茹;安改娣;焦建
【作者单位】内蒙古化工职业学院
【正文语种】中文
【中图分类】TB486
【相关文献】
1.基于信捷PLC的定量称重包装控制系统设计 [J], 吕洁;苏卫峰;文武
2.基于硬币分拣包装机的DSP控制系统设计 [J], 张乔;李军;黄世海;李小兵;何燕飞;赵桢;;;;;;
3.基于DSP的果蔬包装机控制系统设计 [J], 贾磊;王会军
4.基于PLC的样品煤定量包装控制系统设计 [J], 孙晓;周浩
5.基于PLC的定量称量包装控制系统设计 [J], 靳淑祎;李世科
因版权原因,仅展示原文概要,查看原文内容请购买。
基于DSP的超声无损检测系统的研制的开题报告一、选题背景超声无损检测技术是目前工业中应用最广泛的一种无损检测技术,被广泛应用于航空、航天、石化、电力、铁路、造船、建筑等领域。
该技术通过将高频声波传导至被检测对象内部,利用声波在不同介质中传播的反射、折射、衍射、散射等现象来检测材料中的缺陷、异物、裂纹等缺陷。
目前,虽然市场上有很多超声无损检测仪器和系统,但大多数都基于传统的模拟电路设计,而采用数字信号处理(DSP)方式实现的超声无损检测系统则较为罕见。
而DSP方式实现的超声无损检测系统可以更好地实现信号处理、数字滤波、高精度计算等功能,具有更高的检测效率、更准确的检测结果和更真实的数据模拟。
因此,本文将研发一种基于DSP的超声无损检测系统。
二、研究内容及方法1. 设计基于DSP的硬件系统:系统主要由AD公司的DSP模块、高速模数转换芯片、驱动器、放大器等模块组成,用于接收、处理和输出超声无损检测信号。
2. 开发系统软件:通过MATLAB和DSP C语音程序实现系统的算法和信号处理功能,并通过上位机程序实现数据采集、分析和显示功能。
3. 构建硬件和软件平台:将DSP模块、高速模数转换芯片、驱动器、放大器等模块进行组装,同时进行软件编写和调试,形成一个完整的基于DSP的超声无损检测系统。
三、论文意义及创新点本文研发的基于DSP的超声无损检测系统在以下方面具有创新点和意义:1. 基于DSP的超声无损检测系统能够更好地实现信号处理、数字滤波、高精度计算等功能,从而具有更高的检测效率、更准确的检测结果和更真实的数据模拟。
2. 本系统采用DSP程序控制方式,可以对不同的检测任务进行定制和调整,可以适应不同类型的物品和实际检测环境。
3. 本系统可以通过上位机程序实现数据采集、分析和显示功能,方便用户进行结果分析和处理,解决了传统系统分析数据不便的问题。
4. 本文的研究成果对于推动超声无损检测技术在工业生产中的应用,提高产品质量和安全性具有重要意义。
第二章基于DSP的CCD在线检测系统的研究第二章智能验布系统2.1智能验布装置的基本原理验布就是对各种布匹进行检验、分级、成卷与包装,检验的任务就是对前面各工序成果进行全面的检验与总结,并及时反馈质量信息以便进一步改进,对后面工序则提供相关织物的质量、等级等全面状况,以便针对不同情况,做相应处理。
验布装置由给布机构、导布机构、检验机构、成型机构等部分组成,如图2-1所示。
给布机构使待验的布卷稳定顺畅地引出,对织物和设备尽量减少拉伸、摩擦和磨损。
导布机构其主要功能是给从布卷引出的张力控制在适当的范围,给布匹以适当的张力,使布匹平整,减少长度测量误差。
检验机构是验布机的核心装置,也是验布机发展空间最大的装置,并可以进行张力检测、信号反馈和电气的连动控制,包括验布台、灯箱(上、下灯箱)、测长装置、标记装置、记录装置、数据统计和输出装置等,验布工作中的瑕疵判断、记录和数据的统计等均由这些装置或通过在这些装置上的工作来完成。
当检测到疵点时,记疵装置在布匹上打上记号,以使人工进行修复。
成型机构指验布后的成卷和卷装形式,还有其他的辅助机构。
本装置最主要的是检验机构,采用CCD视觉传感、DSP信号处理、USB数据传送、图象处理和识别、应用软件开发等技术。
图2-1验布系统结构图第三章基于DSP的CCD在线检测系统的研究此外,还要确保图像的亮度应处于光电器件转换特性允许的范围内,保证转换后图像信息不失真。
如果光学图像的亮度在时间坐标上有变化,按照采样原理,CCD在时间坐标上对光学图像的采样频率应保证大于和等于2倍的图像对时间变化的最高频率。
由此可以确定CCD器件允许的最小光积分时间。
3.5.2CCD型号的选择及其主要性能参数3.5.2.1CCD型号的选择本课题基于图像在线检测,基于精度要求和经济性,CCD器件选用TCDl206器件,它的像元尺寸为14um,能满足采样定理和测量精度的要求。
TCDl206的主要性能参数:1.光敏像元数:21602.像元中心距:14uIll3.像元尺寸:14umXl4tzm4.光谱范围:250nm~1100nm5.响应度(R):45V/Lx·sec6.总体传输效率:>92%7.驱动频率:1MHz8.动态范围:1700:19.输出幅度:>1.7V图3.7线阵CCD—TCDl20610.工作温度:0~60℃11.供电电源:12V12.功耗:140mW3.5.2.2TCDl206的基本结构TCDl206是二相电极的双沟道线型CCD,其实物图3-7所示,其结构原理如图3-8所示。
基于DSP技术的食品表面缺陷检测随着科技的不断发展,数字信号处理(DSP)技术在各个领域得到广泛应用,其中之一就是食品表面缺陷检测。
食品制品的表面是否完好无损是消费者选择产品的重要因素之一。
因此,研发一种高效、准确的食品表面缺陷检测技术就显得尤为重要。
首先,我们来了解一下DSP技术。
数字信号处理是指利用计算机和数字信号处理器对信号进行数字化、滤波、分析、编码、复原的一种信号处理方法。
对于食品表面缺陷检测来说,DSP技术可以通过对图像进行处理和分析,实现自动化的缺陷检测。
在食品表面缺陷检测中,传统的人工视觉检测需要大量的人力和时间成本,而且检测结果可能受到人为主观因素的影响。
利用DSP技术,可以实现对食品表面缺陷的自动检测,大大提高了检测的效率和准确性。
在实际应用中,DSP技术的食品表面缺陷检测通常采用图像处理算法。
通过图像采集设备获取食品表面的图像,并将其转化为数字信号。
然后,使用数字信号处理算法对这些图像进行处理和分析。
常见的图像处理算法包括图像增强、边缘检测、目标识别等。
例如,在食品表面缺陷检测中,可以利用DSP技术实现对图像的增强处理。
由于食品表面缺陷一般较为微小且形态不规则,因此在普通图像下很难直观地观察到缺陷。
通过对图像进行增强处理,可以突出缺陷的特征,使其更容易被检测出来。
此外,边缘检测也是食品表面缺陷检测中常用的图像处理算法。
通过对图像中的边缘进行检测和提取,可以将缺陷和正常部分进行区分。
边缘检测算法主要分为基于梯度的算法和基于模板匹配的算法。
前者通过计算图像亮度的变化率来检测边缘,而后者通过匹配预定义的边缘模板来检测边缘。
除了图像处理算法,DSP技术的食品表面缺陷检测还可以结合机器学习和人工智能等技术。
利用机器学习算法可以实现对缺陷样本的分类和识别,从而实现对食品表面缺陷的自动检测。
通过训练模型,使其具有一定的智能识别能力,可以进一步提高检测的准确性和可靠性。
总结来说,基于DSP技术的食品表面缺陷检测具有高效、准确的特点。