铁件模具的介绍.ppt
- 格式:ppt
- 大小:1.64 MB
- 文档页数:25


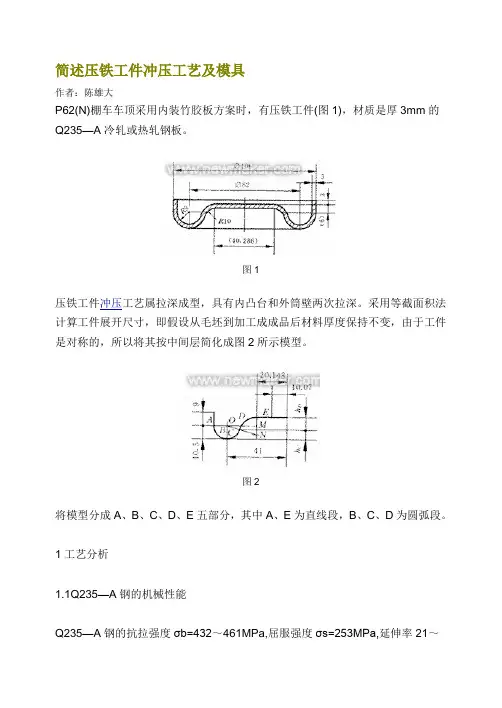
简述压铁工件冲压工艺及模具作者:陈雄大P62(N)棚车车顶采用内装竹胶板方案时,有压铁工件(图1),材质是厚3mm的Q235—A冷轧或热轧钢板。
图1压铁工件冲压工艺属拉深成型,具有内凸台和外筒壁两次拉深。
采用等截面积法计算工件展开尺寸,即假设从毛坯到加工成成品后材料厚度保持不变,由于工件是对称的,所以将其按中间层简化成图2所示模型。
图2将模型分成A、B、C、D、E五部分,其中A、E为直线段,B、C、D为圆弧段。
1工艺分析1.1Q235—A钢的机械性能Q235—A钢的抗拉强度σb=432~461MPa,屈服强度σs=253MPa,延伸率21~25。
首先延伸率较小,其次屈服强度比较大(235÷461=0.55),同拉深性能好的08钢相比(延伸率32,屈服强度比为0.38)这两个参数明显较差,说明Q235—A钢的拉深性能不好。
1.2对零件的冲压工艺分析毛坯的相对厚度100(t/D0)=2.22,材料厚度t=3mm;毛坯直径D0=135mm。
查手册可知:一次拉深系数m1=0.48~0.50,二次拉深系数m2=0.75~0.80,拉深的相对高度h/d=0.42~0.51。
此零件可以有三种冲压工艺:第一落料→拉深外筒壁→拉深内凸台;第二落料→拉深内凸台→拉深外筒壁;第三落料→内外一次拉深;第一种工艺方案:m1=106÷135=0.785,与手册中给出的m1=0.48相比大得多:m2=60.286÷106=0.568,与手册中给出的m2=0.75相比又小了,不符合拉深规律,所以第一种工艺不可取。
第二种工艺方案:工件的中间工艺图形见图3。
图3m1=60.286÷135=0.44,h=15mm,df=128.91mm,h/df=15÷128.91=0.23。
从拉深系数和拉深相对高度两个参数分析可知:m1=0.44小于极限拉深系数0.48,超出允许拉深范围。
h/df=0.23小于极限相对拉深高度0.42许多,远没有达到允许的极限高度。