辊压成型在铝带中的应用
- 格式:pdf
- 大小:488.82 KB
- 文档页数:2

冷轧机工作辊的粘铝现象分析与处理在铝加工企业冷轧机工作辊粘铝现象往往是在高速压轧时,达到了某种压力和温度的条件,使得铝粘附在轧辊表面,或者是在压轧过程中突然出现了断带。
产生以上问题的原因一般主要是铝合金的物理性质和周围环境的变化导致的,下面我们就以上粘铝现象进行分析,从铝及其合金的物理性质入手,結合周围环境变化针对粘铝现象产生本质原因,提出应对措施。
1 铝及铝合金成分结构与性质纯铝的密度小,铝具有独特的物理化学性能,铝是银白色的轻金属,密度小,导电率较高,仅次于金、银、铜、居第四位。
纯铝的热导率约比钢大两倍多。
铝及铝合金的力学性能随其纯度而变化,纯度越高,强度越低,塑性越高。
铝及铝合金的一般都、特点是,随着温度的升高,其抗拉强度降低;温度降低,则抗拉强度就增高,延伸率随之增加。
铝合金很容易加工成型,容易铸造、压制、冲压、拔丝、施压、拉行、和滚压等各种方法制成各种样式的制品。
它也能用锤击、锻打等方式制成各种形状怪异的制品。
铝及铝合金易于机械加工并且加工速度快,这也是大量使用铝零件的重要因素之一。
2 冷轧机工作现场状况在被调查冷轧车间设备是可逆式冷轧机;主电机功率900kW;通过实际的调查工作辊由于擦伤、辊印而换辊5次;由于粘铝导致换辊26次,在记录中有4次严重粘铝。
从记载的粘铝位置来看大部分是发生在上工作辊和下工作辊的中部,也有少部分是在两侧或端面。
通过仔细查看工作辊,发现在期中心部位产生了80mm宽,长约350mm的辊印痕带,同时铝带材表面也相应有辊印痕带,这两方面的情况都说明支承辊的剥落缺陷已经反映到工作辊的表面上,可以确定支承辊一定存在细微的裂纹或擦伤。
轧制油由于开机时间长其温度会大大超过工艺允许的温度范围,另外粘铝现象的时间正值夏季高温时间,室外温度35度,厂区内的工作温度高于室外温度3-4度。
温度的变化将对粘铝现象产生很大的影响。
2.1 辊表面剥落带分析支承辊辊面中心部位有剥落带说明辊面的粗糙度发生了变化,这势必将导致工作辊辊面的粗糙度增大。

冷轧机工作辊粘铝现象分析及对策作者:李洋高峰来源:《科技创新与应用》2014年第12期摘要:文章主要根据某厂应用的冷轧机进行了考察,分析了其工作辊发生粘铝的原因,并根据实际状况以及环境条件等因素,对粘铝现象发生的预防提出了几点合理的措施。
关键词:工作辊;冷轧机;粘铝;措施在南方地区,夏季的气温普遍较高,在铝加工企业中,由于地区的气候因素,导致了高速冷轧机在这样的环境下在设备工作辊中经常发生粘铝,这对正常的生产造成了极其严重的影响。
通过分析,高速粘铝现象一般都会在以下情况下发生:在对铝板带材进行冷轧的过程中,由于受到压力、温度等因素的影响,工作辊上粘着了铝以及铝的氧化物,以此形成了一定的亲和面,从而在高速轧制过程中发生粘铝问题;在轧制过程中若发生突然断带也会造成一定的粘铝现象。
另外,粘铝的程度主要受到轧制温度、金属材料性质以及轧制环境和轧制油的影响。
根据该厂的实际情况,文章做出了主要的分析和探讨,针对如何预防粘铝现象提出了几点建议。
1 相关因素1.1 设备介绍(1)轧冷轧采用了可逆式长度为1110mm;设备采用4000KN的轧制力;轧制速度最高可以达到420m/min;最大卷取张力可以达到0.75MPa,而主电机的功率为900KW;正常压下速度可以达到5.5mm/min,最快可达到26.6mm。
(2)轧辊的支承采用了Ф610mm×1100mm 规格;而工作辊采用了国产部件,规格为Ф255mm×1150mm。
1.2 粘铝现象根据现场的换辊通知以及相关记录进行分析,对现场的相关资料进行排列和统计。
发现在一个月的时间中一共换辊四十多次,但是在正常情况下每月的换辊次数仅为十次。
通过对相关资料的研究,发现,因为工作过程中发生点辊擦伤和辊印而换辊次数为7次;而由于粘铝而造成的辊的更换次数为33次,并且其中严重粘铝发生过5次。
而根据记录,粘铝现象大多发生在上工作辊,或者下工作辊的中间部分,其余则主要在轧辊的端面以及两侧出现。
技术开发 铝带坯连续铸轧技术新发展——○四○辊○式○连○续○铸○轧○机 50年代初,由美国亨特公司研制的双辊式铝连续铸轧技术投入工业应用。
由于该技术具有带坯生产流程短,投资少(仅为热轧法的1 3),节能(能耗仅为传统热轧法的40%)等突出特点,因此,一直受到世界各国的重视。
特别是70年代的能源危机使该技术更倍受青睐。
目前世界上铝连续铸轧设备发展到230多台套,它已成为铝板带箔材生产的重要供坯方法。
我国从70年代初研制成功铝连续铸轧技术以来,也有了很大的发展。
目前,我国铝连续铸轧机发展到48台套(包括引进),其供带坯量已占我国铝板带箔材产量的一半左右,已成为我国铝板带箔材生产的主要供坯方法。
但由于该技术的单机产能低,铸轧材料的品种少(目前主要铸轧纯铝)以及存在一定的产品质量问题,影响该技术与传统的热轧开坯技术的竞争。
因此,世界各国都在致力于该技术的新发展或突破。
最近英国的戴维(D aV y)公司研制开发的四辊式铝簿带坯快速连续铸轧技术,就是这些新突破的例证之一。
这台四辊连续铸轧机于1996年末安装在卢森堡的Eu rofo il厂。
这台铸轧机的设计是在经过牛津大学的研究试验并结合瑞典的格兰斯(Granges)公司的F in spong厂的连续铸轧机的发展经验基础上提出的。
他们的研究和经验认为,随着铝的连续铸轧带坯加宽和变薄,连续铸轧的材料向合金方向发展和铸轧速度增加,铸轧机的单位受载力可达1. 25~1.35t mm带宽。
这样高的单位载荷带来如下问题:1.为了铸轧出合格带坯,铸轧辊的辊径要超过1200mm,铸轧辊的总装重量达40t。
这将给铸轧机的安装和起动带来不便,同时使制造费和装运费提高。
铸轧辊属于消费件,这样大的消费件,会给生产成本带来影响。
2.高的单位载荷会使铸轧辊的挠曲和压扁增加,结果造成铸轧带坯的板型变坏和带坯的厚度偏差增大。
为了解决这一问题,往往要给铸轧辊磨成一定的凸度,但是,一定凸度只能适应生产一定的正常板型的带坯。
![[毕业论文]铝合金快速铸轧新型铍铜材料辊套及其应用性能研究](https://img.taocdn.com/s1/m/61bd53046d175f0e7cd184254b35eefdc8d31517.png)
铝板带加工设备用液压胀形辊超高压流体输送方法王龙【摘要】超高压力液压胀形辊的流体输送对液压系统有多个方面的要求,需要兼顾液压系统流量、胀形辊的转速及液压压力等级等因素.采用全局高压力液压系统和采用增压器的局部高压力系统这两种方案各有特点.综合比较了两种系统的技术门槛、改造便利性及成本经济性各因素.通过实际验证,采用增压器的局部高压力方案在工程实践更具有可行性.【期刊名称】《装备制造技术》【年(卷),期】2017(000)006【总页数】3页(P186-188)【关键词】液压胀形辊;流体输送;增压器;超高压流体【作者】王龙【作者单位】苏州有色金属研究院有限公司,江苏苏州215026【正文语种】中文【中图分类】TG339铝加工生产中的板形控制方法中,采用液压胀形辊来调节板形是其中之一。
以日本和美国对该技术的研究较深入,其工业应用也最多。
我国是铝加工生产的大国。
由于液压胀形辊的在线调节板形能力,国内铝加工企业也希望在生产使用该技术。
自80年代末开始有部分学术报道。
国内的高校,如北京科技大学、东北大学等也对该技术有研究。
部分研究团队还试制了样机。
在实际生产中,液压胀形辊的变形是由辊体内部超高压压力油膨胀产生。
如何给转动工作的辊体输送超高压油流,相关研究和探讨目前鲜见报道。
液压胀形辊系统及其原理最早由日本提出。
初期主要作为黑色金属轧机轧辊使用,多用于板形的在线实时调控。
随后逐渐扩展到有色金属加工领域。
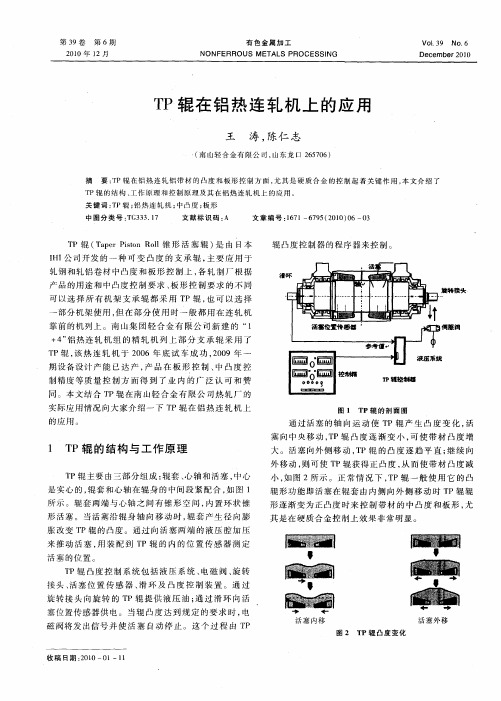
液压胀形辊其典型结构如图1所示。
液压胀形辊由芯轴与辊套组成。
在芯轴与辊套之间设有液压腔,高压流体经过回转接头由芯轴进入液压腔。
在高压流体的作用下,辊套外胀并产生一定的凸度变形。
调整流体压力的大小(常见的控制压力范围为0~50 MPa),能够极平滑地改变辊套凸度,迅速校正辊体的弯曲变形,从而实现对板形的控制[1]。
在辊体结构上,辊套与芯轴两端在一定轴向长度区间内采用过盈配合,可以实现对高压流体的密封,同时在承受轧制载荷时传递扭矩并保证轧辊的整体刚度。
交通部JT/T 1178.1-2018《营运货车安全技术条件第1部分:载货汽车》将UN ECE R29-03全部试验内容纳入法规体系,2019年5月执行,法规升级,驾驶室需要增加整体结构强度以满足法规要求。
国六排放、四阶段油耗、国内油价高位的运行与商用车总重限制等国家法规政策也将直接推动商用车轻量化发展。
一般来说,汽车重量每减少10%,燃油消耗量将降低8%左右,并降低5%~6%的排放,如果车辆自重降低0.8吨就可以多装货物0.8吨,按照每年行驶20万公里、每公里平均运价0.28元计算,一辆轻量化重卡一年可比载重量相同的普通车型增加收入5万~6万元。
如何实现重型卡车的轻量化改进、提高用户收益并提升驾驶室强度成了我们必须要面对的问题。
那么对现有生产工艺进行提升就成了一个实施途径,辊压工艺以其特有的渐变成形原理及对高强钢的适应性成为了我们对驾驶室生产工艺提升的一个重要工艺手段。
工艺流程如图1所示。
辊压成形技术从二十世纪八九十年代在我国得到广泛应用之后,商用车生产中也引入了辊压成形技术,包括重卡纵梁、下防护等结构件的辊压成形技术也得到了很好的发展,乘用车车身钣金件的辊压成形技术得到了很好的发展,而商用车车身辊压技术开展及应用起步较晚。
图1 辊压工艺流程示意图辊压技术应用现状不同于乘用车驾驶室结构,商用车驾驶室呈现方形笼式结构,后围、顶盖、侧围都需要达到一定强度完成驾驶室的安全保护强度支撑,如驾驶室后围应能承受最大允许装载质量每1000kg施加1.96kN的静载荷。
此静载荷应通过置于车架上的不小于整个后围的刚性壁障施加在至少车架以上的驾驶室后围上,刚性壁障应垂直于车辆的纵向中心轴线,且平行于中心轴线移动。
目前乘用车行业车身辊压技术应用开展较早,相对成熟,如车身结构件:车身AB柱、底板梁、顶盖梁、加强管件、座椅滑轨、门槛、侧围等。
乘用车辊压技术应用示意图如图2所示。
材料强度普遍达到1200~1600MPa,车身辊压技术均已得到批量采用,如通用、日产、捷豹路虎、福特、丰田、奇瑞、特斯拉、FCA、本田、一汽大众、雷诺、上汽大众、吉利、比亚迪、麦格纳等知名汽车厂商。
铝热轧立辊的应用本文主要介绍铝板带热连轧机组中立辊的设备结构和控制方式,以及在实际应用中出现的问题和改进。
标签:立辊;铝热轧机;控制1 立辊的作用与钢铁行业相比,在铝加工热轧中立辊的作用在宽度控制方面较弱,主要作用还是用于改善边部质量。
在轧件厚度在200mm以上的几个道次中,由于轧件的变形量相对绝对厚度比不大,变形通常只发生在轧件表面层,而不深入到轧件内部,这种情况会使轧件的侧面出现双鼓形,导致边部质量不合格的部分增大,最终使后工序切边量增大,造成成品率降低。
所以,在铝加工热轧的前几个道次要进行滚边,以消除轧件边部的双鼓形缺陷。
同时在轧制5系以上硬铝合金时易出现裂边现象,轧件边部开裂后,也会导致轧制后的切边量加大。
所以通过立辊滚边,也可以改善轧件的边部质量,减少或消除轧件边部的开裂缺陷。
2 立辊的设备结构和组成以中铝瑞闽公司1+3热连轧的立辊为例,介绍一下立辊的设备结构和组成。
立辊设备结构布置示意图如图2-1所示。
安装在粗轧机对中导尺入口处,采用液压摆辊缝和电动传动的方式。
设备主要由立辊牌坊、立辊轧辊、液压装置、电机传动装置、其他传感元器件等组成。
立辊牌坊用于固定压下液压缸,承受轧制过程中由带材传递到液压缸缸头的轧制力,完成带材宽度控制。
安装于两侧的一对立辊采用锥形辊。
锥形辊能够有效抑制侧压时带材往一边上扬的趋势,消除轧件的不稳定性。
液压传动装置主要由分布在牌坊两侧的液压缸、液压伺服系统组成。
每侧牌坊上下各一个液压缸,配套使用的液压伺服系统用于驱动压下液压缸完成伸出和收回的精确位置控制。
在每个液压缸的活塞腔和杆腔均装有位移传感器和压力传感器。
位移传感器用于精确测量液压缸的位置变化量,通过辊缝标定工作实现液压缸位置与立辊辊缝位置的对应关系,进而实现对立辊辊缝的控制。
压力传感器主要用于立辊轧制力的计算,通过压力传感器的压力变化准确测量计算立辊实时轧制力值。
电机传动装置采用下卧式传动方式,通过一台1400KW的交流异步电机(带减速箱)经万向联轴器传动立辊轧辊。
辊压成型在铝带中的应用上海理工大学机械学院 李 志[摘 要]论述了辊压成型技术在生产实际中的应用,在U G 三维的状态下,设计三维辊轮,在A U T O CA D 状态下转成二维图,并最终用于生产实践。
产品是薄铝板辊压而成,应用于双层玻璃中,起到防水、防灰、美化作用,在火车的双层玻璃中被大量使用。
[关键词]辊压成型 计算机辅助设计 辊轮 一前言辊压成型技术在工业生产中得到了广泛的应用,特别是80年代以后,辊压成型技术得到了长足的发展。
随着计算机的广泛应用,辊压成型技术和计算机实现了完美的结合。
在计算机辅助设计的平台基础上,能够快速实现辊轮的设计,提高了生产效率[1]。
二铝带成型的工艺分析一块平的铝板,为了实现如图所示的形状,首先通过剪板机,将大的铝板剪成铝带,再把铝带通过一系列辊轮辊压成如图一所示形状。
图一的形状是封闭形,最后通过焊接实现最终的产品。
根据图一所示的形状,第一问题就是该图展开后铝带的宽度。
各弯曲段对的带坯宽度由弯曲角的大小和中性线所对应的弯曲半径(称为名义弯曲半径)所确定,即W =rm式中W —弯曲段长度,mm ;r m —名义弯曲半径,mm ; —弯曲角角度,rad.名义弯曲半径r m 为:rm =r +kt式中r —弯曲角内径,mm ;k —系数(弯曲因子);t —带坯厚度,mm.不同的研究者对弯曲因子k 选取的数值不同。
卡尔特普罗菲尔(K altpro file)推荐的k 值如下:r /t >0.65>1.0>1.5>2.4>3.8k 0.300.350.400.450.50美国《金属手册(第九版)》推荐的k 值计算公式为r /t ×0.04+0.3 r/t<1K =(r /t -1.0)×0.06+0.34r/t ≥10.45r /t >1,k>0.45[2]图一所示产品的铝带是t =0.36mm,根据美国《金属手册(第九版)》推荐K 值得到铝带展开后的长度L =32.17mm 。
辊压成型在铝带中的应用
上海理工大学机械学院 李 志
[摘 要]论述了辊压成型技术在生产实际中的应用,在U G 三维的状态下,设计三维辊轮,在A U T O CA D 状态下转成二维图,并最终用于生产实践。
产品是薄铝板辊压而成,应用于双层玻璃中,起到防水、防灰、美化作用,在火车的双层玻璃中被大量使用。
[关键词]辊压成型 计算机辅助设计 辊轮
一前言
辊压成型技术在工业生产中得到了广泛的应用,特别是80年代以后,辊压成型技术得到了长足的发展。
随着计算机的广泛应用,辊压成型技术和计算机实现了完美的结合。
在计算机辅助设计的平台基础上,能够快速实现辊轮的设计,提高了生产效率[1]。
二铝带成型的工艺分析
一块平的铝板,为了实现如图所示的形状,首先通过剪板机,将大的铝板剪成铝带,再把铝带通过一系列辊轮辊压成如图一所示形状。
图一的形状是封闭形,最后通过焊接实现最终的产
品。
根据图一所示的形状,第一问题就是该图展开后铝带的宽度。
各弯曲段对的带坯宽度由弯曲角的大小和中性线所对应的弯曲半径(称为名义弯曲半径)所确定,即
W =rm
式中W —弯曲段长度,mm ;
r m —名义弯曲半径,mm ; —弯曲角角度,rad.
名义弯曲半径r m 为:
rm =r +kt
式中r —弯曲角内径,mm ;
k —系数(弯曲因子);
t —带坯厚度,mm.
不同的研究者对弯曲因子k 选取的数值不同。
卡尔特普罗菲尔(K altpro file)推荐的k 值如下:
r /t >0.65>1.0>1.5>2.4>3.8
k 0.300.350.400.450.50美国《金属手册(第九版)》推荐的k 值计算公式为r /t ×0.04+0.3 r/t<1K =(r /t -1.0)×0.06+0.34
r/t ≥1
0.45
r /t >1,k>0.45[2]
图一所示产品的铝带是t =0.36mm,根据美国《金属手册
(第九版)》推荐K 值得到铝带展开后的长度L =32.17mm 。
型材变形工艺图俗称辊花图,是根据型材的成品断面,按照与成型顺序相反的步骤展开,叠加在同一平面内,象一朵开放的花型。
通过这样的花型图,设计者可以了解型材的变形情况,配置相应的轧辊孔型。
由图一产品形,得到
如图二所示的工艺展开图
三辊轮的计算机辅助设计(CA D )技术
随着计算机辅助设计的广泛应用,传统的辊轮设计与现代技术结合起来。
辊弯成型是通过布置一系列辊弯模具将带材加
工成为具有一定断面几何形状产品的加工方法[3]。
按照图二所示的辊花图,设计三维的辊轮。
对于冷弯成形行业,初级的CA D 系统是以计算机辅助绘图为主要功能的。
由于手工设计时,无法在一张图纸上画出二、三十道次的变形辊花图,因而在设计每一道轧辊时需要进行坐标的转换,使得计算工作量相当大和繁琐。
利用计算机作图极大地简化了这一过程,通过编制的专用程序,可以很快地作出辊花图和轧辊图。
但是只解决计算作图是远远不够的。
在辊轮设计中,有立辊和侧辊,具体采用哪种形式根据实际辊花图设计。
在设计时,保证立辊的厚度一致,便于安装和调试。
立辊的高度随着工序的增加逐步增加,这样可以保证铝带在辊压时处于绷紧状态。
侧辊设计时,不能与立辊干涉,同时侧辊的大小与立辊的质量相似,保证力的大小匀称。
图三所示是滚轮设计中第一序,该辊轮作用是起到导向作用,两个并排的辊轮安装在辊式连续冷弯成型机上。
图四是第二序工作图,采用两个立辊方式。
当平的铝带通过时压成辊花。
图五、图六是立辊轮设
—
425—
计中的三维图。
通过一系列辊轮辊压得到最终的
产品。
四结论
本文以实际的产品为目标,从计算截面展开长度和计算机辅助设计方面,论述了辊压成型技术的应用。
在未来的工业生产中,由于辊压成型工艺改进,计算机的普遍应用,辊压成型技术在工业生产中定将发挥重要的作用。
参考文献
[1]刘继英,艾正青.辊弯成型CA D/CA M 技术的应用与发展.北方工业大学学报,1999.5
[2]刘继英.彩板门窗型材轧制.
[3]王爱玲,王俊元等.辊弯生产系统的反求设计及其应用.华北工学院学报,2001年
(上接第424页)仍是为了应付考试。
现行的数学考试模式不利于学生数学素质的培养,笔者认为应进行改革。
改革考试内容。
在原有考试内容的基础上增加基本理论、基本知识、基本技能所内化的分析问题、解决问题、提出问题的综合应用能力和创新能力的考核。
丰富考试形式。
保留闭卷考试,试行“一页开卷考试”、学生出卷、课程形成性考核与数学论文相结合、无纸化上机考试等较新颖的考试模式。
教师可根据实际情况,选择一种考试形式或多种考试形式相结合。
通过对不同考试形式的运用及时发现学生发展中的需要。
帮助学生认识自我、建立自信,激发其内在发展的动力,促进学生在原有水平上获得发展,实现个体价值。
改变过分注重分数、简单地以考试结果作为评价数学教学效果标准及类分学生的简单做法。
教师应对考试结果做出分析、
说明和建议,形成激励性的改进意见或建议,促进学生发展。
参考文献
[1]刘耀斌.简论数学教育的价值[J ].教育与职业,2004,(24):24-25.
[2]付春娟,彭宝利,李青荣.案例在高等数学教学中的应用[J ].职业教育研究,2005,(10):55-56.
[3]王光明.数学教育应重视数学的内在价值[J ].教育理论与实践,2005,(11):45-46.
[4]耿九刚.谈高等数学教学思维方式培养的误区[J ].内蒙古农业大学学报(社会科学版),2005,(3):83-85,88.
[5]曹之江.数学的认知与数学教学[J].数学通报,2001,(2):4-6.
—
426—。