电弧喷涂技术的发展及应用
- 格式:pdf
- 大小:184.63 KB
- 文档页数:3

电弧喷涂工艺技术电弧喷涂是一种常用的表面涂覆工艺技术,主要是通过将电弧产生的热能转化为熔融金属颗粒的动能,将其喷射到所要涂覆物体的表面上,从而使其形成一层均匀、致密的金属涂层。
以下将详细介绍电弧喷涂的工艺原理、实施步骤和应用领域。
电弧喷涂的工艺原理是利用直流或交流弧电流,在电弧区域中产生高温和高能的情况下,使金属颗粒熔化并加速喷射到工件表面上,与工件表面发生凝固和附着,形成涂层。
电弧喷涂过程中,金属电弧不仅提供了热能,还起到了熔融和融化金属颗粒的作用,取决于电弧喷涂所用金属材料的物理特性和电弧工作参数的选择,可得到不同性质的涂层。
同时,电弧喷涂还可根据需要添加合金粉末和特殊合金材料,以满足不同涂层材料和性能的要求。
电弧喷涂的实施步骤主要包括选材、预处理、涂层喷涂和后处理。
首先要根据被喷涂物体的要求选择合适的喷涂材料,然后对工件进行预处理,包括除油、除锈和表面粗糙化等工艺。
接下来,将金属粉末或合金粉末装入喷涂枪中,通过电极产生电弧,在电弧矢量的作用下,金属粉末熔化成液体,形成金属喷射流,并在喷涂过程中对工件进行均匀喷射。
最后,对喷涂的涂层进行清理、研磨和热处理等后处理工艺,以提高涂层的质量和性能。
电弧喷涂技术具有许多优点。
首先,它可以喷涂各种金属材料的涂层,包括铁、铝、铜、镍、钴等。
其次,电弧喷涂的涂层与工件的结合强度高,附着力好,不易脱落,能够增强工件的硬度、耐磨性、耐腐蚀性和热阻性能。
此外,电弧喷涂还可以修复和改善工件的表面质量,如修复磨损、氧化和腐蚀的工件表面,并延长其使用寿命。
最后,电弧喷涂设备简单易用,适应性强,可以在不同工业领域广泛应用,如航空航天、汽车制造、石油化工、电力设备等。
总之,电弧喷涂是一种重要的表面涂覆工艺技术,具有广泛的应用前景。
通过选择合适的材料和参数,电弧喷涂可以制备出各种性能优良的涂层,满足不同工件的需求。
随着科学技术的不断发展,电弧喷涂技术将进一步完善和应用,为工业制造带来更多的便利和创新。

电弧喷涂技术电弧喷涂技术是80年代兴起的热喷涂技术,应用领域非常广泛,受到许多部门的重视。
虽然国外从60年代就开始推广电弧喷涂技术,但真正广泛用于工业领域也是80年代才开始。
我国开始推广电弧喷涂技术是90年代初期,从1996年以后才受到各地政府及大型国家重点工程的重视。
如三峡工程、广船国际、港口各种储罐、电力工程铁塔等等。
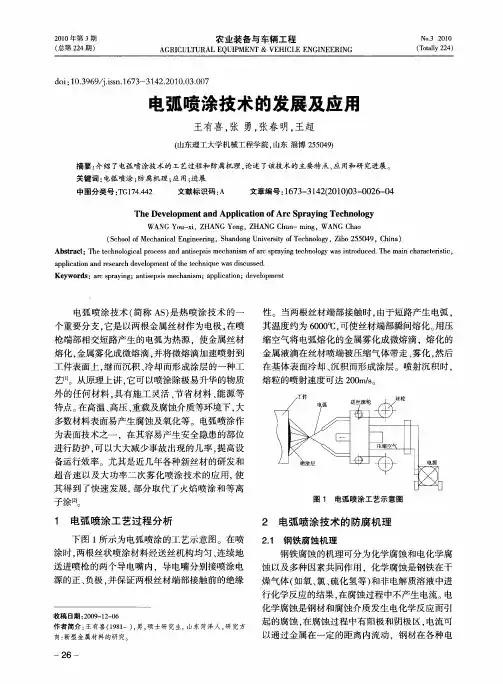
一、电弧喷涂原理电弧喷涂是以电弧为热源,将熔化的金属丝用高速气流雾化,并以高速喷到工件表面形成涂层的一种热喷涂工艺。
喷涂时,两根丝状金属喷涂材料用送丝装置通过送丝轮均匀、连续地分别送进电弧喷枪中的两个导电嘴内,导电嘴分别连接电源正负极,并保证两根金属丝之间在未接触之前绝缘。
当两根金属丝端部相互接触时产生短路而形成电弧,时金属丝端部瞬间熔化,此时利用压缩空气把熔化的金属雾化,形成金属微熔滴,以很高的速度喷射到工件表面上,产生金属涂层。
二、电弧喷涂的技术特点a)电弧喷涂的优点突出表现在其涂层所能达到的高强度和优异的涂层性能。
应用电弧喷涂技术,可以在不提高工件表面温度、不使用贵重打底材料的情况下获得高的结合强度。
一般电弧喷涂的结合强度可以达到20MPS以上是氧乙炔火焰喷涂的4~6倍。
最近大庆某工程公司在为国家某重点工程投标时,专门测验了电弧喷涂的结合强度。
用①40的Q235圆钢,切断后将两个断面磨平,经过喷砂处理,使粗糙度达到Sa2.5 级以上,然后将其中一个断面用电弧喷涂方式喷锌,厚度为0.10~0.15mm将另一个断面涂上强力胶水,与喷锌层断面相粘结,等胶水完全干燥后上拉力试验机,测得结果为:共用10根圆钢试样,平均结合强度为13.7吨,最小的为10.6吨,最大的为15.2吨,也就是平均结合强度为21.8MPa最小的为16.9 MPa最大的为24.2 MPa由于锌涂层属于比较软的涂层,其结合强度要低于不锈钢等硬质金属。
b)电弧喷涂的高效率表现在单位时间内喷涂金属的重量大。
电弧喷涂的生产率与电弧电流成正比,以喷涂锌涂层为例,当喷涂电流为200A时,每小时可喷涂30Kg,喷铝或不锈钢也可达到20Kg。

锅炉水冷壁超音速电弧喷涂技术方案一、技术方案的背景锅炉作为动力设备之一,广泛用于工厂、电厂、供暖系统等领域。
锅炉的水冷壁作为锅炉的主要承压部件之一,对其安全性、寿命、热效率等方面都有着重要作用。
然而,锅炉的水冷壁在运行过程中容易出现磨损和烧蚀等问题,这些问题不仅会导致锅炉的运行效率降低,还会严重地威胁锅炉的安全运行。
因此,如何保护锅炉的水冷壁,延长其使用寿命成为锅炉领域的核心问题之一。
近年来,超音速电弧喷涂技术得到了广泛的应用。
该技术具有喷涂速度快、涂层质量好、覆盖率高等优点,因此值得探讨其在锅炉水冷壁领域的应用。
二、技术方案的原理超音速电弧喷涂技术是指使用电弧产生超音速燃气流动,将喷雾材料喷涂在工件表面,形成一层均匀、致密、高质量的覆盖层。
该技术的主要原理包括以下几个方面:1、电弧的产生在超音速电弧喷涂技术中,电弧是产生高温高压的关键。
一般来说,电弧的产生通过电场作用或热电致发射方式来实现。
2、超音速燃气流动超音速燃气流动是超音速电弧喷涂技术的另一重要组成部分。
喷雾材料通过超音速燃气流动喷涂到工件表面,形成一层均匀、致密、高质量的覆盖层。
3、喷涂速度的控制超音速电弧喷涂技术的喷涂速度非常快,通常在500-1000m/s之间。
因此,喷涂速度的控制是该技术的关键之一。
三、技术方案的应用1、提高锅炉水冷壁的耐磨性锅炉水冷壁在使用过程中经常受到高温、高压的影响,容易出现磨损和烧蚀等问题。
通过超音速电弧喷涂技术,在水冷壁表面喷涂一层耐磨涂层可以有效地提高水冷壁的耐磨性,延长水冷壁的使用寿命。
2、提高锅炉水冷壁的抗腐蚀性水冷壁在使用过程中可能出现腐蚀问题,这不仅会降低水冷壁的使用寿命,还会对锅炉的安全运行造成威胁。
通过超音速电弧喷涂技术,在水冷壁表面喷涂一层耐腐蚀涂层可以有效地提高水冷壁的抗腐蚀性,保护锅炉的安全运行。
3、提高锅炉的热效率锅炉水冷壁的热效率对整个锅炉系统的运行效率有着重要的影响。
通过超音速电弧喷涂技术,在水冷壁表面喷涂一层高导热涂层可以提高水冷壁的导热性能,提高锅炉的热效率。
超音速电弧喷涂概述超音速电弧喷涂(Supersonic Arc Spraying)是一种常见的热喷涂技术,用于在材料表面形成高质量的涂层。
它结合了超音速喷射和电弧放电的原理,适用于各种材料的喷涂,包括金属、合金、陶瓷等。
超音速电弧喷涂技术具有高效率、低温度、低氧化和低氢损失的特点,被广泛应用于领域。
工作原理超音速电弧喷涂的工作原理基于热喷涂的基本原理,即将喷涂材料加热到熔融或部分熔融状态后通过喷嘴喷射到基材表面,并快速凝固形成涂层。
超音速电弧喷涂具体的工作步骤如下:1.喷涂材料预处理:将要喷涂的材料制成粉末状,并经过预处理,如筛分、除尘、干燥等,以确保喷涂质量。
2.电弧放电:在电弧喷涂设备中,通过电极产生高温的电弧,使粉末颗粒在电弧中熔化并加速。
3.超音速喷射:由于电弧的高温和高速气流的作用,熔融的喷涂材料被加速到超音速并通过喷嘴喷射出来。
4.冷却和凝固:超音速喷射的喷涂材料与基材接触后会迅速冷却并凝固,形成均匀致密的涂层。
5.涂层处理:涂层形成后,可以进行后续的处理,如热处理、打磨、抛光等,以提高涂层的性能和质量。
应用领域超音速电弧喷涂技术在许多领域都有广泛的应用,以下是一些常见的应用领域:1. 航空航天超音速电弧喷涂技术在航空航天领域中用于涂层修复、表面保护和功能增强。
涂层可以提供优异的耐磨、耐蚀和热阻抗性能,用于飞机发动机叶片、涡轮、燃烧室等部件的涂层修复和功能增强。
2. 汽车工业超音速电弧喷涂技术在汽车工业中广泛应用于引擎、排气系统、刹车系统等零部件的涂层修复和功能增强。
涂层可以提供良好的耐磨、降噪和热阻抗性能,延长零部件的使用寿命。
3. 石油和天然气工业超音速电弧喷涂技术在石油和天然气工业中用于涂层修复和功能增强。
涂层可以提供耐蚀、防磨和耐高温性能,用于管道、阀门、接头等设备的涂层修复和功能增强。
4. 电力工业超音速电弧喷涂技术在电力工业中用于涂层修复和功能增强。
涂层可以提供优异的耐蚀、耐磨和耐高温性能,用于发电机、涡轮、导叶等设备的涂层修复和功能增强。
电弧喷涂技术应用现状及发展李天虎杨军金珠(陕西科技大学造纸工程学院,咸阳,712081)摘 要 阐述了电弧喷涂技术的原理及特点。
介绍了电弧喷涂技术在长效防腐蚀、机械零件修复与预防护、制模技术、工业锅炉受热管件耐高温腐蚀涂层的应用。
论述了电弧喷涂技术的研究进展。
关键词:电弧喷涂应用研究进展1前言电弧喷涂是将两根彼此绝缘的喷涂丝材机械送入雾化气流区的一点,引燃的电弧使丝端部加热融熔并达到过热状态,强烈的压缩空气流使融熔的金属喷射、雾化,并以微粒方式以200—300m/s高速冲击到经过预先制备的工件表面上,在基体表面形成涂层的方法〔1〕。
电弧喷涂技术与其它热喷涂方法相比,具有如下特点:结合强度高。
应用电弧喷涂技术,可以在不提高工件温度、不使用贵重底层材料的情况下获得高的结合强度,结合强度大于20M Pa。
一般电弧喷涂层的结合强度是火焰喷涂层的215倍;生产效率高。
在单位时间内喷涂金属的质量大。
电弧喷涂的生产效率正比于电弧电流,相当于火焰喷涂的4—5倍;成本低。
电弧喷涂是热喷涂方法中能源利用率最充分的方法。
火焰丝材喷涂的热能利用率为13%,等离子喷涂为12%,而电弧喷涂热能利用率高达57%。
同时电能的价格又远低于氧气和乙炔,其费用通常仅为火焰喷涂的1/10;安全性好。
电弧喷涂技术仅使用电和压缩空气,不用氧气、乙炔等易燃气体;喷涂质量稳定。
电弧喷涂所有粒子均由丝材经电弧熔化雾化而成,粒子得到充分的燃烧。
2电弧喷涂技术的应用电弧喷涂是20世纪80年代兴起的热喷涂技术。
它在近20年间获得迅速发展,在国际上已逐步部分取代火焰喷涂和等离子喷涂。
据有关资料统计,到20世纪末,在所有热喷涂技术中,电弧喷涂的技术应用比例占15%,其市场比例占第3位[2]。
电弧喷涂正日益成为热门的热喷涂技术之一。
211长效防腐涂层的应用锌、铝及锌铝合金是长效防腐蚀的主要涂层材料。
锌与铝具有比铁更低的电极电位,对钢铁基体起有阳极保护作用。
电弧喷涂原理电弧喷涂是一种常用的表面涂层技术,它利用电弧产生高温熔化涂料,然后通过气流将熔融的涂料喷射到工件表面,形成均匀、致密的涂层。
电弧喷涂技术具有高效、高质、低成本等优点,在航空航天、汽车制造、电力等领域得到广泛应用。
本文将介绍电弧喷涂的原理及其应用。
首先,电弧喷涂的原理是利用电弧产生高温熔化涂料。
在电弧喷涂过程中,电弧放电产生的高温能量将喷涂材料加热至熔化状态,形成熔融的涂料。
这种高温状态有利于涂料的均匀熔化,同时也有利于喷涂材料与工件表面的粘附,从而形成致密的涂层。
其次,电弧喷涂利用气流将熔融的涂料喷射到工件表面。
在电弧喷涂过程中,通过气体喷嘴将气体喷射到电弧区域,形成高速气流。
这种高速气流将熔融的涂料带到工件表面,并在表面凝固形成均匀的涂层。
通过控制气流的流速和喷涂角度,可以实现不同厚度和形状的涂层。
此外,电弧喷涂技术具有高效、高质、低成本的特点。
由于电弧喷涂过程中涂料的熔化和喷涂是同时进行的,因此具有高喷涂效率。
同时,由于电弧喷涂的涂层致密、结合强度高,因此具有优异的耐磨、耐腐蚀性能。
此外,电弧喷涂设备简单,操作方便,成本较低,因此在工业生产中得到广泛应用。
总之,电弧喷涂是一种高效、高质、低成本的表面涂层技术,其原理是利用电弧产生高温熔化涂料,然后通过气流将熔融的涂料喷射到工件表面,形成均匀、致密的涂层。
电弧喷涂技术在航空航天、汽车制造、电力等领域得到广泛应用,对于提高工件的耐磨、耐腐蚀性能具有重要意义。
希望本文的介绍能够帮助大家更好地理解电弧喷涂技术的原理及其应用。
电弧喷涂技术电弧喷涂技术是80年代兴起的热喷涂技术,应用领域非常广泛,受到许多部门的重视。
虽然国外从60年代就开始推广电弧喷涂技术,但真正广泛用于工业领域也是80年代才开始。
我国开始推广电弧喷涂技术是90年代初期,从1996年以后才受到各地政府及大型国家重点工程的重视。
如三峡工程、广船国际、港口各种储罐、电力工程铁塔等等。
一、电弧喷涂原理电弧喷涂是以电弧为热源,将熔化的金属丝用高速气流雾化,并以高速喷到工件表面形成涂层的一种热喷涂工艺。
喷涂时,两根丝状金属喷涂材料用送丝装置通过送丝轮均匀、连续地分别送进电弧喷枪中的两个导电嘴内,导电嘴分别连接电源正负极,并保证两根金属丝之间在未接触之前绝缘。
当两根金属丝端部相互接触时产生短路而形成电弧,时金属丝端部瞬间熔化,此时利用压缩空气把熔化的金属雾化,形成金属微熔滴,以很高的速度喷射到工件表面上,产生金属涂层。
二、电弧喷涂的技术特点a) 电弧喷涂的优点突出表现在其涂层所能达到的高强度和优异的涂层性能。
应用电弧喷涂技术,可以在不提高工件表面温度、不使用贵重打底材料的情况下获得高的结合强度。
一般电弧喷涂的结合强度可以达到20MPa以上是氧乙炔火焰喷涂的4~6倍。
最近大庆某工程公司在为国家某重点工程投标时,专门测验了电弧喷涂的结合强度。
用Φ40的Q235圆钢,切断后将两个断面磨平,经过喷砂处理,使粗糙度达到Sa2.5级以上,然后将其中一个断面用电弧喷涂方式喷锌,厚度为0.10~0.15mm,将另一个断面涂上强力胶水,与喷锌层断面相粘结,等胶水完全干燥后上拉力试验机,测得结果为:共用10根圆钢试样,平均结合强度为13.7吨,最小的为10.6吨,最大的为15.2吨,也就是平均结合强度为21.8MPa,最小的为16.9 MPa,最大的为24.2 MPa。
由于锌涂层属于比较软的涂层,其结合强度要低于不锈钢等硬质金属。
b) 电弧喷涂的高效率表现在单位时间内喷涂金属的重量大。
电弧等离子体喷涂技术及其应用电弧等离子体喷涂技术是一种新型的表面涂层技术,其具有良好的耐磨性、抗腐蚀性、防氧化性、高温性和耐热性等特点。
在冶金、机械、化工、航空航天等领域中得到广泛的应用。
一、电弧等离子体喷涂技术的原理电弧等离子体喷涂技术是利用电弧加热将涂料熔化成为等离子体状态,然后由高速气流将等离子体状态的涂料喷射到被涂物表面上。
电弧形成的等离子体可以将涂料的分子解离成原子或离子,从而增强了原子之间的化学作用,使得涂层的附着力增强,而且在加热过程中涂层中的气泡也可以被排除,从而提高了涂层的质量和均匀性。
二、电弧等离子体喷涂技术的特点1.高效节能:电弧等离子体喷涂技术可以将能量高效利用,能够有效地节省能源,同时也大大降低了涂层的成本。
2.环保节能:电弧等离子体喷涂技术不会产生任何废气、废水、废渣等有害物质,是一种非常环保的表面涂层技术。
3.高度可控:电弧等离子体喷涂技术可以根据不同的工艺需求,进行不同的参数调整,实现对涂层厚度、粗细、质量等多种参数的控制。
4.适用性强:电弧等离子体喷涂技术可以对不同的材料进行喷涂,覆盖范围广,适用性非常强。
三、电弧等离子体喷涂技术的应用1.航空航天领域:电弧等离子体喷涂技术可以用于航空航天领域中,例如喷涂涡轮等部件,能够大大提高其耐热性和耐蚀性。
2.钢铁冶金领域:电弧等离子体喷涂技术可以喷涂高温炉墙、隔热材料和模具等,能够提高其耐热性、防氧化性和耐磨性。
3.汽车工业:电弧等离子体喷涂技术可以用于汽车制造业中,例如车身防腐蚀涂料和悬挂系统等,并能显著提升汽车的整体性能。
4.机械制造业:电弧等离子体喷涂技术可以用于机械制造业中,例如增强工具表面的耐磨性和耐热性,提高设备的使用寿命和精度。
四、电弧等离子体喷涂技术的发展趋势电弧等离子体喷涂技术的发展趋势是实现高效率、高质量、低成本、易操作的喷涂设备,同时也是向多功能、智能化、自动化方向发展。
未来,电弧等离子体喷涂技术有望在可持续发展、环保节能等方面继续创新和发展。
机械制造电弧喷涂技术机械制造电弧喷涂技术是一种常用于表面涂装和涂层修复的先进技术。
通过在工件表面形成电弧放电,将喷涂材料熔融后喷射到工件表面,形成一层坚固耐用的涂层,以提高工件的表面硬度、耐磨性和耐腐蚀性。
本文将探讨机械制造电弧喷涂技术的原理、应用和优势。
一、原理机械制造电弧喷涂技术基于电弧放电原理,是利用高温高压的电弧将喷涂材料表面熔化并喷射到工件表面。
电弧放电是指通过电极的放电产生的高温等离子体,这种等离子体的温度高达3000至15000摄氏度,能够将喷涂材料表面熔化,并在喷涂过程中形成涂层。
二、应用1. 表面涂装:机械制造电弧喷涂技术广泛应用于工件表面的涂装。
通过喷涂不同材料的涂层,可以提高工件的外观美观度、耐腐蚀性和耐磨性,延长工件使用寿命。
例如,在汽车制造领域,电弧喷涂技术可应用于汽车车身的涂装,提高车身的耐腐蚀性和耐候性。
2. 涂层修复:机械制造电弧喷涂技术还可用于工件表面涂层的修复。
当工件表面的涂层磨损或受损时,可以通过电弧喷涂技术将新的涂层喷射到受损区域,以修复表面的缺陷,并恢复工件的功能和性能。
3. 材料改性:机械制造电弧喷涂技术还可用于对材料进行改性。
通过喷涂不同材料的涂层,可以增加材料的硬度、耐磨性和耐腐蚀性。
这在一些特殊领域的机械制造中尤为重要,例如航空航天、核工程和海洋工程等。
三、优势1. 节约材料:机械制造电弧喷涂技术相较于传统喷涂技术,其喷涂效率更高,可以减少材料的浪费。
在喷涂过程中,电弧放电可以将喷涂材料充分熔化并喷射到工件表面,减少涂层的流失,从而节约喷涂材料。
2. 提高涂层质量:机械制造电弧喷涂技术所形成的涂层均匀、致密,与工件表面结合紧密,具有较高的附着力和耐久性。
这可以确保涂层在长期使用过程中不易剥落,从而提高涂层的质量和寿命。
3. 适应性强:机械制造电弧喷涂技术适用于各种类型的材料和工件。
不同的喷涂材料可以根据工件的需求进行选择,并在表面形成相应的涂层。