磨机轴瓦刮研技术论文Microsoft Word 文档教材
- 格式:doc
- 大小:84.50 KB
- 文档页数:8
轴瓦检修方式优化的作用论文(合集五篇)第一篇:轴瓦检修方式优化的作用论文轧钢机械设备轴瓦的检修策略分析轴瓦浇筑过程当中的检修策略分析:为避免轴瓦在浇筑过程当中出现轴承衬壳与巴氏合金之间出现衔接不牢固问题,检修过程当中应当针对轴瓦作为检修准备工作,确保轴承衬部位的彻底清理。
一般情况下,检修作业人员应当选用碱水对其进行清洁,杜绝轴承衬位置存在任何形式的油渍痕迹。
在烘干轴承衬部位残余水分之后应当选用ZnCl2饱和溶液对轴瓦进行二次清理。
清理的关键在于确保轧钢机械轴瓦浇筑过程当中轴承衬与锡之间衔接的密和性。
与此同时,检修过程当中应当对浇筑的速率进行合理控制,以均匀的浇筑方式避免轴承在挂锡的过程当中存在任何形式的空缺质量问题。
轴瓦刮研过程当中的检修策略分析:对于轧钢机械设备而言,要想实现轴瓦的高效运转与长时间运行就需要对轴瓦运行过程当中的润滑特性加以合理控制。
从轴瓦刮研的角度上来说,合理的刮研可以确保轴瓦运行过程当中的均匀性承载与适应性受力面积,从而在轴瓦外部形成高质的油膜。
为此,在检修过程当中,应优选此种刮研方式。
轴瓦承载区域内的刮研接触角角度应当控制在80°左右且采取由研点向中部的方式进行刮研作业。
一般情况下,轴瓦研点数基本尺寸应当在25mm×25mm以上。
更为关键的一点在于:在轴瓦刮研过程当中,下一步骤刮刀走刀的方向应当与上一步骤刮刀走刀的方向呈交互性交叉形式,在此基础之上确保刮刀后续毛刺修理的平整性。
轴瓦合金表面缺陷的检修策略分析:要想防止轴瓦合金表面出现任何形式的气渣、气孔质量问题,而对后续轴瓦浇筑作业造成严重影响,在贾牛过程当中应当针对浇筑的温度加以合理控制。
一般情况下,较高的浇注温度会使得轴瓦合金呈现出较为优越的流动性特性,受此影响,轴瓦浇筑过程中的填充效果也会表现的比较好。
以往存在于轧钢机械设备轴瓦检修过程当中的夹渣质量问题也得到了有效抑制。
同时,还应当注意,浇筑的温度也不能一味的过高,防治轴瓦吸气量在持续增加的过程当中受氧化反应影响而出现表面气孔质量缺陷。
球磨机轴瓦刮研方法探讨
刘明
【期刊名称】《新疆钢铁》
【年(卷),期】2004(000)004
【摘要】球磨机主轴承经常发生烧瓦,影响球磨机安全稳定运行.本文主要介绍球磨机轴瓦烧损后的处理方法以及需要注意的几个问题.
【总页数】2页(P32-33)
【作者】刘明
【作者单位】新疆八一钢铁集团有限责任公司炼铁分公司
【正文语种】中文
【中图分类】TF3
【相关文献】
1.浅谈电厂球磨机轴瓦的刮研 [J], 张敬磊
2.球磨机主轴瓦的刮研技术改进 [J], 莫文永
3.球磨机中空轴瓦的刮研方法 [J], 王希正
4.论滑动轴承(轴瓦)的刮研及在齿轮基座应用的解检方法 [J], 贾南
5.浅谈灯泡贯流式机组轴瓦的刮研 [J], 解志强
因版权原因,仅展示原文概要,查看原文内容请购买。
压缩机轴瓦刮研方法When it comes to the method of scraping and honing the compressor shaft bearing, it is crucial to pay attention to the precision and care taken during the process. It is important to ensure that the bearings are properly seated and aligned to prevent any potential damage or malfunction.在处理压缩机轴瓦刮研的方法时,我们需要注意过程中的精度和细心。
确保轴承正确安装和对齐是非常重要的,以防止任何潜在的损坏或故障。
One important aspect to consider is the selection of the right tools for the job. Using high-quality scraping and honing tools will ensure a smooth and precise finish on the bearing surfaces. It is also important to follow the manufacturer's guidelines and specifications for the proper technique and tools to use during the process.选择合适的工具是需要考虑的一个重要方面。
使用高质量的刮和研磨工具可以确保轴承表面光滑精密的完成。
在过程中,遵循制造商的准则和规格是非常重要的,以确保采用正确的技术和工具。
Another crucial factor in the scraping and honing process is the skill and expertise of the technician performing the job. A well-trained and experienced technician will be able to ensure that the bearings are properly seated and aligned, and that the right amount of material is removed during the honing process.在刮和研磨过程中,执行工作的技术人员的技能和专业知识也是一个至关重要的因素。
滑动轴瓦的刮研和修配办法与应用摘要:滑动轴承是机械重要零件之一,滑动轴承的间隙质量直接影响着油膜的形成,关系到工作运转的平稳性、旋转精度和吸振能力的强弱,承受冲击载荷的大小、工作温度的高低和抗磨性强度以及轴承使用寿命的长短,因此,对滑动轴承的刮研、安装和修配非常关键,本文主要是调查滑动轴瓦的刮研和修配现状,了解其中存在的重难点问题,提出科学有效的措施确保滑动轴瓦的刮研和修配办法应用有成效。
关键词:滑动轴瓦;刮研;修配办法引言:社会的进步离不开滑动轴瓦的应用,无论是人们日常生活,还是电机行业的发展与进步都离不开滑动轴瓦。
由此可见,滑动轴瓦的重要性是十分显著的。
随着电机的应用范围逐渐扩大,滑动轴瓦的应用逐渐增多,在电机长时间的运转过程中会加快滑动轴瓦的损耗。
因此,滑动轴瓦的刮研和修配办法与应用研究就引起了广泛的关注,但是由于对滑动轴瓦的刮研和修配是专业性的操作,需要具有工作能力的专业人员才能胜任,所以,如何能有效的为完成滑动轴瓦的刮研和修配是每个从业人员值得深入研究的问题。
一、滑动轴瓦的刮研和修配的特点(1)复杂性滑动轴瓦的刮研和修配工作的主要服务内容之一就是为保证电机设备的稳定运行的,它使用的刮研和修配工作技术比较复杂。
在近年来,电机的应用逐渐增多,人们对于滑动轴瓦的刮研和修配工作要求也越来越高,在工业化时代的发展下,滑动轴瓦也随之开始越来越趋向于现代化。
因此,需要故障检修人员对于滑动轴瓦的刮研和修配这项工作内容有一个较全面、清楚的概念认识,能够快速的找到并处理故障。
(2)滑动轴瓦的刮研和修配的信息化程度不断增强重视对相关资料的数据进行分析收集和智能化处理,充分积极地发挥我国现有的信息化设备的应用技术知识和智能设备,只有这样,才能很好地发挥出这些现代化设备应有的技术价值和管理作用,相信在我国未来滑动轴瓦的刮研和修配办法的应用中,这些智能化设备数据的智能化运用程度才会显得越来越高。
(3)技术性和专业性鲜明随着我国电力电子技术和计算机技术的发展进步,滑动轴瓦的刮研和修配工作也取得了不错的效果,它能够有效地解决滑动轴瓦的运行故障,保证电机的正常运行,这一切对于有效提高电力的安全运行系数无疑是十分重要的。
剖分式滑动轴承安装摘要:对矿山大型设备剖分式滑动轴承安装、安装间隙的调整厦润滑原理作了详细的介绍,对矿山设备的安装使用具有一定的借鉴作用。
关键词:矿山设备滑动轴承安装使用剖分式滑动轴承又称对开式滑动轴承,由轴承器、轴承座、对开轴瓦、垫片、螺栓等组成,新桥硫铁矿选矿厂有5台2700×3600型球磨机、2台2100×3600型棒磨机、5台400kW同步电机均使用剖分式滑动轴承。
了解该形式轴承结构、润滑原理及安装工艺,对矿山这些大型设备的维护、保养是一项重要的工作。
1 润滑原理这种轴承润滑形成大致有3个过程,轴静止时由于自身重量而处于最低位置,润滑油被轴颈挤出,轴承与轴颈侧面之间形成楔型油隙,当轴颈旋转时,由于油的粘性在金属表面附着力,油层随轴一起旋转,油层经过楔形油隙时,由于分子受到挤压和本身动能,对轴产生压力将轴向上抬起,当达到一定速度时,油对轴压力增大,轴与轴承表面完全被油膜隔开,从而形成了液体动压润滑。
形成液体动压润滑的条件是:① 轴颈与轴承配合后应有一定间隙,一般等于颈直径的1/1000~3/1000;② 轴颈必须有一定的线速度,以建立足够的油楔压力;③ 两工作面间必须连续充满一定粘度润滑油。
2 剖分式滑动轴承安装(1)轴承座安装。
对开轴瓦、轴承座、轴承盖安装时应使轴瓦背与轴承座孔接触良好,如不符台要求应以轴承座孔为基准刮厚壁轴瓦,轴瓦剖分面应比轴承座剖分面高出△h,一般△ h= 0.O5~ 0.Im m 。
(2)轴承表面与轴承座之间接触面积,上瓦不得小于40 ,下瓦不得小于50 ,并且要求接触面积均匀,不允许下瓦底部与两侧出现间隙,一旦下瓦两侧有间隙,使轴瓦承受到压强增大,就导致很快磨损。
轴瓦和轴承座之间的接触斑点应为1~2点/cm ,过少会导致轴瓦加剧磨损变形破裂。
(3)轴承与轴颈安装。
安装轴承时,必须注意轴瓦与轴颈间接触角和接触点。
轴瓦与轴颈之间的接触面所对应圆心角称为接触角,此角过大影响润滑油膜的形成,破坏润滑效果,使轴瓦很快磨损;过小会增加轴瓦压强,也会使轴瓦加剧磨损。
Φ300研磨机设计摘要研磨是超精密加工中一种重要加工方法,其优点是加工精度高,加工材料范围广。
研磨机是用涂上或嵌入磨料的研具对工件表面进行研磨的磨床,是保证研磨加工的重要条件。
由于传统研磨存在加工效率低、加工成本高、加工精度和加工质量不稳定等缺点,这使得传统研磨应用受到了一定限制,为了提高研磨加工效率,机械研磨机已经取代了传统的手工研磨。
目前国内使用研磨机的种类比较多,研磨机从加工精度上基本分为两种:一种是加工不仅对精度要求较高并对面形精度也有所要求的工件;另外一种是加工只要求表面粗糙度的零件,例如各种材质的机械密封环、陶瓷片、气缸活塞环、油泵叶片轴承端面及硅、锗、石英晶体、石墨、蓝宝石、光学水晶、玻璃、铌酸锂、硬质合金、不锈钢、粉灰冶金等金属材料的平面研磨。
这种研磨机适合加工一些尺寸较小,而且数量较大的零件。
本文主要是合理的分析了研磨机的传动系统和研磨机械原理,本研磨机设计由电动机、减速装置、传动装置、研磨盘组成,根据研磨功率选择了合理的电动机,并设计了减速装置和主要的传动零件及研磨盘主轴。
为了使其具有足够的刚度、强度和稳定性,对蜗轮蜗杆减速器上的主要零部件进行了寿命校核,同时还对研磨盘主轴上的主要零部件进行了强度校核。
关键词:平面磨削研磨主轴星型轮系传动Φ300 Grinding Machine DesignAbstract:Grinding is a kind of important ultra-precision processing processing method, its advantage is processing precision is high, wide range of materials. Grinding machine is covered with or embedded with the abrasive research in the surface of the grinding machine, is the guarantee of grinding the important condition. As the traditional grinding existence processing efficiency is low, the manufacturing cost is high, the processing precision and processing quality is not stable shortcomings, this makes the traditional grinding application subject to a certain limit, in order to improve the grinding machining efficiency, mechanical grinding machine have replaced the traditional manual polishing. At present domestic use the types of grinding machine is more, from processing precision grinding machine on basic divided into two kinds: one kind is processing not only to higher accuracy and precision to form across the requirements of the workpiece; Another is only required processing surface roughness of parts, such as all kinds of material mechanical sealing rings, ceramics, cylinder piston ring of blades, oil pump bearing end face and silicon, ge, quartz crystal, graphite, sapphire, optic crystal, glass, lithium niobate, hard alloy, stainless steel, FenHui metallurgical and other metal material plane grinding. This kind of grinding machine is suitable for processing some smaller, and the greater number of parts.This paper is mainly reasonable analysis the grinding machine transmission system and grind mechanical principle, the grinding machine design from motor, slow, device, gearing, grinding plate composition, according to grinding chosen the reasonable motor power, and design a slowdown and the main transmission device parts and grinding plate spindle. In order to make it has enough stiffness, strength and stability of worm gear and worm reducer is the main parts were checking service life, and at the same time also on grinding plate spindle is the main parts were strength check. Keyword:flat surface grinding grinding principal axis star gear transmission目录前言 (1)第一章研磨机的发展史 (3)1.1研磨技术发展状况 (3)1.2 固着磨料高速研磨的研究现状 (4)1.3 研磨机的发展情况 (5)第二章研磨原理分析 (6)2.1 研磨机的工作原理 (7)2.2 研磨网纹分析 (8)2.3 研磨速度分析 (8)第三章研磨机传动系统分析 (10)3.1 电动机的选择 (10)选择电动机的类型 (10)选择电动机的功率 (10)确定电动机的转速 (11)3.2 计算总传动比 (12)3.3 研磨盘主轴的运动和动力参数 (12)研磨盘主轴的转速 (12)研磨盘主轴的功率 (12)研磨盘主轴转速 (12)第四章蜗轮蜗杆减速器设计 (13)4.1 蜗杆传动设计计算 (13)蜗杆传动材料的选择 (13)选择齿数 (13)验算滑动速度 (13)主要尺寸计算 (13)热平衡计算 (14)4.2 轴的设计和校核 (15)蜗轮轴的设计 (15)蜗杆轴的设计 (19)4.3 滚动轴承寿命的校核 (24)轴承的受力分析 (24)轴承的选择及寿命校核 (24)4.4 减速器箱体的设计计算 (26)箱体的结构形式和材料 (26)铸铁箱体主要结构尺寸 (27)第五章研磨盘主轴设计 (28)5.1主轴的设计 (28)选择轴的材料 (28)按许用扭转剪应力初估轴的直径 (28)轴的结构设计 (28)5.2 轴的校核 (29)5.3 主轴轴承的选择及寿命校核 (32)轴承的受力分析 (32)主轴轴承的选择及寿命校核 (33)第六章键等相关标准的选择 (34)6.1 键的选择 (34)6.2 联轴器的选择 (34)6.3 螺栓,螺母,螺钉的选择 (34)结论 (36)致谢 (37)参考文献 (38)前言研磨机是用涂上或嵌入磨料的研具对工件表面进行研磨的磨床。
球磨机轴瓦的刮研工艺
球磨机轴瓦刮研工艺是指对球磨机轴瓦进行刮研处理的工艺过程。
刮研工艺旨在修复轴瓦表面的磨损、减少表面粗糙度、提高轴瓦的密封性能和使用寿命。
下面是一个常用的球磨机轴瓦刮研工艺步骤:
1. 准备工作:清洁整个轴瓦表面,将表面污垢、灰尘等清除干净。
确保刮研过程中无杂质。
2. 刮研材料的选择:根据轴瓦材质和磨损情况选择合适的刮研材料。
常见的刮研材料有砂布、砂纸等。
3. 刮研:
a. 将刮研材料固定在平整的刮研工具上。
b. 在轴瓦表面均匀涂抹一层研磨油或刮研油,以降低摩擦和热量产生。
c. 以均匀的力度和速度将刮研工具沿着轴瓦表面进行刮研。
刮的方向应与轴瓦表面垂直,以避免刮出新的磨损槽。
d. 刮研过程中需不断加砂、换砂,以保持研磨效果。
4. 清洁:使用清洁剂和清水清洗轴瓦表面,将刮研过程产生的金属屑和残留物去除干净。
5. 检查:仔细检查刮研后的轴瓦表面,确保无明显的磨损、裂纹或缺陷。
6. 维护:刮研后的轴瓦需要进行适当的润滑和保养,以延长使用寿命。
需要注意的是,刮研工艺对于轴瓦的刮除量、研磨力度、刮研油的选择等要素需要根据具体情况进行合理调整,以达到理想的刮研效果。
同时,刮研工艺过程中要保持操作规范,避免对轴瓦造成二次损伤。
刮研磨机轴瓦新方法的应用多年来,国内对磨机主轴瓦的刮研一直沿用着点接触的理论和技术要求。
这种理论认为轴颈与轴瓦在配合角度范围内,应在瓦面均匀地刮出一些凸点,凸点之间形成浅凹坑。
凸点主要起支承轴颈的作用,凹面用以储存润滑油,起到润滑的作用。
在这种理论的指导下,在安装或修复球磨机主轴承时,都要求对瓦面进行细微地刮削,反复地研磨,使其每平方厘米有1~2个接触斑点,在70~90°的范围内均匀分布。
这种刮研方法破坏了油膜的形成,在配合角度范围内轴颈与瓦点接触,在凹面储存和形成的油膜遇到凸点即被划破、切断,破坏了油膜的整体性,使轴颈与瓦实际形成半干磨擦的边界润滑状态,对润滑很不利,容易烧瓦,可靠度低。
劳动强度大,刮研时间长。
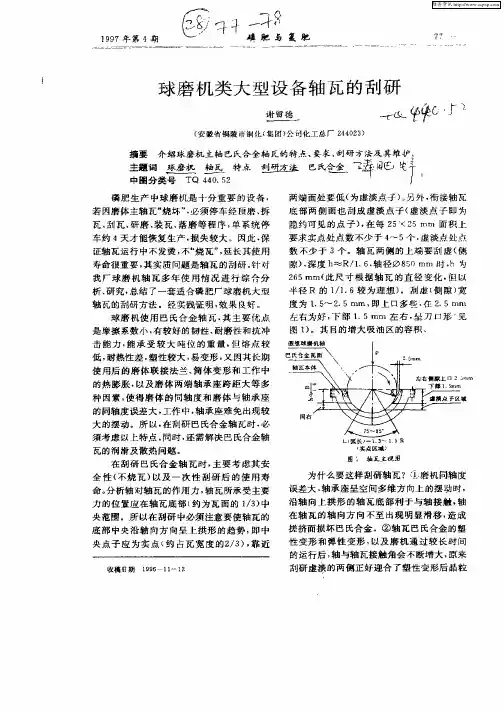
球磨机轴承瓦衬一般多采用锡基巴氏合金浇铸而成,价格昂贵。
巴氏合金浇铸厚度一般为12~15mm左右,据测定在正常情况下磨损量每年约为0.13~0.15mm,而瓦被烧一次约损失0.4~0.7mm,修复刮研一次约损失0.5~1.0mm左右(视其烧伤程度而定),所以刮削损失大大减少了瓦衬的使用寿命。
长久以来,我们根据有关资料介绍,多次采用新型刮研法技术,效果很好。
第一次是1994年3月下旬,Φ2.2m×6.5m水泥磨一号瓦由于油内粉尘太多,油槽堵塞,瓦衬受到轻度烧伤。
我们将已发黑但还未氧化的部位用刮刀轻轻刮去,然后用细砂布裹着一块平整的油石,用砂布背面在瓦衬上反复打磨,使其光滑平直,再将瓦口进行了较大的刮修,尤其是正向旋入面间隙增大,加深,放入瓦座内而且是全负荷运转,一次成功,仅用了一个班的时间就全部处理完毕,恢复了正常生产。
第二次是1994年10月上旬,还是该瓦由于瓦衬已太薄,有的部位巴氏合金已磨透,铸铁基体磨伤了轴颈,不能再继续使用。
更换新瓦时我们又试用了新刮研法技术,针对轴颈已被局部磨伤拉毛的情况,首先用细油石对轴颈的受伤部位进行了打磨,将已拉起的毛刺磨光、磨平。
然后将瓦衬两边瓦口部位进行了较大的刮修,由上往下逐渐减轻,深度达到200~230mm,形成弧形导油槽和逐渐缩小的楔形间隙,下部30°的范围内未进行任何刮研,只用砂布背面进行了几次打磨。
摘要:介绍大型电机滑动轴承刮研的技术要求和方法。
随着市场经济的发展和国家能源政策的实施,矿山、水泥、钢铁和电力等行业的设备都朝着大型化方向发展,大型电机的需求也越来越多。
大型电机轴承选用的大多是剖分式向心滑动轴承,其材料主要为巴氏合金。
装配时,一般都采用刮研的方法来达到其精度要求,保证其使用性能。
因此,刮研的质量对电机的正常运转至关重要,并直接影响着电机的使用寿命。
刮研质量不好,电机在试车时很容易在极短的时间内造成轴瓦由局部粘损发展到大部分粘损,直至抱轴烧瓦不能使用。
所以在刮研轴瓦时都由技术经验丰富的钳工操作。
下面介绍剖分式滑动轴承(轴瓦)的刮研方法。
1轴瓦与轴承座和轴承盖的配合要求(1)下轴瓦的瓦背与轴承座的接触面积应大于70%,而且分布均匀,其接触范围角应大于150°,其余允许有间隙部分的间隙不大于0.05mm。
(2)上轴瓦的瓦背与轴承盖的接触面积应大于60%,且分布均匀,其接触范围角应大于120°,允许有间隙部位的间隙应不大于0.05mm。
2轴瓦刮研的技术要求2.1接触角与接触斑点要求轴瓦的接触角在60°~120°范围内,轻载选小值,重载选大值;一般要求在60°(或120°)圆弧内,每平方厘米面积上均布的接触点数,下轴瓦应有两个以上,上轴瓦应有一个以上。
2.2油槽与瓦口油槽带(1)剖分式滑动轴承,油槽一般都开在受力较小的上瓦上。
截面为半圆弧形,沿上瓦内周180°分布,由机械加工而成。
由于上瓦有间隙量存在,润滑油很容易进入上瓦面与轴之间,其主要作用是能将润滑油畅通地注入轴瓦内侧(径向)的瓦口油槽带。
(2)瓦口油槽带分布在上、下轴瓦结合部位处(两侧)。
油槽带成圆弧楔形,瓦口结合面处向外侧深度一般在1mm~3mm,油槽带宽度一般为8m m~40m m,油槽带单边距轴瓦端面的尺寸一般为8mm~25mm。
油槽带的长度为轴瓦轴向长度的85%左右,是一个能存较大量的润滑油的带状油槽,便于轴瓦与轴的润滑与冷却。
低速、重载向心滑动轴承轴瓦面的刮研滑动轴承分液体摩擦滑动轴承和非液体摩擦滑动轴承。
过去往往认为象水泥生产机械中的回转窑和球磨机等这些低速、重载设备的向心滑动轴承难于形成完全的液体润滑,而是处于混合润滑状态中,属于非液体摩擦轴承。
根据摩擦学的理论,混合摩擦和液体摩擦可用膜厚比λ值的大小来大致区分:λ=h min /R a Σ式中:h mi n —两粗糙面间的最小油膜厚度;R a Σ—两表面的综合粗糙度,R a Σ=2a22a1R R +,μm ;R a 1、R a 2—分别为两表面的轮廓算术平均偏差,μm 。
当λ<0.4时为边界摩擦,载荷完全由微凸体承担;当0.4≤λ≤3.0时为混合摩擦,载荷由微凸体与油膜共同承担,油膜承担载荷的比例随λ值的增大而增大,在λ=1时,油膜所承担的载荷可达到70%;当λ>3~5后则为液体摩擦。
低速、重载滑动轴承轴颈表面粗糙度R a 1一般为0.8μm ;轴瓦经过较认真的刮削后,其表面粗糙度可认为达到∇5以上,R a 2=3.2μm ,适当跑合后光洁度还要更高些。
虽然刮削后的轴瓦表面不平度和表面形状误差还较大,但由于轴瓦材料是白合金或青铜,对轴颈有着良好的适应性,可以不考虑它们的影响。
于是,综合粗糙度R a Σ=222.38.0+=3.3(μm)如果最小油膜厚度能达到0.01~0.02mm ,膜厚比λ就会大于3~5,形成液体润滑。
不论是要建立液体润滑还是混合润滑都要使轴承滑动表面间形成动压油膜。
为形成流体动压润滑,应当把轴承合金瓦或铜瓦面刮研成一略大于轴颈的圆柱体,使两表面间自然形成一弯曲的楔形空间,这是我们研刮向心滑动轴承轴瓦的主要目的和任务。
(1) 轴瓦面形状研刮低速、重载轴承的轴瓦通常是180°或120°瓦。
把已研刮好球面瓦背的轴瓦倒扣在轴颈上进行对研。
对研时,沿着圆周方向来回运动轴瓦,幅度要大;刮削时,着重刮削在宽度上不对称的接触斑点。
高级技师专业论文题目:Φ3200×3100格子型球磨机主轴瓦刮研方法姓名:职业:钳工身份证号:单位:Φ3200×3100格子型球磨机主轴瓦刮研方法姓名:单位:【摘要】:Φ3200×3100湿式格子型球磨机是大冶铁矿老系统采用的磨矿设备,其筒体由两端的剖分式巴氏合金轴瓦支承。
由于受重载荷、腐蚀及润滑不良等不利因素的影响,轴瓦表面会出现刮伤、磨损和烧瓦(也称胶合)等情况,造成轴瓦的失效和危及球磨机的运行安全。
如果轴瓦损伤程度没有达到需要更换新轴瓦的程度的话,就需要对轴瓦进行修复,目前我们现场常用的修复方法是对轴瓦进行刮研。
【关键词】:湿式格子型球磨机轴瓦刮伤磨损烧瓦刮研一、前言与背景目前,选矿车间老系统采用的是10台Φ3200×3100湿式格子型球磨机作为磨矿设备。
球磨机工作时靠电机经齿轮传动带动筒体转动,筒体两端各有一副采用稀油润滑的滑动轴承来支承筒体重量。
滑动轴承工作时,轴瓦与转轴之间要求有一层很薄的油膜起润滑作用,滑动表面被润滑油分开而不发生直接接触,还可以大大减小摩擦损失和表面磨损,油膜还具有一定的吸振能力。
如果由于润滑不良,轴瓦与转轴之间就存在直接的摩擦,摩擦会产生很高的温度。
发生直接摩擦产生的高温足以将巴氏合金材料制成的轴瓦烧坏。
轴瓦还可能由于负荷过大、温度过高、润滑油存在杂质或黏度异常等因素造成烧瓦。
烧瓦后滑动轴承就损坏了。
对于这些磨损或烧坏的轴瓦,如果损伤情况不够严重的话可将其修复再利用,目前现场检修对剖分式巴氏合金轴瓦进行修复的方法主要是刮研,也称刮瓦。
所谓刮瓦,就是将轴瓦与所装配的轴相互研合,用刮刀刮削轴瓦表面,改善轴瓦与轴和轴瓦座接触面的情况,以保证安装精度和润滑性能。
二、轴瓦与瓦座、轴装配时的技术要求Φ3200×3100湿式格子型球磨机的的空心轴轴瓦为剖分式巴氏合金轴瓦,但其上瓦浇铸在瓦盖上,下轴瓦安放在轴瓦座上,下瓦瓦背与轴瓦座的凹面为球面接触。
大型球磨机轴瓦刮研浅析【摘要】球磨机是继破碎机之后,对矿石或其它物料继续进行湿法研磨,旨在获得工艺所要求的更细颗粒产品的机械设备。
主轴瓦作为大型球磨机的关键部件,其工作的稳定性,直接影响球磨机的正常运行,一旦发生烧瓦故障,往往给企业带来巨大损失。
因此,本文总结了一些刮瓦方面的相关知识与技巧,旨在提高刮研效率。
【关键词】球磨机;刮瓦;效率1 大型球磨机轴承部简介大型球磨机轴承常用滑动轴承,常用的滑动轴承材料有轴承合金(又叫巴氏合金或白合金)、耐磨铸铁、铜基和铝基合金、粉末冶金材料、塑料、橡胶、硬木和碳-石墨,聚四氟乙烯(PTFE)、改性聚甲醛(POM)、等。
轴承合金是锡、铅、锑、铜的合金,它以锡或铅作基本,其内含有锑锡(Sb-Sn)或铜锡(Cu-Sn)的硬晶粒。
硬晶粒起抗磨作用,软基体则增加材料的塑性。
轴承合金的弹性磨量和弹性极限都很低,在所有轴承材料中,它的嵌入性及摩擦顺应性最好,很容易和轴颈磨合,也不易与轴颈发生咬粘。
但轴承合金的强度很低,不能单独制作轴瓦,只能贴附在青铜、钢或铸铁轴瓦上作轴承衬。
轴承合金适用于重载、中高速场合,价格较贵。
滑动轴承,在滑动摩擦下工作的轴承。
滑动轴承工作平稳、可靠、无噪声。
在液体润滑条件下,滑动表面被润滑油分开而不发生直接接触,还可以大大减小摩擦损失和表面磨损,油膜还具有一定的吸振能力。
但起动摩擦阻力较大。
轴被轴承支承的部分称为轴颈,与轴颈相配的零件称为轴瓦。
为了改善轴瓦表面的摩擦性质而在其内表面上浇铸的减摩材料层称为轴承衬。
轴瓦和轴承衬的材料统称为滑动轴承材料。
滑动轴承工作时,轴瓦与转轴之间要求有一层很薄的油膜起润滑作用。
如果由于润滑不良,轴瓦与转轴之间就存在直接的摩擦,摩擦会产生很高的温度,虽然轴瓦是由于特殊的耐高温合金材料制成,但发生直接摩擦产生的高温仍然足于将轴瓦烧坏。
轴瓦还可能由于负荷过大、温度过高、润滑油存在杂质或黏度异常等因素造成烧瓦。
烧瓦后滑动轴承就损坏了。
水泥磨主电机轴瓦研刮方案水泥磨主电机轴瓦研刮方案一、研刮原因:电机轴承运行中突然温升至85~90℃,检查发现滑动轴承下轴瓦已烧损,轴有不同程度拉伤。
二、施工步骤:1、将电机联轴器螺栓和油管拆卸测量转子气隙并记录,打开电机两轴承上压盖后测量轴瓦顶隙和侧隙并记录,将转子两端同时顶起将下轴取出,检查损伤情况,检查甩油圈磨损情况,定位销良好状态。
2、对损伤较轻的轴用金相砂纸沾油打磨,将金属屑清除,最后用麻绳和机油绕轴来回搓动打磨抛光,至表面手感无伤痕感,光滑自然为止。
如轴表面起毛严重,可先用油石沿轴曲面来回打磨后再用600目的砂布和麻绳绕轴打磨抛光。
处理过程对轴径测量记录,有针对性地打磨,轴径误差控制在0.01-0.02内。
3、将上下瓦和甩油圈上的毛刺金属屑剔除,对拉伤的轴瓦进行研刮。
甩油圈接合处不得有棱角,上下瓦的接合处四个角主要起左右定位作用,不得刮削。
将下瓦两边0~100mm区域内刮出油契,油契深度可在30丝左右,一般最深部位刮四至五轮,油契与轴瓦承压工作面交界处要自然过渡,油契深度应由轴瓦接口处向中间逐步过渡变浅,下刀力度逐步变轻。
4、油契刮好后在轴瓦工作面上涂上薄薄的红丹油,将轴瓦放在处理好的轴面上来回滑动几次,将轴瓦上的高点逐步刮除。
刮削过程注意刀口工作面不宜过宽,约1/4刀口即可,刮削方向尽可能与轴线成45°并且前后两轮刮削方向要错开,交叉成90°避免产生刀痕。
因考虑到轴瓦损伤后刮削余量不足,过多追求接触面接合精度会导致刮削量过大,造成轴瓦顶隙过大,转子下沉气隙误差大,振动加剧,容易发生转子扫膛,所以当轴瓦工作面接触面达60%时即可进行网纹刮削。
最后阶段研刮时可以把轴瓦放入瓦座内手动盘车,轴瓦接合面高低点则更明显,效果更佳,轴瓦边缘不的有棱角变形。
5、网纹方向要与轴中心线成45°前后交叉成90°,便于形成油膜。
网纹交叉点间距约25*25mm分布要均匀。
目录摘要 (2)前言 (3)第一节轴瓦的安装与处理 (4)1.1 轴瓦座与轴瓦的安装 (4)1.2 轴瓦的处理 (4)1.2.1轴瓦的粗细刮研 (4)1.2.2轴瓦的精研与侧间隙的处理 (5)1.3 挡油板的制作与安装 (7)第二节总结 (8)致谢 (8)参考文献 (8)轴瓦刮研在磨机安装中的改进应用摘要:磨机使用的滑动轴承具有支承能力大、旋转精度高、工作平稳无噪声、使用寿命长等特点,轴承与轴瓦之间的润滑油膜具有一定吸振能力,故使磨机轴承能承受较大的冲击载荷。
磨机轴承内衬大多是由巴氏合金制成,这种轴承对轴瓦刮研要求较高,轴承与轴瓦之前的接触点必须达到一定的要求,才能使设备正常运行,刮研不当或间隙调整不适,就会导致轴瓦发热,甚至烧瓦。
关键词:磨机滑动轴承接触点间隙调整前言我厂现有4台磨机,磨机的电机功率大,运行时对各部件的技术要求高,属于我厂生产中的关键设备,磨机轴瓦安装时对轴瓦刮研技术要求高,轴瓦刮研不好直接影响设备的使用效果和使用寿命。
本人于2000年在云南省昆明市安宁草铺大黄磷工业区安装过一台磨机,当时因对轴瓦刮削工艺理解认识不够,未加装挡油板,储油槽的刮削不够深,致使设备试运行2小时后轴颈发热,温度高达650,对轴瓦反复修刮后,设备才正常运行。
本人结合这20多年的工作经验谈谈轴瓦安装中的注意细节,具体技术总结见正文。
我厂磨机相关参数如下:设备名称规格型号材质技术参数生产厂家湿式溢流型棒磨机φ3.2×4.5m筒体材质;Q235A衬板材质 :高锰钢筒体内径:3200mm有效长度:4500mm有效容积:33.7m3最大装载量:66t工作转速:15.4r/min处理量:139t/h给矿水:180m3/h中信重型机械公司同步电机TMDK630-36/2600G功率:630Kw转速:167r/min电压:6Kv沈阳电机厂第一节轴瓦的安装及处理1.1轴瓦座与轴瓦的安装首先将设备的瓦座清理干净,按照测量好的位置,将瓦座在设备基础上固定。
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载轴瓦的刮研的要求地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容轴瓦的刮研的要求轴瓦是直接支撑轴的。
当轴在轴瓦内旋转时,由于摩擦力的原因,必然要产生热量。
如果轴和轴瓦的接触面不良好接触是保证在某几个小点或某一块面积上,这样破坏了油膜,该处所受的压力所产生的摩擦力必然比接触均匀的地方大得多,因而在运转时,发出的热量就大,轴承温度就必然高。
相反,如果轴和轴瓦接触的很好,各处受力均匀摩擦面油膜完整,运转时,虽然也发出热量,但热量较小,而且分布在整个轴承上,这部分热量很容易散失,因此轴承不会产生高热。
为了保证轴和轴瓦能很好的接触,对轴瓦要进行细致的刮研。
刮瓦一般先刮下瓦(因下瓦是受压的)后刮上瓦。
刮瓦要在设备精评以后进行。
首先在轴颈上涂一层薄薄的红铅油,然后盘动轴使轴在轴瓦内正反各转一周,使瓦与轴颈摩擦后,将轴吊起,结果在瓦面较高的地方。
在刮削时,每刮一遍应改变一次方向,使刮痕之间成60°—90°交角。
继续数次接触点逐渐增加,最后色斑均匀分布,达到规定的标准为止。
一般下瓦与轴成60°—90°的接触角,在此范围内,接触点应该中间密,两边逐渐变疏,不应该使接触面与非接触面间间有明显的界限。
接触角还不能过大或过小,当角度过大会影响润滑油膜的形成,因而得不到良好的润滑,轴瓦会很快磨损,若角度过小,则增加轴瓦的压强,这样也会增加轴瓦磨损。
在刮下瓦的同时,还要找正轴的水平度。
轴和瓦的接触点要求规定:重负荷和高速运转设备:每平方厘米3—4点中等负荷运转设备:每平方厘米2—3点低速运转设备:每平方厘米1—2点上瓦德刮研法与下瓦相同在瓦上着色时,一定要装上轴,将轴承盖用螺丝紧固好,并撤掉瓦口上的垫片,保证上瓦能够很好的与轴颈接触。
目录
摘要 (2)
前言 (3)
第一节轴瓦的安装与处理 (4)
1.1 轴瓦座与轴瓦的安装 (4)
1.2 轴瓦的处理 (4)
1.2.1轴瓦的粗细刮研 (4)
1.2.2轴瓦的精研与侧间隙的处理 (5)
1.3 挡油板的制作与安装 (7)
第二节总结 (8)
致谢 (8)
参考文献 (8)
轴瓦刮研在磨机安装中的改进应用
摘要:磨机使用的滑动轴承具有支承能力大、旋转精度高、工作平稳无噪声、使用寿命长等特点,轴承与轴瓦之间的润滑油膜
具有一定吸振能力,故使磨机轴承能承受较大的冲击载荷。
磨机轴承内衬大多是由巴氏合金制成,这种轴承对轴瓦刮研
要求较高,轴承与轴瓦之前的接触点必须达到一定的要求,
才能使设备正常运行,刮研不当或间隙调整不适,就会导致
轴瓦发热,甚至烧瓦。
关键词:磨机滑动轴承接触点间隙调整
前言
我厂现有4台磨机,磨机的电机功率大,运行时对各部件的技术要求高,属于我厂生产中的关键设备,磨机轴瓦安装时对轴瓦刮研技术要求高,轴瓦刮研不好直接影响设备的使用效果和使用寿命。
本人于2000年在云南省昆明市安宁草铺大黄磷工业区安装过一台磨机,当时因对轴瓦刮削工艺理解认识不够,未加装挡油板,储油槽的刮削不够深,致使设备试运行2小时后轴颈发热,温度高达650,对轴瓦反复修刮后,设备才正常运行。
本人结合这20多年的工作经验谈谈轴瓦安装中的注意细节,具体技术总结见正文。
我厂磨机相关参数如下:
第一节轴瓦的安装及处理
1.1轴瓦座与轴瓦的安装
首先将设备的瓦座清理干净,按照测量好的位置,将瓦座在设备基础上固定。
瓦座固定好后将轴瓦清洗干净,并在瓦背上弧面涂上红铅油,然后把下瓦安装在瓦座中。
使瓦往复转动一定角度后,吊出下瓦检查背与瓦座的接触情况,使瓦背与瓦座的接触面积不小于整个面积的60%,如果接触面积不够,必须对瓦背进行刮研,因为接触面积过小会使轴瓦所受的单位面积压力增加,从而加速轴瓦的磨损,甚至导致整个轴瓦的损坏。
1.2轴瓦的处理
当瓦座和轴瓦安装好后,要对瓦与轴的接触面进行刮瓦,刮瓦一般分为粗刮、细刮和精刮三个过程,在轴瓦刮研中,不仅要使接触角,接触点符合要求,而且要使侧间隙能挡住储油槽的油以保证轴瓦的供油量,为轴瓦润滑创造必要的条件。
1.2.1 轴瓦的粗细刮研
粗刮时,首先在瓦面上涂一层薄薄的红铅油,将瓦安装在机体瓦座中,并使瓦横向水平,然后将主轴落入下瓦中,使其向运动方向旋转2-3圈,并测量主轴的水平度,在瓦与轴劲摩擦后,顶起轴,抽出
轴瓦,在瓦面较高的地方就会出现接触点。
粗刮接触点的头几遍,刮刀力度适当重一些,刮刀的行程距离在30-40mm,并将接触弧面全部刮去,在刮削时,刀迹应与轴瓦的中心线成450角。
选择的刮刀要锋利,每刮一遍应改变方向,使刮痕之间交成600-900角。
反复进行,使接触点逐渐增加,并使其均匀,直至接触点在每25mm2内不少于10个为止。
磨机属于重负荷设备,在低速运转的条件下轴与轴瓦的接触角应在800-900之间(如图一所示)接触点应中间密,两面逐渐变疏,不应该使接触面与非接触面间有明显的界限,接触角度不能过大或过小。
当轴瓦的接触弧面达到50%左右,主轴的水平度应在每米0.15mm之内时就应开始细刮了。
细刮时刮刀要锋利,刮削时不能用力过大,直到接触角在800-900之间,接触点均匀分布,主轴水平误差在每米0.10mm之内为止。
1.2.2 轴瓦的精研与侧间隙的处理
粗、细研做完后,开始对轴瓦进行精研,对轴瓦进行精研的同时对侧间隙进行刮削。
侧间隙一般用塞尺测量,侧间隙的尺寸一般为顶间隙的一半,顶间隙为0.001d-0.002d(其中d为轴径),对下瓦精研接触点每25mm2内不少于10个点,并适当刮存油点,存油点可采用扁状深度一般为0.20-0.30mm刮削存油点时应使它与瓦面逐渐过度,面积为每15 mm2--30 mm2的地方刮存油点,总面积不超过接触弧面的1/6。
轴瓦接触角弧面以上至瓦口处两侧留有宽度为50mm的侧间隙壁,中间增开储油槽(如图二)。
安装时,在侧间隙壁中增开储油槽,
刮削长为350mm,厚度为5mm的槽,深度到接触角的楔形油槽,刮削时要与接触角面逐渐过度,接触角度与储油槽的分界线不能有明显的刮痕,否则不易形成楔形油膜。
楔形油膜主要是通过储油槽的侧间隙壁挡住润滑油,使轴与瓦之间有足够的供油量,油通过楔形间隙挤到轴瓦之间,产生足够的压力,使轴与瓦的工作表面形成液体摩擦。
1.3挡油板的制作与安装
磨机主轴只有下瓦,没有上瓦,运行时油只通过上面的喷油装置,不易进入储油槽,这样影响油膜的质量及轴瓦的使用寿命。
为解决这一问题通过研究决定在轴瓦上增添档油板,确定了轴的运转方向后,根据油流方向,在瓦的一端加档油板(如图一、二)
挡油板的制作方案:
1、用宽度为25mm,厚3mm的扁钢,做成长400mm,宽80mm
凹形法兰;
2、在制作好的凹形法兰上钻3个直径为12mm的孔;
3、用一片长350mm,宽120mm,厚2mm的铁皮和两片长120mm
宽55mm,厚2mm的铁皮电焊在制作好的凹形法兰上;
挡油板制作完成后,根据挡油板螺栓孔的尺寸,在瓦口上标记好螺栓孔,然后用电钻钻Φ8.5mm深度为20mm的孔,用Φ10mm丝锥攻丝。
所有工作完成后,就可对轴瓦进行组装,组装前一定要把轴瓦、轴颈、集油器及润滑管路等清理干净。
第二节总结
用改进的轴瓦刮研方法安装的磨机工作更稳定,2007年6月在云天化集团磷化集团有限公司安宁矿业分公司安装了4台磨机,安装前,根据以往经验,对储油槽、接触面等关键点认真刮削,为提升油膜质量,在瓦口处增加挡油板。
安装完后,4台磨机试车一次成功,各监测点都在正常范围内,2007年12月试运行至今,4台磨机工作平稳正常,轴瓦处未出现任何故障。
致谢:
在这次论文撰写过程中得益于云南化工高级技工学校的黄清平、董金龙、王建福等老师的指导帮助,在此深深表示感谢!
【参考文献】
1.楼宇新主编《化工机械制造工艺与安装修理》.化学工艺出版社.
2.朱越编著《化工机械》.兰州人民出版社200
3.
3.北京出版社钳工技术问答组编写《钳工技术问答》北京出版社
1989.
4.陕西省设备安装工程公司主编《安装钳工》第二版.。