锡浆的使用方法(A-0010)
- 格式:xls
- 大小:55.50 KB
- 文档页数:10

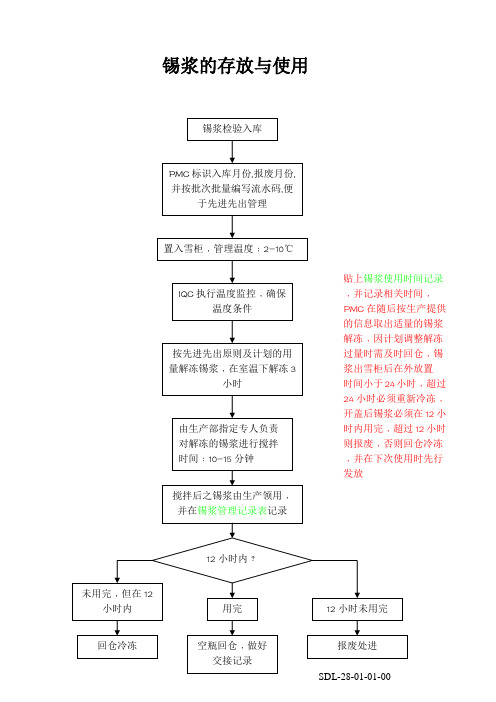
月份贴纸使用有效期贴纸0910:日期(表为9月10日生产之锡浆) 表示9月份入仓的锡浆表示有效期到11月0001:顺序号(0001~9999)2027:锡浆型号5.2 生产部物料员领取锡浆时要确认锡浆杯上是否有月份贴纸、使用有效期贴纸、有效期限是否与来料标签上的有效期限一致以及是否有编号贴纸、锡浆的P/N是否正确;确认OK 后,储存在雪柜内,并在《锡浆管理记录表》上填写好入仓情况; 如发现有锡浆过期经PE 工程师确认后退还仓库作报废处理.5.3 生产部物料员发放锡浆时,须依据先进先出原则,先发放月份靠前的锡浆,同一月份的锡浆按编号的顺序发放,同时锡浆从雪柜取出时,必须实时填写《锡浆使用时间记录》标贴上的出雪柜日期和时间及可使用日期和时间,签名后贴在锡杯上,锡浆出雪柜后必须在室温下进行解冻,解冻时间不少于3小时(国基产品解冻时间需大于4小时,小于72小时),以防止温度相差太大,导致水份在杯内凝结,影响锡浆质量.5.4 取出锡浆使用时,必须查看锡杯来料标签上的失效日期是否到期,如发现过期锡浆,不能投拉使用,须交PE工程师确认后作报废处理;锡浆使用前生产部领料人员必须对锡浆进行搅拌,搅拌时间为10~15分钟,并在《锡浆使用时间记录》记录搅拌日期和时间.5.5 当锡浆发放到生产线使用时,替位必须在《锡浆使用时间记录》上如实填写开盖日期和时间及开盖后截止使用日期和时间;替位在领取锡浆和回收空杯时还须在《锡浆管理记录表》上填写锡浆的使用情况.5.6 每天由IPQC抽检一瓶未搅拌的锡浆(已解冻锡浆),测试其粘度,并在《锡浆粘度测试记录表》上作好记录.5.7 在钢网上加锡浆后应将杯盖盖好,防止锡浆风干、氧化.5.8 每天下班前将钢网上的锡浆用杯装起来盖好,以便下一班再用.5.9 锡浆从雪柜内取出时间不能超过24小时,开盖后锡浆的使用时间不能超过12小时;否则经PE工程师确认后作报废处理.5.10 PWB印刷锡浆后放置时间不得超过2小时,超过2小时的PWB需清洗掉锡浆,重新印刷锡浆,三星型号PWB印刷锡浆后不能存放,应直接进行贴片.5.11 锡浆贮存和使用环境及监控5.11.1 锡浆贮存环境温度(雪柜温度):2~10℃(三星为4~10℃) 有效期为3个月.5.11.2 锡浆解冻时间:室温下回温3小时以上(国基产品锡浆解冻时间为大于4小时,小于72小时).5.11.3 锡浆搅拌时间:10~15分钟.5.11.4 锡浆开盖后截止使用时间为:12小时以内.5.11.5 锡浆出雪柜时间不得超过24小时.5.11.6 锡浆使用环境温度为15~30℃,湿度30~70%RH.5.11.7 锡浆的贮存和使用环境由IPQC负责监控,监控频率为每班一次,监控记录为《雪柜温度监控记录表》及《温湿度监控记录表》.5.11.8 当锡浆的贮存和使用环境出现异常时要立即报告及时纠正.5.12 贮存环境失控应对措施更换贮存环境(换雪柜)。

低温锡浆的使用方法-概述说明以及解释1.引言1.1 概述低温锡浆是一种应用广泛的专用材料,具有许多独特的特点和功能。
它是一种将锡粉和有机胶结剂混合而成的浆状物质,其主要特点是具有较低的熔点和优异的导电性能。
在实际应用中,低温锡浆常用于电子制造业中的组装和连接工艺中。
它可以降低组装温度,避免对敏感元器件的损害,同时也提高了设备的生产效率。
使用低温锡浆的方法相对简单,一般分为准备工作、涂布步骤和注意事项三个方面。
在准备工作中,需要将低温锡浆搅拌均匀并保持其稳定性。
在涂布步骤中,需要将低温锡浆均匀涂布在需要连接的元器件上,并进行适当的烘烤。
在注意事项中,需要注意低温锡浆的存储条件和使用限制,以确保其性能和效果的稳定。
低温锡浆的应用领域非常广泛,涵盖了电子、电器、通信、光电等行业。
它可以实现电子元器件的可靠连接,提高设备的性能和可靠性。
同时,在新兴的柔性电子领域,低温锡浆也发挥着重要的作用,可以实现对柔性基板和器件的连接和封装。
总之,低温锡浆是一种重要的材料,在电子制造业中有着广泛的应用。
本文将详细介绍低温锡浆的定义、特点、使用方法以及应用领域,旨在帮助读者更好地了解和应用这一高效、环保的材料。
1.2 文章结构本文将按照以下结构展开讨论低温锡浆的使用方法:1) 引言:本节将简要介绍低温锡浆的背景和重要性。
2) 正文部分:本节将详细介绍低温锡浆的定义和特点,并分为以下几个方面进行讨论:2.1 低温锡浆的定义和特点:该部分将阐述低温锡浆的含义和其与传统锡浆的区别。
我们将介绍低温锡浆的主要特点,如其在低温条件下的流动性、粘度和粘附性等。
2.2 低温锡浆的使用方法:本部分将具体介绍如何正确使用低温锡浆。
我们将分为以下几个方面进行讨论:2.2.1 准备工作:我们将讨论在使用低温锡浆之前需要做的准备工作,如设备和材料的准备,以确保操作顺利进行。
2.2.2 涂布步骤:该部分将详细描述低温锡浆的涂布步骤,并提供一些实用的技巧和建议,以确保涂布效果和质量。


焊锡膏的作用和使用方法焊锡膏(Solder Paste)是一种常用的焊接辅助材料,由焊锡粉末和流变剂等组成。
它的作用在于在焊接过程中起到焊锡和焊垫之间连接的作用。
焊锡膏的使用方法决定了焊接的质量和效果。
以下是焊锡膏的作用和使用方法的详细介绍。
一、焊锡膏的作用:1.保护焊垫:焊锡膏可以在焊接过程中起到保护焊垫的作用,避免焊接过程中因高温和气体的腐蚀而导致焊垫损坏或氧化,保证焊点的质量和可靠性。
2.提高焊接质量:焊锡膏中的流变剂具备清洁、除氧化、润湿焊垫等功能,能够消除焊垫表面可能存在的氧化物和污染物,提高焊接的接触性能,并增强焊锡与焊垫之间的结合力。
3.方便自动化生产:焊锡膏可以通过适当的粘度控制,适用于自动化生产线上的印刷、点拍和喷涂等工艺,提高生产效率和一致性。
4.减小焊锡球和焊接缺陷:焊锡膏的粘度较高,使用过程中可以减少溅射和短路的发生,有效地减小焊锡球和焊接缺陷的产生。
二、焊锡膏的使用方法:1.焊锡膏的储存条件:焊锡膏通常储存在低温和干燥的环境中,避免暴露在高温、湿度和阳光直射下,以免影响其性能和粘度。
同时,它需要定期搅拌,以保持其均匀性。
2.焊锡膏的准备:使用焊锡膏前,需将其搅拌均匀,以免焊锡粉末和流变剂分层。
可以采用专用的搅拌器或手工搅拌的方式,搅拌时间一般为2-3分钟。
3.焊锡膏的印刷:印刷是焊接过程中最常见的一种方式。
首先,将焊锡膏倒入印刷钢网中,然后将钢网放置在焊接区域上方,调整好印刷厚度。
通过印刷刮刀将焊锡膏均匀地压到焊垫上,并同时进行刮刀的运动。
印刷结束后,及时清洁印刷钢网和刮刀,以免焊锡膏干固。
4.焊锡膏的点拍:点拍法适用于焊锡膏厚度较大的情况。
使用专门的点拍设备,在焊接区域上方进行喷射,将焊锡膏点拍在焊垫上。
5.焊锡膏的喷涂:喷涂法适用于大尺寸、复杂结构或焊垫分散的元件。
通过喷涂设备将焊锡膏均匀地喷洒在焊接区域上方,然后进行焊接。
6.焊接前的干燥:在焊接之前,焊锡膏需要进行干燥处理,以去除其中的溶剂。
锡浆制作方法和配方(原创版4篇)《锡浆制作方法和配方》篇1锡浆是一种用于装饰糕点、饼干和巧克力等食品的粘稠液体,通常由糖浆、糖粉、水、柠檬酸和食用色素组成。
以下是一个简单的锡浆制作方法和配方:材料:-糖浆3/4 杯-糖粉1 杯-水1/4 杯-柠檬酸1/2 茶匙-食用色素适量(可选)制作方法:1. 将糖浆、糖粉和水倒入锅中,搅拌均匀。
2. 加热混合物,搅拌至糖完全溶解,混合物变得光滑。
3. 加入柠檬酸,继续搅拌至混合物变得透明。
4. 根据需要加入食用色素,搅拌均匀。
5. 将混合物倒入干净的容器中,存放在冰箱中,直到需要使用。
使用时,将锡浆涂抹在糕点或饼干上,然后用刷子或刀子将其抹平。
《锡浆制作方法和配方》篇2锡浆是一种常用的防水涂料,用于保护建筑物表面的材料。
以下是一个简单的锡浆制作方法和配方:材料:-锡粉:100 克-酒精:200 毫升-氢氧化钠(NaOH):2 克-水:适量制作方法:1. 将100 克锡粉放入一个容器中,加入200 毫升酒精,搅拌均匀。
2. 将2 克氢氧化钠加入水中,搅拌均匀。
将氢氧化钠溶液缓慢地倒入锡粉和酒精的混合物中,继续搅拌,直到混合物变得均匀且没有锡粉团。
3. 将混合物倒入另一个容器中,加入适量的水,搅拌均匀。
水的量应该足够使得混合物能够流动,但不要太多,以免影响锡浆的防水效果。
4. 将混合物涂抹在建筑物表面,等待干燥即可。
需要注意的是,锡浆的制作和施工都需要小心谨慎,以免锡浆对皮肤和眼睛造成伤害。
在制作和施工过程中,应该佩戴好手套和护目镜。
《锡浆制作方法和配方》篇3锡浆是一种常用的陶瓷制作材料,用于粘合陶瓷部件并在烧制过程中防止氧化。
以下是一个简单的锡浆制作方法和配方:-锡粒:100 克-水:50 克-硼砂:2 克-酒精:20 毫升制作方法:1. 将锡粒放入耐火容器中,加热至锡粒融化。
2. 倒入水,搅拌均匀。
3. 加入硼砂,继续搅拌至硼砂完全溶解。
4. 倒入酒精,再次搅拌均匀。
锡膏的使用流程1. 准备工作在使用锡膏之前,需要进行一些准备工作。
这些准备工作包括准备锡膏和相关工具,清洁焊接表面,以及准备焊接元件和基板。
1.1 准备锡膏和相关工具首先,准备好所需的锡膏和相关工具。
锡膏通常以管状包装出售,可以选择适合自己工作需求的型号。
相关工具包括锡膏刮板、锡膏印刷模板和温度控制设备等。
1.2 清洁焊接表面使用锡膏之前,需要确保焊接表面的清洁。
可以使用酒精或特殊的清洁剂清洁焊接表面,以去除可能存在的污垢和氧化物。
1.3 准备焊接元件和基板在使用锡膏之前,需要准备好焊接元件和基板。
焊接元件包括需要焊接的电子元器件,而基板则是焊接元件的载体。
2. 锡膏的应用锡膏主要用于电子元器件的表面焊接。
它可以在焊接过程中提供润滑作用,促进焊锡的流动,从而保证焊接的质量。
2.1 锡膏的涂布将锡膏涂布在焊接表面上。
可以使用锡膏刮板或锡膏印刷模板来进行涂布。
涂布的厚度应根据焊接要求来确定,通常在0.05mm至0.15mm之间。
2.2 定位焊接元件在涂布好锡膏的基板上,按照焊接需求定位焊接元件。
可以使用专业的焊接工具或手工将焊接元件精确地放置在基板上。
2.3 热处理焊接将经过涂布和定位的基板和焊接元件进行热处理,使得锡膏熔化并完成焊接。
热处理的温度和时间需根据锡膏的规格和焊接要求来确定。
3. 焊接后处理在完成焊接后,需要进行一些后处理工作,以保证焊接的质量和可靠性。
3.1 清洁焊接区域在焊接完成后,清洁焊接区域以去除多余的锡膏和其他污垢。
可以使用酒精或专用的清洁剂进行清洁。
3.2 检查焊接质量对焊接的质量进行检查,以确保焊接的可靠性。
可以使用专业工具或肉眼观察焊点的形状和连接情况。
3.3 测试焊接连接对焊接连接进行测试,以验证焊点的可靠性和电性能。
可以使用测试仪器进行电性能测试,或进行可靠性测试以验证焊接连接的可靠性。
4. 总结锡膏的使用流程包括准备工作、锡膏的应用、焊接后处理等步骤。
正确使用锡膏可以提高焊接质量和可靠性,从而确保电子元器件的正常工作和使用寿命。
锡膏使用方法及注意事项锡膏是一种常用的电子焊接材料,用于表面贴装电子元件焊接和修复。
它被广泛应用于电子制造、电子组装、电路板维修等领域。
本文将介绍锡膏的使用方法和注意事项。
一、使用方法1. 准备工作:在使用锡膏之前,需要进行一些准备工作。
首先,确保工作环境干燥、通风良好,并准备好所需的焊接设备和工具,如烙铁、焊锡丝等。
另外,还需要对电子元件和焊接区域进行清洁,以确保焊接的质量。
2. 上锡膏:将锡膏从容器中挤出,并均匀地涂抹在焊接区域上。
对于较小的焊接区域,可以使用刮刀或细小的刷子来上锡膏。
确保锡膏的厚度适中,既要满足电子元件的要求,又要避免过度浪费。
3. 加热焊接:使用预热的烙铁将焊接区域加热,使锡膏熔化并与焊接区域的金属接触。
烙铁的温度应根据所使用的锡膏和焊接区域的要求进行调整,一般在200-300摄氏度之间。
同时,要确保焊接时间不要过长,避免对电子元件造成过度热损伤。
4. 检查并清理:在完成焊接后,需要及时检查焊接区域的质量。
通过目视检查或借助放大镜来检查焊接是否均匀、牢固。
如果发现有不良焊接或冷焊现象,可以重新加热焊接区域,并及时补充锡膏,以确保焊接质量。
最后,使用无静电的刷子或气泵等工具将焊接区域清理干净。
二、注意事项1. 使用适合的锡膏:在选择锡膏时,应根据具体的焊接要求选择适合的类型。
常见的锡膏有无铅锡膏、含铅锡膏、环保锡膏等,每种类型的锡膏具有不同的焊接特性和环境要求。
因此,在使用之前,应仔细阅读锡膏的说明书,并确保选择适合的锡膏。
2. 调整烙铁温度:烙铁温度的调整对焊接质量起着至关重要的作用。
温度过高会导致焊接区域热损伤,而温度过低则会导致锡膏无法熔化和与焊接区域完全接触。
因此,在使用烙铁之前,应先进行温度调试,以确保温度适中。
3. 避免使用过多的锡膏:使用过多的锡膏不仅会造成浪费,还会增加焊接区域的负担。
过多的锡膏可能会导致焊接点间的短路或不良焊接的发生。
因此,应根据需要合理控制锡膏的使用量。
指示表
2. 目录
3/4. 锡浆的使用方法
3.使用时应首先检查使用期限及先用旧原则(FIFO)取出放在室温内解冻8小时, 若暂不使用解冻超过24小时应放回冰箱内.
4.锡浆需放入锡浆搅拌机上搅拌8分钟(详见锡浆搅拌机操作指示)
5.打开盖用温度表测量锡浆温度在20-30度范围为可接受使用温度.
6.将锡浆加在网上,剩余的必须盖好,如不用,即放回雪柜内.
7.记录开罐时间和使用时间(详见说明).
8.加锡浆必须适量.用后网上剩余的锡浆必须报废.
9.在网上使用的锡浆4小时应更换新鲜锡浆印,在线路板上需在3小时内用完.丝网每4小时清洗一次
10.下班或转型号时应将网上余下的锡浆清理干净,将废弃的锡浆置于处理罐中.
11.开盖后使用期限:锡浆2天,需整罐用完,过期应报废.
12.时间控制请参考考室内钟表.
二.罐号标贴及使用记录说明.
1.罐号:
1.1 编 号:----物料编号填上相对应雅达物料编号.
1.2 罐 号:----收到新锡浆/胶水时,按顺序编上罐号.例: 01 05 01
2001年5月第1罐
1.3 有效期限:----抄上供应商提供有效期限.
1.4 开罐日期:----第一次打开罐盖日期. 例99/02/10上午.
:01/05/10上午1.5 使用期限:----第一次打开罐盖日期再加上2天,
例: 01/05/016下午(锡浆).
1.6 使用签名:----第一次打开罐盖者签名.
注:1.1至1.3项收物料填写,1.4至6项第一次使用时填写.
物料编号:XXXXXX
物料编号: XXXXXX相应物料编号
日期: 填上使用时日期.
罐号: 填上使用锡浆/胶水罐号,使用时需以顺序从小至大.
使用温度: 填上使用时所测量温度.温度必须在20-30度范围内才能使用.
使用期限: 第一次打开罐盖日期再加上两天。
使用: 1.加锡浆: 记录加上时的时间.
2.用完/清除 :记录用完或将多余的清除时的时间,用完/清除时间必须在锡浆
加上4小时的时间内.
机 器: 填上使用的机器编号.
操作员 : 使用的操作员签名.
QC : IPQC检查合格后签名.
三.锡浆在丝印机使用说明(锡浆500G/罐)
1 上班后或转MODEL第一次加锡浆适量约250G(1/2罐),并均匀条状散布在丝网上,能
覆盖所有网孔..
2.刮刀滑动时锡浆能在刮刀与丝网之间作滚动运动。
并且覆盖所有网孔。
3 根据EES MODEL 每大块板丝网的锡浆在丝网用量不同,当锡浆在丝网与刮刀之间将近滚动最小用量时,需要每次加锡浆150-200G约1/3罐均匀加在丝网上.约印50大块加一次锡浆.。