尼龙66挤出
- 格式:docx
- 大小:27.92 KB
- 文档页数:5
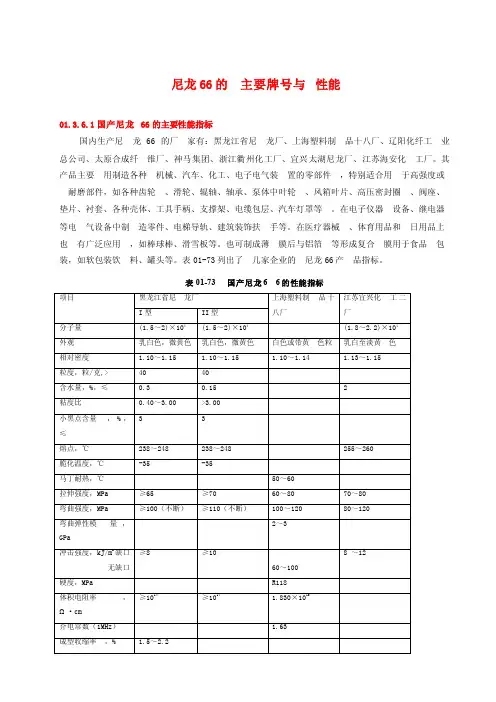
尼龙66的主要牌号与性能01.3.6.1国产尼龙66的主要性能指标国内生产尼龙66的厂家有:黑龙江省尼龙厂、上海塑料制品十八厂、辽阳化纤工业总公司、太原合成纤维厂、神马集团、浙江衢州化工厂、宜兴太湖尼龙厂、江苏海安化工厂。
其产品主要用制造各种机械、汽车、化工、电子电气装置的零部件,特别适合用于高强度或耐磨部件,如各种齿轮、滑轮、辊轴、轴承、泵体中叶轮、风箱叶片、高压密封圈、阀座、垫片、衬套、各种壳体、工具手柄、支撑架、电缆包层、汽车灯罩等。
在电子仪器设备、继电器等电气设备中制造零件、电梯导轨、建筑装饰扶手等。
在医疗器械、体育用品和日用品上也有广泛应用,如棒球棒、滑雪板等。
也可制成薄膜后与铝箔等形成复合膜用于食品包装,如软包装饮料、罐头等。
表01-73列出了几家企业的尼龙66产品指标。
表01-73 国产尼龙66的性能指标01.3.6.2阻燃增强尼龙66的主要性能指标目前,国内尚有许多厂家从事改性尼龙66树脂的生产。
生产阻燃尼龙66和阻燃增强尼龙66的主要厂家有:黑龙江省尼龙厂、黑龙江省化工研究所、上海赛璐珞厂、广州莲花山工程塑料厂、江阴市永建化工有限公司等。
阻燃尼龙66主要用于低压电器、机床电器、广播电视工业中,制造各种阻燃零件如调压器开关、仪器仪表外壳和电子电气连接器等;生产玻纤增强尼龙66的主要厂家有:黑龙江省尼龙厂、上海德胜塑料厂、广州莲花山工程塑料厂、苏州塑料一厂等。
产品主要应用于低压电器工业,如交流接触器底座、线圈骨架、行程开关等各种要求耐火性能的介电零件中。
黑龙江省化学研究所还生产防老化尼龙。
其主要指标列于表01-74中。
表01-74 国产改性尼龙66树脂的主要性能指标01.3.6.3杜邦公司系列尼龙66产品的基本性能指标杜邦公司是主要的尼龙66生产厂家之一,其产品型号齐全,覆盖面广,满足各行各业对尼龙66树脂的不同性能要求,见表01-75。
华侨大学课程名称:增强增韧尼龙66汽车专用料姓名:彭儒学号:9专业:08高分子二班任课教师:钱浩前言:尼龙是结晶型塑料,品种颇多,已达到130多种,应用于注塑加工的有尼龙6、尼龙66、尼龙610、尼龙1010以及共聚性尼龙、超韧性尼龙、玻璃纤维增强尼龙、矿物增强尼龙等等。
世界市场中,应用量最大的是尼龙66。
尼龙最早在1889年首先由Gabriel和Maass 两人合成制得,但系统的研究并最终实现工业化实在1929年,由美国杜邦公司的Carothers着手进行的。
1931年Carothers申请了第一篇尼龙专利,1935年首先制得尼龙66,1939年实现工业化。
尼龙66的应用领域一般在汽车、电子电器、化工设备、机械设备等方面。
从最终用途看,汽车行业消耗的尼龙66占第一位,电子电器占第二位。
大约有88%的尼龙66通过注射成型加工成各种制件,约12%的尼龙66则通过挤出、吹塑等成型加工成相应的制品。
由于尼龙66优良的耐热性、耐化学药品性、强度和加工方便等,因而在汽车工业得到了大量应用,目前几乎已能用于汽车的所有部位,如发动机部位,电器部位和车体部位。
发动机部位包括进气系统和燃油系统,如发动机气缸盖罩、节气门、空气滤清器机器外壳,车用空气喇叭、车用空调软管、冷却风扇及其外壳、进水管、刹车油罐及灌盖,等等。
车体部位零部件有:汽车挡泥板、后视镜架、保险杠、仪表盘、行李架、车门手柄、雨刷支架、安全带扣搭、车内各种装饰件等等。
车内电器方面如电控门窗、连接器、保鲜盒、电缆扎线等。
工艺特点:⑴吸水性尼龙66较易吸湿,如果长时间暴露在空气下,会吸收大气中的水分。
吸水后会发生体积膨胀,影响制品的尺寸精度,如在注塑前吸收过量的水分时,其制作的外国外观和力学性质都会受损。
⑵结晶性尼龙66为结晶性高聚物,一般在20%~30%之间。
结晶度的高低与性能有关,结晶度高,拉伸强度、耐磨性、硬度、润滑性等性能有所提高,热膨胀系数和吸水性趋于下降。
尼龙66(己内酰胺)聚合过程分析关于尼龙66的一点介绍的一点介绍,,与大家分享己二酸和己二胺发生缩聚反应即可得到尼龙-66。
工业上为了己二酸和己二胺以等摩尔比进行反应,一般先制成尼龙-66盐后再进行缩聚反应,反应式如下:在水的脱出的同时伴随着酰胺键的生成,形成线型高分子。
所以体系内水的扩散速度决定了反应速度,因此在短时间内高效率地将水排出反应体系是尼龙-66制备工艺的关键所在。
上述缩聚过程既可以连续进行也可以间歇进行。
在缩聚过程中,同时存在着大分子水解、胺解(胺过量时)、酸解(酸过量时)和高温裂解等使尼龙66的分子量降低的副反应。
尼龙-66盐的制备尼龙-66盐是己二酰己二胺盐的俗称,分子式:C12H26O4N2,分子量262.35, 结构式:[+H3N(CH2)6NH3+ -OOC(CH2)4COO-]。
尼龙-66盐是无臭、无腐蚀、略带氨味的白色或微黄色宝石状单斜晶系结晶。
室温下,干燥或溶液中的尼龙-66盐比较稳定,但温度高于200℃时,会发生聚合反应。
其主要物理性质列于表01-63中。
表01-63尼龙-66盐的主要物理性质性质数据性质数据熔点,℃ 193~197 生成热,J/kg?K 3.169×105折射率,nD(30℃) 1.429~1.583(50%水溶液) 水中溶解率,g/ml,50℃ 54.00升华温度,℃ 78 密度,g/cm3 1.201尼龙-66盐在水中的溶解度很大(见表01-69)。
且随着温度上升而增大,其溶解度cs与温度的关系可描述为:cs =-376.3286+1.9224T-0.001149T2表01-64 尼龙-66盐在水中的溶解度温度,K 273.16 283.16 293.16 303.16 313.06 323.16 333.16 343.16 353.16溶解度,g/ml 37.00 43.00 47.00 50.50 52.50 54.00 56.00 58.50 61.50(1)水溶液法以水为溶剂,以等当量的己二胺和己二酸在水溶液中进行中和反应,得到50%的尼龙-66盐溶液。
尼龙66工艺流程讲解Nylon 66 is a type of synthetic polymer that is widely used in various industries due to its exceptional strength, durability, and heat resistance. The process of manufacturing Nylon 66 involves several steps, starting from the raw materials to the final product.尼龙66是一种合成聚合物,由于其出色的强度、耐久性和耐热性,在各个行业广泛使用。
尼龙66的制造过程涉及多个步骤,从原材料到最终产品。
The first step in the production of Nylon 66 is the polymerization of adipic acid and hexamethylene diamine. These two chemicals reactto form a nylon salt, which is then polymerized to produce Nylon 66. This polymerization process can be carried out using different methods, such as batch polymerization or continuous polymerization.尼龙66生产的第一步是将己二酸和己二胺聚合。
这两种化学物质反应形成尼龙盐,然后聚合生产尼龙66。
这种聚合过程可以用不同的方法进行,如批量聚合或连续聚合。
After the polymerization process, the Nylon 66 is then extruded through a spinneret to form long strands of nylon filaments. These filaments are then stretched and cooled to align the polymer chains and improve the strength and durability of the nylon.聚合过程后,尼龙66通过纺丝口挤出形成长条尼龙丝。
尼龙66 生产工艺尼龙66是一种合成纤维,具有优异的力学性能、耐磨性和耐高温性能,被广泛应用于汽车、航空航天、轴承等领域。
下面介绍尼龙66的生产工艺。
尼龙66的生产工艺主要包括原料准备、聚合反应、纺丝、拉伸、纺纱、整理等步骤。
首先是原料准备。
尼龙66的主要原料为己内酰胺(己内酰胺是尼龙66的单体)和亚硫酸铵等辅助材料。
这些原料需要经过筛选、粉碎、干燥等处理,以保证原料质量的稳定性。
接下来是聚合反应。
将己内酰胺和亚硫酸铵等原料加入反应釜中,控制温度和压力等条件进行聚合反应。
通过聚合反应,原料分子间的化学键断裂并重新连接,形成聚合物链长。
然后是纺丝。
将聚合后的尼龙66挤出聚合反应釜,在纺丝机上进行纺丝。
纺丝是通过将高分子物质加热到熔化状态,然后通过纺丝孔进行拉伸,形成纤维。
接着是拉伸。
纺丝出来的尼龙66纤维还需要进行拉伸以提高强度和耐磨性。
拉伸是将纤维在一定温度和湿度条件下经过拉伸机械设备进行机械拉伸,使纤维的分子间结合更加紧密,提高纤维的物理性能。
然后是纺纱。
将拉伸后的尼龙66纤维传送到纺纱机上,通过纺纱机的梳理、牵伸、加捻等运动,将纤维集中成线。
纱线可以根据不同的用途进行不同的加工,如编织成布料、纺织成绳索等。
最后是整理。
将纺纱成线的纱线进行整理,包括去杂、捻合、染色等工艺处理,以提高纱线的质量和外观。
这就是尼龙66的生产工艺,通过以上步骤可以得到优质的尼龙66纤维,用于各种领域的应用。
随着科技的不断进步,尼龙66的生产工艺也在不断改进,以满足不断增长的市场需求。
尼龙66材料
尼龙66是一种常见的工程塑料,也被称为聚酰胺66。
它具有优异的机械性能、热稳定性和耐磨性,因此被广泛应用于汽车零部件、电子设备、纺织品和其他领域。
下面我们将详细介绍尼龙66材料的特性、应用和加工工艺。
首先,尼龙66具有优异的强度和刚性,使其成为制造高强度零部件的理想选择。
同时,它还具有良好的耐热性和耐磨性,能够在高温和高摩擦环境下保持稳定的性能。
此外,尼龙66还具有较好的化学稳定性和耐候性,不易受化学品和紫外
线的侵蚀,因此在户外环境中也能长期稳定使用。
其次,尼龙66在汽车工业中有着广泛的应用。
它常被用于制造发动机罩、汽
车内饰件、传动系统零部件等。
由于尼龙66具有较高的耐热性和耐磨性,能够满
足汽车零部件在高温和高摩擦条件下的使用要求,因此受到汽车制造商的青睐。
此外,尼龙66还被广泛应用于电子设备领域,如制造电子外壳、插座、连接器等。
此外,尼龙66的加工工艺相对简单,可以采用注塑、挤出、吹塑等方法进行
加工。
在注塑成型过程中,尼龙66的熔体流动性较好,能够填充模具的细小空腔,得到较为精密的零件。
在挤出和吹塑过程中,尼龙66的熔体粘度适中,易于形成
均匀的薄壁制品,因此适用于生产管材、薄膜等制品。
总的来说,尼龙66材料具有优异的机械性能、热稳定性和耐磨性,被广泛应
用于汽车零部件、电子设备、纺织品等领域。
其加工工艺简单,能够满足复杂零件的成型要求。
随着工程塑料需求的增加,尼龙66材料的市场前景十分广阔,将在
未来得到更广泛的应用和发展。
尼龙66工艺流程
《尼龙66工艺流程》
尼龙66是一种常用的合成纤维材料,它具有优异的强度和耐
磨性,被广泛应用于塑料制品、纺织品和工业材料等领域。
尼龙66的生产过程主要通过聚合反应和纺丝工艺来实现。
下面
将介绍一下尼龙66的生产工艺流程。
首先,尼龙66的生产开始于原料的准备。
尼龙66的两种主要原料是己二酸和己二胺,它们经过化学反应生成尼龙66的聚
合物。
这些原料需要经过严格的质量控制和混合,以确保最终产品的质量和性能。
接下来是聚合反应阶段。
在反应釜中,原料己二酸和己二胺会通过高温和高压的条件下发生聚合反应,形成尼龙66的聚合物。
这个过程需要严格控制反应条件,如温度、时间和压力,以确保聚合物的质量和分子结构。
完成聚合反应后,得到的聚合物需要经过熔融加工和纺丝工艺,形成成型的尼龙66纤维。
在熔融加工中,聚合物会经过熔融
和挤出成为均匀的熔融物,然后通过喷丝机将熔融物拉伸成为纤维。
这个过程中需要控制温度、拉伸速度和拉伸比等参数,以确保最终成型的尼龙66纤维具有良好的物理性能和外观。
最后,尼龙66纤维还需要经过后处理,如拉丝、染色和整理
等工艺,以满足不同用途和需求。
整个尼龙66的生产工艺流
程需要严格的控制和精密的操作,以确保最终产品的质量和性
能。
总的来说,尼龙66的生产工艺流程包括原料准备、聚合反应、熔融加工和纺丝工艺等阶段,每个环节都需要严格控制和操作,才能生产出优质的尼龙66产品。
通过不断的技术改进和工艺
优化,尼龙66的生产工艺将会更加高效和可持续,为人们的
生活和工业生产带来更多的便利和价值。
尼龙66的聚合过程与工艺
尼龙66是一种合成纤维,也被称为聚己内酰胺纤维。
它是通过将己
内酰胺和对苯二胺在一定的条件下进行反应,形成聚己内酰胺(尼龙66)的聚合过程得到的。
尼龙66是一种重要的合成纤维,在纺织工业中得到
广泛应用。
1.原料准备:己内酰胺和对苯二胺作为重要的原料,需要进行精细加
工和准备。
这些原料通常经过粉碎、筛选和干燥等处理,以保证其质量和
纯度。
2.聚合反应:将己内酰胺和对苯二胺加入到聚合反应釜中,同时加入
一定比例的催化剂。
常用的催化剂包括有机碱或贵金属催化剂,它们可以
促使聚合反应的发生。
反应釜中通常需要控制一定的温度和压力条件,以
确保反应的进行。
3.聚合过程控制:聚合反应一般需要经历两个阶段,开环聚合和闭环
聚合。
开环聚合是指通过加热和催化剂的作用,使己内酰胺和对苯二胺之
间发生开环反应,形成中间产物。
闭环聚合是指通过控制温度和压力等条件,使中间产物进一步聚合,形成尼龙66大分子链。
4.聚合产物处理:聚合完成后,产生的尼龙66聚合物通常以颗粒形
式存在。
为了提高纤维的质量,通常需要对颗粒进行加工处理。
这一过程
包括挤出、纺丝、冷却等步骤,并通过拉伸、热定型等处理方法,进一步
改善纤维的性能。
以上是尼龙66的主要聚合过程和工艺。
尼龙66以其优良的物理性能
和耐磨性,在纺织、汽车、航空航天、电子和船舶等领域得到广泛应用。
随着科学技术的发展,尼龙66的制备工艺也在不断改进和改良,以提高产量和降低生产成本。
尼龙66工艺流程讲解英文回答:Nylon 66 Manufacturing Process.Polymerization.Nylon 66 is produced through the condensation polymerization of hexamethylene diamine (HMD) and adipic acid (AA). The reaction takes place in two stages:Amidation: HMD and AA are heated in the presence of water to form nylon salt, which is a high-viscosity liquid.Polymerization: The nylon salt is further heated to remove water and form the nylon 66 polymer. This process is typically carried out in a continuous reactor under high pressure and temperature.Spinning.The molten nylon 66 polymer is extruded through spinnerets into a fiber form. The fibers are cooled and solidified in a spinning bath. The spinning process can be classified into two main methods:Melt spinning: The molten polymer is extruded through a spinneret with small holes to form fine fibers.Solution spinning: The polymer is dissolved in a solvent and extruded through a spinneret to form fibers. The solvent is then removed through evaporation.Drawing.The spun fibers are subsequently drawn to align the molecules and improve their strength and toughness. Drawing involves stretching the fibers under controlled conditions of temperature and tension.Heat Treatment.Drawn fibers are heat treated to further enhance their properties. Heat treatment can be carried out in different ways, including:Annealing: Heating the fibers above their glass transition temperature and then cooling them slowly.Quenching: Rapidly cooling the fibers from an elevated temperature.Extrusion.Heat-treated fibers are extruded into various shapes and sizes, such as yarns, filaments, and film. Extrusion involves melting the polymer and forcing it through a die.Properties of Nylon 66。
尼龙66挤出成型工艺条件一、引言尼龙66是一种热塑性高分子材料,具有良好的物理性能和热稳定性,被广泛应用于各个领域。
挤出成型是尼龙66加工的一种常用工艺,本文将详细介绍尼龙66挤出成型的工艺条件。
二、挤出成型原理挤出成型是通过将塑料熔融后挤出成型口,然后通过模具冷却固化得到所需形状的工艺。
尼龙66的挤出成型过程主要包括塑料熔融、挤出、冷却和固化四个阶段。
三、工艺条件1. 温度控制:尼龙66的熔融温度一般在250℃-280℃之间,具体的熔融温度需要根据材料的牌号和厂家提供的工艺参数进行调整。
熔融温度过低会导致熔体流动性不佳,熔融温度过高则容易引起材料分解和气泡等缺陷。
2. 挤出速度:挤出速度是指塑料在挤出机进料段的进料速度,一般控制在10-30mm/s之间。
挤出速度过快会导致熔体温度下降过快,挤出速度过慢则会导致熔体在挤出机内停留时间过长,容易引起熔体分解和降解。
3. 模具温度:模具温度是指模具表面的温度,一般控制在80℃-100℃之间。
模具温度过低会导致产品冷却速度过快,容易引起产品表面缩孔和收缩不均匀;模具温度过高则容易引起产品收缩不足和变形。
4. 冷却方式:常用的冷却方式有自然冷却和水冷却两种。
自然冷却速度较慢,适用于产品尺寸较小、精度要求较高的情况;水冷却速度较快,适用于产品尺寸较大、生产效率要求较高的情况。
5. 挤出压力:挤出压力是指挤出机内塑料的压力,一般控制在50-100MPa之间。
挤出压力过低会导致挤出速度不稳定,产品表面光洁度差;挤出压力过高则容易引起产品收缩不均匀和内部应力过大。
6. 挤出机参数:挤出机的螺杆直径、螺杆长径比、螺杆转速等参数也会对挤出成型的工艺条件产生影响。
一般来说,螺杆直径较大、螺杆长径比较小、螺杆转速较低的挤出机适用于尼龙66的挤出成型。
四、注意事项1. 要保证挤出机的清洁,避免杂质和污染物的混入,以免对挤出成型的产品质量产生影响。
2. 挤出过程中应定期检查模具和挤出机的磨损情况,及时更换损坏的部件,以确保挤出成型的稳定性和产品的质量。
增强尼龙66是一种高性能的塑料材料,具有较高的强度和耐化学性等优点,主要用于制造机械零件、电气部件和汽车零部件等。
其主要参数如下:
1. 物理性质:增强尼龙66具有较高的强度和刚性,同时还具有较高的耐化学性、耐热性和耐磨性等特点。
其密度为1.35g/cm3,吸水率在1.5%以下。
2. 机械性质:增强尼龙66的拉伸强度和弯曲强度较高,并且其刚性和硬度也较好。
此外,其冲击强度也较好,能够承受较大的冲击载荷而不易断裂。
3. 电气性质:增强尼龙66具有良好的绝缘性能和抗电弧性,适用于制造电气部件。
4. 加工性质:增强尼龙66具有较好的加工性能,可以通过注塑、挤出、压延等方式进行加工。
同时,其表面还可以进行涂覆处理,以提高其耐腐蚀性和耐磨性等性能。
增强尼龙66的主要优点是其强度高、刚性和硬度好,同时还具有良好的耐化学性和耐磨性等优点,因此广泛应用于制造机械零件、电气部件和汽车零部件等。
但是,其缺点是热稳定性较差、耐候性较差,容易受到紫外线等因素的影响而老化。
此外,增强尼龙66的价格相对较高,生产成本较高。
在应用方面,增强尼龙66主要用于制造高强度和高精度度的零件,如轴承、齿轮、管道、电气部件等。
此外,它还可以用于制造汽车零部件、建筑材料、医疗器械等领域。
在生产过程中,需要注意控制温度和压力等工艺参数,以保证产品的质量和性能。
总之,增强尼龙66是一种高性能的塑料材料,具有较高的强度、刚性和硬度等特点,适用于制造各种机械和汽车零部件等。
在应用中需要注意其缺点和工艺参数等问题,以保证产品的质量和性能。
尼龙66的主要牌号与性能01.3.6.1国产尼龙66的主要性能指标国内生产尼龙66的厂家有:黑龙江省尼龙厂、上海塑料制品十八厂、辽阳化纤工业总公司、太原合成纤维厂、神马集团、浙江衢州化工厂、宜兴太湖尼龙厂、江苏海安化工厂。
其产品主要用制造各种机械、汽车、化工、电子电气装置的零部件,特别适合用于高强度或耐磨部件,如各种齿轮、滑轮、辊轴、轴承、泵体中叶轮、风箱叶片、高压密封圈、阀座、垫片、衬套、各种壳体、工具手柄、支撑架、电缆包层、汽车灯罩等。
在电子仪器设备、继电器等电气设备中制造零件、电梯导轨、建筑装饰扶手等。
在医疗器械、体育用品和日用品上也有广泛应用,如棒球棒、滑雪板等。
也可制成薄膜后与铝箔等形成复合膜用于食品包装,如软包装饮料、罐头等。
表01-73列出了几家企业的尼龙66产品指标。
表01-73 国产尼龙66的性能指标01.3.6.2阻燃增强尼龙66的主要性能指标目前,国内尚有许多厂家从事改性尼龙66树脂的生产。
生产阻燃尼龙66和阻燃增强尼龙66的主要厂家有:黑龙江省尼龙厂、黑龙江省化工研究所、上海赛璐珞厂、广州莲花山工程塑料厂、江阴市永建化工有限公司等。
阻燃尼龙66主要用于低压电器、机床电器、广播电视工业中,制造各种阻燃零件如调压器开关、仪器仪表外壳和电子电气连接器等;生产玻纤增强尼龙66的主要厂家有:黑龙江省尼龙厂、上海德胜塑料厂、广州莲花山工程塑料厂、苏州塑料一厂等。
产品主要应用于低压电器工业,如交流接触器底座、线圈骨架、行程开关等各种要求耐火性能的介电零件中。
黑龙江省化学研究所还生产防老化尼龙。
其主要指标列于表01-74中。
表01-74 国产改性尼龙66树脂的主要性能指标指标阻燃尼龙66 阻燃增强尼龙66 防老化尼龙66 玻纤增强尼龙66熔点,℃245~250 247~250 250~260相对密度 1.42~1.45 1.50 1.10~1.15 1.39吸水率,% <0.5 ≤1.0拉伸强度,MPa ≥60 120 ≥60 ≥162弯曲强度,MPa ≥100 180 ≥90 ≥196缺口冲击强度,kJ/m2≥5 10 ≥5 ≥9.8热变形温度(1.8MPa),℃60 220 60 ≥220阻燃等级,UL94 V-0 V-0体积电阻率,Ω·cm ≥10151013 ≥1.5×1015≥1014介电常数<5 5 4.4击穿电压,kV/mm ≥17 17 20 20模后收缩率,% 0.5~1.2 0.5~1.0 0.8~1.5玻纤含量,% 30±2 30±2弯曲弹性模量,MPa ≥5.4×103耐老化性能,倍>3表面电阻率,Ω≥101301.3.6.3杜邦公司系列尼龙66产品的基本性能指标杜邦公司是主要的尼龙66生产厂家之一,其产品型号齐全,覆盖面广,满足各行各业对尼龙66树脂的不同性能要求,见表01-75。
尼龙66的主要牌号与性能01.3.6.1国产尼龙66的主要性能指标国内生产尼龙66的厂家有:黑龙江省尼龙厂、上海塑料制品十八厂、辽阳化纤工业总公司、太原合成纤维厂、神马集团、浙江衢州化工厂、宜兴太湖尼龙厂、江苏海安化工厂。
其产品主要用制造各种机械、汽车、化工、电子电气装置的零部件,特别适合用于高强度或耐磨部件,如各种齿轮、滑轮、辊轴、轴承、泵体中叶轮、风箱叶片、高压密封圈、阀座、垫片、衬套、各种壳体、工具手柄、支撑架、电缆包层、汽车灯罩等。
在电子仪器设备、继电器等电气设备中制造零件、电梯导轨、建筑装饰扶手等。
在医疗器械、体育用品和日用品上也有广泛应用,如棒球棒、滑雪板等。
也可制成薄膜后与铝箔等形成复合膜用于食品包装,如软包装饮料、罐头等。
表01-73列出了几家企业的尼龙66产品指标。
表01-73 国产尼龙66的性能指标01.3.6.2阻燃增强尼龙66的主要性能指标目前,国内尚有许多厂家从事改性尼龙66树脂的生产。
生产阻燃尼龙66和阻燃增强尼龙66的主要厂家有:黑龙江省尼龙厂、黑龙江省化工研究所、上海赛璐珞厂、广州莲花山工程塑料厂、江阴市永建化工有限公司等。
阻燃尼龙66主要用于低压电器、机床电器、广播电视工业中,制造各种阻燃零件如调压器开关、仪器仪表外壳和电子电气连接器等;生产玻纤增强尼龙66的主要厂家有:黑龙江省尼龙厂、上海德胜塑料厂、广州莲花山工程塑料厂、苏州塑料一厂等。
产品主要应用于低压电器工业,如交流接触器底座、线圈骨架、行程开关等各种要求耐火性能的介电零件中。
黑龙江省化学研究所还生产防老化尼龙。
其主要指标列于表01-74中。
表01-74 国产改性尼龙66树脂的主要性能指标01.3.6.3杜邦公司系列尼龙66产品的基本性能指标杜邦公司是主要的尼龙66生产厂家之一,其产品型号齐全,覆盖面广,满足各行各业对尼龙66树脂的不同性能要求,见表01-75。
表01-75 杜邦公司Zytel® 尼龙66树脂型号与用途01-76~表01-79中。
华侨大学课程名称:增强增韧尼龙66汽车专用料*****学号:9专业:08高分子二班任课教师:***前言:尼龙是结晶型塑料,品种颇多,已达到130多种,应用于注塑加工的有尼龙6、尼龙66、尼龙610、尼龙1010以及共聚性尼龙、超韧性尼龙、玻璃纤维增强尼龙、矿物增强尼龙等等。
世界市场中,应用量最大的是尼龙66。
尼龙最早在1889年首先由Gabriel和Maass 两人合成制得,但系统的研究并最终实现工业化实在1929年,由美国杜邦公司的Carothers着手进行的。
1931年Carothers申请了第一篇尼龙专利,1935年首先制得尼龙66,1939年实现工业化。
尼龙66的应用领域一般在汽车、电子电器、化工设备、机械设备等方面。
从最终用途看,汽车行业消耗的尼龙66占第一位,电子电器占第二位。
大约有88%的尼龙66通过注射成型加工成各种制件,约12%的尼龙66则通过挤出、吹塑等成型加工成相应的制品。
由于尼龙66优良的耐热性、耐化学药品性、强度和加工方便等,因而在汽车工业得到了大量应用,目前几乎已能用于汽车的所有部位,如发动机部位,电器部位和车体部位。
发动机部位包括进气系统和燃油系统,如发动机气缸盖罩、节气门、空气滤清器机器外壳,车用空气喇叭、车用空调软管、冷却风扇及其外壳、进水管、刹车油罐及灌盖,等等。
车体部位零部件有:汽车挡泥板、后视镜架、保险杠、仪表盘、行李架、车门手柄、雨刷支架、安全带扣搭、车内各种装饰件等等。
车内电器方面如电控门窗、连接器、保鲜盒、电缆扎线等。
工艺特点:⑴吸水性尼龙66较易吸湿,如果长时间暴露在空气下,会吸收大气中的水分。
吸水后会发生体积膨胀,影响制品的尺寸精度,如在注塑前吸收过量的水分时,其制作的外国外观和力学性质都会受损。
⑵结晶性尼龙66为结晶性高聚物,一般在20%~30%之间。
结晶度的高低与性能有关,结晶度高,拉伸强度、耐磨性、硬度、润滑性等性能有所提高,热膨胀系数和吸水性趋于下降。
pa66挤出工艺
PA66挤出工艺是一种常见的塑料加工工艺,用于制造各种PA66制品。
以下是PA66挤出工艺的步骤:
1. 原材料准备:根据生产需要,准备好足够的PA66颗粒和辅助材料,如稳定剂、润滑剂等。
2. 干燥:将PA66颗粒干燥,去除其中的水分和其他挥发性物质,以防止成型时出现气泡等缺陷。
3. 配料:将PA66颗粒与其他辅助材料进行混合,制备成适合挤出成型的物料。
4. 挤出成型:将配制好的物料通过挤出机进行加热和熔融,然后通过模具口挤出,形成所需的形状。
5. 冷却定型:通过冷却水或空气等介质对挤出的制品进行冷却,使其保持稳定的形状。
6. 牵引收卷:将冷却后的制品牵引至收卷机上,进行收卷和包装。
7. 质量检测:对挤出的制品进行质量检测,如外观、尺寸、物理性能等,确保符合要求。
在PA66挤出工艺中,温度控制是关键因素之一。
温度过高可能导致物料降解或颜色变化,而温度过低则可能导致制品出现气泡或韧性不足等问题。
因此,需要精确控制挤出机和模具的温度,以确保制品的质量和性能。
尼龙的反应挤出1、反应挤出概述反应挤出是近20年来迅速发展起来的高新技术,它应用于现有聚合物的功能化、聚合物制备、材料的高性能化改性等领域,是高分子材料反应加工学科的重要组成部分。
反应挤出是以单螺杆或双螺杆挤出机的机筒作为化学反应器进行单体聚合或对聚合物改性的一种新型工艺技术。
具体地讲,它具有利用挤出机处理高粘度聚合物的独特功能,对挤出机螺杆螺筒上的各个区段进行独立的温度控制、物料停留时间控制和剪切强度控制,使物料在各个区段传输过程中,完成固体输送、增压熔融、物料混合、熔体加压、化学反应、排除副产物和未反应单体、熔体输送和泵出成型等一系列化工基本单元操作,因此它是理想的高粘度物料熔态反应方法。
与传统方法相比,反应性挤出在经济性和效率性等诸方面均具有优势。
(1)可连续大规模进行生产,生产效率高;反应原料形态可以多样化,对原料有较大的选择余地;产品转型快,一条生产线就可以进行小批量、多品种产品的生产(2)易于实现自动化,可方便准确地进行物料温度控制、物料停留反应时间控制和剪切强度控制;未反应单体和副产物在机器内熔化状态下可以很容易地除去,节省能源和物耗;不使用溶剂,没有三废污染问题。
(3)要求的生产厂房面积小,因而工业生产投资少,操作工人数量要求少,劳动条件和生产环境好(4)产品的成本低,但产品的技术含量高,利润高。
(5)在控制产品化学结构的同时还可以控制材料的微观形态结构(6)反应物料除了直混外,还有一定的背混能力;物料始终处于传质传热的动态过程,螺杆使熔融物形成薄层,并且不断更新表面,这样有利于热交换、物质传递,从而能迅速精确地完成预定的变化,或很方便地除去熔体中的杂质;同时螺杆具有自清洁能力,使物料停留时间短,因而产品的质量好。
尽管反应挤出技术有上述优点,但也存在以下缺点。
(1)技术难度大:不但要进行配方和工艺条件的研究,而且要针对不同的反应设计所需的新型反应挤出机,研发资金投人大,时间长,没有几年时间难以弄明白。
(2)难以观察检测:物料在挤出机中始终处于动态、封闭的高温、高压环境中,难以观察检测物料的反应程度;物料停留时间较短,一般只有几分钟时间,因而要求所要进行的反应必须快速完成;如果反应超过20min,则用反应挤出技术就没有意义。
(3)技术含量高:反应挤出技术涉及到高分子材料、高分子物理、高分子化学、化学工程、聚合反应工程、橡塑机械、聚合物成型加工、机械加工、电子、材料等诸多学科,要取得成果需较长时间的研究和多方合作才行。
综上所述,反应挤出技术具有研发投入高、技术含量高、产品利润高的特点,在研发阶段困难多,在工业应用上优势明显,正因为如此,它才成为当前国际的热点。
反应性挤出是以现代挤出机的发展为基础的,使聚合物在挤出加工成型的同时,完成化学反应的过程。
对挤出机具有以下要求:(1)能为物料提供足够的熔化时间、反应时间,并有足够的时间在除杂段对产品进行纯化处理,即要求反应挤出机要有较大的长径比。
(2)物料的停留时间分布要窄,在保证化学反应充分完成的前提下,要防止部分物料因停留时间长而引起降解、交联等其他副反应。
(3)优秀的排气性能,因为在反应挤出过程中,加人的反应单体不可能完全参加反应,而要脱除那些未反应的单体、反应生成的小分子副产物、物料中夹杂的挥发性组分等,往往要求高真空度下短时间内迅速完成,但同时又不会引起反应挤出机冒料。
(4)螺杆对物料具有强输送能力和强剪切功能。
由于反应混合物熔化后粘度差别大,混合输送相对困难,因而螺杆的输送能力要强化,强烈的剪切可以有助于化学反应进行。
1.1反应挤出的发展与应用反应挤出(ReactiveExtrusion,REX)是20世纪60年代后才兴起的一种新技术,因能使聚合物性能多样化、功能化、生产连续化、工艺操作简单经济而越来越受到重视。
埃克森化学公司早在上个世纪六十年代,就开始研究反应挤出技术并得到商业应用:1966年他们利用反应挤出技术来控制聚丙烯(PP)的降解,制得了流变性能可控制且分子量分布窄的聚丙烯:1967年埃克森化学公司开始研究将马来酸酐(MAH)、丙烯酸以及其它单体的自由基接枝到聚烯烃上,从而改善了它们的相容性以及其它化学性能;1980~1983年他们又开发了聚烯烃的低温卤化(溴化及氯化)反应挤出技术。
1975年杜邦(DuPont)公司利用反应挤出技术进行尼龙(PA)/三元乙丙胶(EPDM)和相容剂的反应性共混,在挤出过程中完成接枝反应,成功制得了超韧尼龙合金。
国内在反应挤出技术的研究方面起步较晚,但近年来也做了大量开发研究工作,并取得了一些成果。
目前反应挤出技术已应用于聚合物分子量的控制降解、聚合物的熔融接枝、聚合物的交联和偶联反应以及聚合物的合成等方面。
2、尼龙6的反应挤出尼龙6反应挤出技术原理为:在催化剂(促使产生己内酰胺阴离子)及助催化剂(促进生成聚合反应增长中心)存在下,使己内酰胺的阴离子聚合反应可在几分钟内以90%-95%的转化率生成相对分子质量较高的尼龙6。
2.1催化剂的选择(1)强碱。
强碱易与己内酰胺单体反应生成己内酰胺阴离子,使单体引发。
以NaOH作引发剂,引发反应速度快,反应温度低。
(2)碱金属的酰胺化物。
通式为RCONHMe,其中R代表烷基,Me代表碱金属,常用的为Li、Na、K。
聚合速度与环酰胺碱金属盐的离解程度有关。
因离解度大,环酰胺阴离子浓度高,所以链引发和链增长速率按下列碱金属盐的阳离子次序而增大:Li<Na<K<Cs。
己内酰胺和氢氧化钠反应形成的己内酰胺钠盐是己内酰胺聚合的有效引发剂。
(3)格利雅化合物。
在乙醚(无水、无醇)的存在下,脂肪烃或芳香烃的一卤化物可与金属镁反应,生成格利雅化合物,通式RMgX,格利雅化合物化学性质非常活泼。
(4)碱金属。
在己内酰胺聚合中多数使用金属钠。
实际操作中,由于钠易氧化,而且它的溶解速度慢,直接用固体钠作引发剂不方便,故钠一般在有机溶剂(如四氢呋喃、苯、甲苯)中获得均相催化剂,但仍存在金属溶解度低,溶液不稳定的缺点。
为克服以上缺点,可在制备引发剂(己内酰胺钠)后期,用减压法将溶剂除去,并能增加碱金属浓度。
2.2、助催化剂的选择为了提高环酰胺的阴离子聚合速度,为了使一些难于聚合的环酰胺进行开环聚合,除加入引发剂外,还要加一些助引发剂如酰氯、异氰酸酯。
因助引发剂一般是使环酰胺酰化而形成N-酰基环酰胺,所以助引发剂有时又叫酰化剂。
而所使用的活化剂主要有乙酰基己内酰胺、各种异氰酸酯、氨基甲酸酯衍生物、碳酸酯、磺酸酯、羧酸酯、磷酰亚胺化合物、氯化磷腈等,目前使用较多的是乙酰基己内酰胺和各种异氰酸酯。
(1)N-乙酰基己内酰胺CAS:1888-91-1价格:约400元/Kg(2)六亚甲基异氰酸酯(HDI) CAS:822-06-0价格:100元/KgHDI在使用过程中易蒸发,对人体的伤害很大2.3、尼龙6的反应挤出工艺流程反应尼龙6的反应挤出工艺流程为:己内酰胺熔化后,加入一定量的碱进行脱水,然后与催化剂一起进入双螺杆挤出机进行反应挤出,经拉条、水冷、风冷、切粒、萃取、干燥得到成品。
2.4、工艺的影响因素(1)配方在其它工艺参数保持不变的情况下,随着引发剂(或助引发剂)浓度的增加,聚合速度加快,单体转化率上升,分子量呈先升后降的趋势。
增加助引发剂浓度,一方面可加快反应速度,使转化率上升,有利于分子量增加;另一方面增加了活性增长中心的数目,又使分子量下降。
在引发剂浓度很低时,前者占主导地位,随着助引发剂浓度的提高,分子量上升。
助引发剂浓度较高时,后者起决定作用,分子量又会下降。
(2)螺杆转速转速不仅影响产率,而且还影响产物的分子量。
在其它工艺参数保持不变的情况下,随转速增加,单体在机内平均停留时问缩短,转化率下降,分子量呈先升后降趋势,与此相反产物中残留单体含量先降后升。
当转速较低时,一方面物料的机内平均停留时间较长,热降解严重;另一方面物料混合不充分,所以此时单体转化率较低,产物分子量较小。
当采用较高的转速时,机械剪切降解严重,所以此时产物分子量也较小。
只有选用某一合适的转速(介于较低和较高转速之间),才能制得分子量最高,分子量分布较窄的PA6产品。
(3)挤出机机筒温度尼龙6的熔点在225℃左右,分解温度约290℃,故挤出机机筒温度应在225-290℃范围内。
己内酰胺阴离子聚合的速度是由相对较慢的引发反应速度所决定的,适度的提高前三段温度可加快引发速度,使聚合反应加速,产物的转化率、分子量均呈上升趋势。
但提高过多,则降解反应占主导地位,产物分子量会下降。
(4)螺杆原件的构型及分布螺杆元件构型及其排布实际上决定了挤出机中的反应环境,对反应过程有重要影响并控制着熔体的流动行为,是决定产量的重要因素。
所采用的螺杆元件构型只要能在其它工艺参数保持不变的情况下适度延长物料的平均机内停留时问,一方面增加物料间的混合程度,另一方面为聚合反应(尤其是链增长反应)的进行提供了充分的时间,就能使聚合反应进行更充分,产物分子量更高。
2.5、初步实验方案原料采用己内酰胺,催化剂拟采用氢氧化钠,助催化剂采用N-酰基环酰胺。
己内酰胺:氢氧化钠:助催化剂=1000:5:4(物质的量之比)。
(1)己内酰胺的脱水脱水温度设置为135~140℃,真空度为-0.1MPa,脱水时间为2~3h。
(2)挤出机参数设置挤出温度230~250℃,螺杆转速:250~300r/min(结合实验室螺杆长径比实际情况作出修改)。
(3)力学性能测试拉伸性能按GB/T 1040-1992测试;弯曲性能按GB/T 9341-2000测试;缺口冲击强度按GB/T 1043-1993测试。
(4)实验过程将己内酰胺和碱置于熔化釜中进行脱水,脱水完毕后,物料放人贮罐内,然后由输送器直接注入双螺杆挤出机进反应挤出,同时添加催化剂。
经拉条、水冷、风冷、切粒、萃取、干燥得到成品。
如果挤出机和成型设备连接可以直接生产各种产品。
3、其他型号尼龙(1)通常的做法是在反应器中根据常规方法预先生成预聚物,然后将预聚物引入到挤出机中减压生成缩聚物,这些方法都是基于后缩聚步骤的优化,在没有任何预先反应和没有任何相应盐的预先制备下将所选单体引入双螺杆挤出机中进行反应性挤出,在反应过程中需要进行至少两次的排除缩聚反应副产物的操作以实现缩聚反应。
例如,在反应器中生成低粘度(17000g/mol)的预聚物,利用存在惰性气体的且减压条件下的挤出机获得高粘度(39000g/mol)的聚酰胺。
这种方法需要具有足够粘度的预聚物引入到挤出机中,该预聚物需要预先在反应器中生成。
这种方法冗长,需要转移和处理操作,大规模生产较困难。
(2)种是将尼龙盐引入挤出机,在催化剂的存在下,进行反应挤出得到聚酰胺。
此种方法一般是在反向双螺杆挤出机中利用尼龙盐制备聚酰胺预聚物,再将预聚物引入到同向双螺杆挤出机进行基础制备聚酰胺。