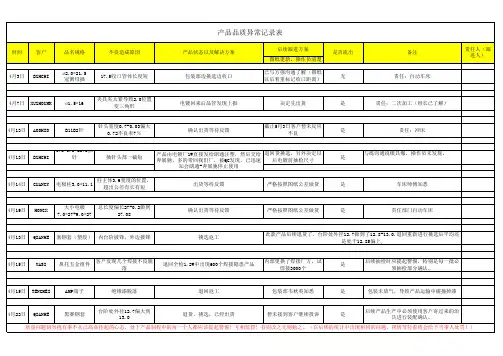
控制在5.15以上。
起,再生产是挂在机位Fra bibliotek上。操作前首先检查模具, 是否损坏、堵塞、有碎 屑
各机位开机首先做好机 器和模具的检查。
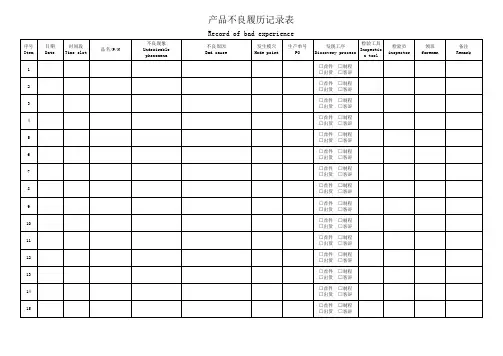
备注
历表
临时对策
长期解决方案
1.冲压模具要验证是否
成品、线上半成品全部 磨损、闭合。2.铆合模
返工,A用治具重新全数 具时尺寸控制与验证,
校准四个角的平行度变 不能有塌陷;3.放置不
形在0.2以下,保证2.5 良看板;4.研磨用小石
的距离;B四个孔过检 头,洗干净;5.制作不
具,或一个一个孔过, 良履历,与图纸放在一
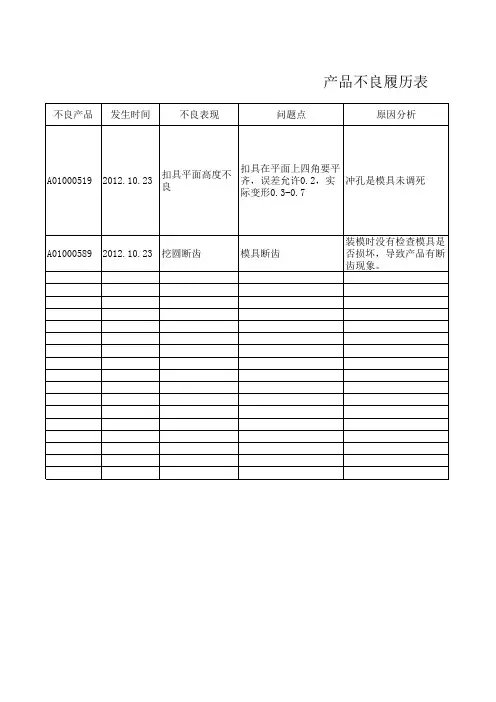
不良产品 发生时间
不良表现
产品不良履历表
问题点
原因分析
A01000519
2012.10.23
扣具平面高度不 良
扣具在平面上四角要平 齐,误差允许0.2,实 冲孔是模具未调死 际变形0.3-0.7
A01000589 2012.10.23 挖圆断齿
模具断齿
装模时没有检查模具是 否损坏,导致产品有断 齿现象。