番茄酱工艺流程
- 格式:doc
- 大小:64.00 KB
- 文档页数:4
番茄酱制作工艺流程
《番茄酱制作工艺流程》
番茄酱是一种常见的调味品,制作工艺流程可以分为以下几个步骤:
1. 选择新鲜番茄:首先要选择新鲜成熟的番茄作为原料。
新鲜的番茄含有丰富的纤维和维生素,能够制作出口感良好的番茄酱。
2. 清洗和去皮:将选好的番茄进行清洗,然后用刀在番茄的底部切一个小口,放入滚水中烫一下,这样番茄的皮就容易剥离了。
剥离番茄皮后,将其切成小块备用。
3. 煮熟番茄:将切好的番茄放入锅中,并加入少量水,用中小火煮熟。
煮熟的番茄需要不断搅拌,防止粘锅。
4. 打成番茄泥:煮熟的番茄需要放凉后,再使用搅拌机将其打成番茄泥。
这一步可以使番茄酱口感更加细腻。
5. 调味:将番茄泥放入锅中,加入适量的葱、姜、蒜以及一些盐、糖、醋和少许酱油进行调味。
可以根据个人口味加入少许辣椒、花椒等调味料。
6. 煮制番茄酱:将调好味的番茄泥放入锅中,用小火煮制。
需要不断搅拌防止糊锅,直到番茄酱呈浓稠状即可。
7. 储存:待番茄酱冷却后,将其装入干净的玻璃瓶中,密封保存。
番茄酱可以放在阴凉通风处,保存时间较长。
以上便是番茄酱的制作工艺流程,通过以上步骤可以制作出口感细腻、味道鲜美的番茄酱。
希望大家可以尝试一下,在家里做一些美味的番茄酱,给饭菜增添一些不同的味道。
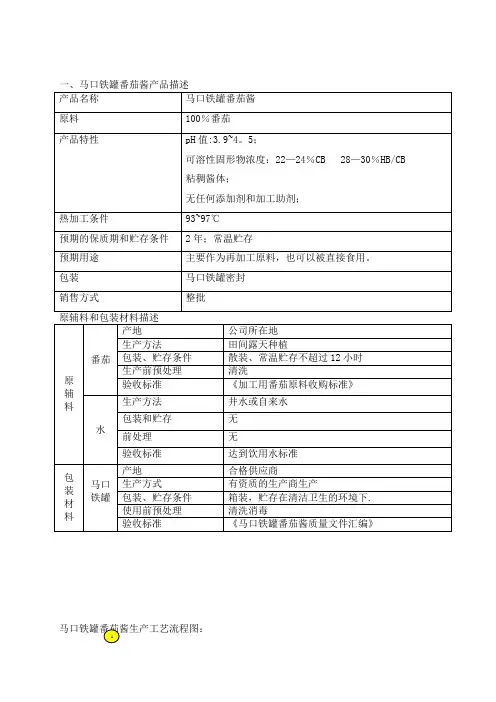
工艺描述一、马口铁罐番茄酱产品工艺描述1、原料种植:按照公司《番茄和杏原料管理制度》和《良好农业种植规范》(GAP)进行管理。
2、原料验收:番茄原料指定的运输车辆运到公司后,由原料检验人员审核原料是否来自合同内的合格供应户,并按原料收购标准随机抽取规定数量的原料进行外观和固形物检验,按照检出不合格比例分等级和扣杂,符合要求的才能过磅秤重和入厂.3、贮存:验收合格的番茄原料倒入清洁的料池中,放料时采用先进先出的原则,贮存的原料投入使用不得超过 16小时;每当料池放空时,需对料池用清水冲洗。
每班清除沉淀池中的沉淀物。
4、流送和清洗:番茄原料经流送沟由二级循环水送入生产线(提升机),绝大部分物理杂质由格栅去除或落入沉降槽,金属杂质由除铁器(磁场强度≥3000高斯)去除,番茄原料在提升和输送到原料选台的过程中,必须用符合饮用水标准的清洁水进行喷淋清洗和浮洗,最后再通过喷头用清水漂洗进入挑选台。
挑选:进入挑选台的原料由人工挑出青、黄果、黑斑、病斑、虫眼、腐烂果及杂质,挑出的废料及杂质经废番茄流送槽运出。
破碎和预热:挑选后的原料输送至破碎机,经切刀破碎后通过密封管道进入预热系统。
预热采用列管预热系统,根据产品规格的要求,设置需要的温度,生产车间根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。
(原料正常情况下热破预热温度为80—98℃,冷破预热温度为45—75℃)。
精制:经预热软化的破碎番茄进入由带叶片的转子及筛网构成的精制机(单道或双道精制),进入精制机的破碎番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁经过筛网进入贮罐,皮籽经螺旋输送机排出.根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速.筛网需定时清洗。
双联过滤:番茄汁在进入蒸发器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止皮籽、杂草和金属等异物因精制机筛网破损而进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
番茄的加工产品(1)番茄汁。
①工艺流程:选料→去籽→预热→打浆→配料→脱气→均质→装罐→杀菌→冷却→成品。
②制作要点:选料:选用成熟适度,香味浓,色泽鲜红,可溶固形物在5%以上,糖酸适宜(约为6:1),无霉烂变质的番茄,洗净,除去果柄、斑点及青绿部分备用。
破碎去籽:将准备好的番茄,进行破碎去籽(有条件的可用番茄去籽机)。
预热:将破碎去籽的番茄,迅速加热到85℃以上,以杀死附在番茄上的微生物,并破坏果胶酶。
打浆:用三道打浆机打浆,取得汁液(小规模生产时,可将番茄搅烂后进行压榨,再经过粗滤和精滤得汁液)。
配料:将番茄原汁100公斤,砂糖0.7~0.9公斤,精盐0.4公斤,混合均匀。
脱气、均质:将番茄汁喷入真空脱气机,脱气3~5分钟,然后用高压均质机在100~150公斤力/平方厘米(约1000~1500牛)压力下均质。
装罐:加热到85~90℃,热装入消过毒的罐内,并趁热封罐,罐中心温度应在70℃左右。
杀菌、冷却:封罐后在沸水中杀菌,然后在冷水中冷却到38℃左右。
①工艺流程:选料→去皮→挤汁→硬化→清洗→糖渍→糖煮→烘烤→成品。
②制作要点:选料:选择肉质厚汁液少,色全红但不过熟的果实,剔除成熟度不足、病虫害、伤烂不合格果实。
去皮;洗干净的番茄果,置于接近沸腾的水中预煮1分钟左右,立即冷却,剥去番茄的果皮。
挤汁:在果柄处挖蒂和划缝,将果汁轻轻挤压出来。
硬化:将果坯投入0.3%氯化钙溶液中浸泡2小时。
清洗:用清水洗涤硬化后的果胚,捞出果胚,沥干水分。
糖渍:沥干水后的番茄果胚,浸泡于30%糖液中24小时左右,糖液中加0.3%柠檬酸。
糖煮:将糖渍的番茄连同浸渍液一同倾入夹层锅内,缓慢升温至沸,约半小时后,将番茄果连同煮制糖液浸入瓷缸浸泡12~24小时。
如此浸泡2~3次,每次提高糖液浓度。
当煮制糖液浓度达65%时,即停火,倾入瓷缸内8~10小时后,捞出番茄果沥干糖液。
烘烤:将沥干糖液的番茄果,放到烘烤盘上(不重叠),在60~65℃下烘烤,使含水量达到18%左右,可溶性固形物含量达到70%即可。
番茄酱加工培训教材一、番茄原料:1、对加工用番茄各种成分含量的要求:红色素(番茄红素)≥8mg/100g,可容性固形物(浓度、糖度)≥4.6BRIX,PH值=4.0—4.4,总酸:0.29—0.44(无水柠檬酸计)果胶:2-2.9%2、对加工用番茄质量指标的要求:一等品:成熟而不过熟,新鲜无破损,硬度好耐挤压,表面光滑无病、虫害及其他斑点。
最小直径20毫米。
可容性固形物≥5.0BRIX。
红色素≥11mg/100g 二等品:成熟不柔软,颜色尚可。
番茄缺点的总数不超过15%,但其分项缺点不得超过如下数据:长霉及腐败量不得超过8%,未成熟、非树上成熟及青绿色番茄量不得超过2%,受病虫害之番茄量不得超过2%、最小直径20毫米。
4.9 BRIX≥℃可容性固形物≥4.6BRIX。
红色素≥8mg/100g二、番茄酱品质标准一般是根据客户要求,常规标准如下:1、理化指标:红色素≥45mg/100g,可容性固形物28—30、30—32、36—38BRIX三种,粘度3—5厘米/30秒(热破产品)5.5—6.5厘米/30秒(温破产品)7—10厘米/30秒(冷破产品)PH值 3.9—4.5红、黄比值(a/b值)≥2.1L值(亮度) ≥21总酸 2.0—3.0%(无水柠檬酸计)总酸≤8.0%(无水柠檬酸干物质计)农药残留0.01PPM(日本、韩国要求)2、感官指标黑斑点含量≤5个/10g番茄籽皮含量≤5个/10g酱体均匀,色泽鲜亮、细腻。
具有番茄应有的风味,无异味及烧焦味。
3、微生物指标细菌菌落总数不得检出呈阴性大肠菌群不得检出呈阴性杆菌(商业无菌中检出)小于100霉菌≤40个/每100视野4、重金属锡≤200mg/100g铜≤10mg/100g铅≤1mg/100g砷≤0.5mg/100g砷≤0.5mg/100g二、加工工艺流程及控制要点1、工艺流程:番茄水力冲洗流送——提升——浮洗——喷洗选果——破碎预热打浆精制——低温真空浓缩——高温顺时杀菌—速冷——无菌灌装2、加工过程控制要点:A、该段的作用是:将番茄均匀的输送到破碎预热段,在输送过程中将番茄清洗干净且有效挑选,防止最终产品的霉菌、黑点含量超标和红色素含量不足。
番茄酱加工工艺工艺流程:原料选择→清洗→修整→热烫→打浆→加热浓缩→装罐→密封→杀菌→冷却→成品。
②操作要点:原料选择:选择充分成熟,色泽鲜艳,干物质含量高,皮薄、肉厚、籽少的果实为原料。
清洗:用清水洗净果面的泥沙、污物。
修整:切除果蒂及绿色和腐烂部分。
热烫:将修整后的番茄倒人沸水中热烫2~3分钟,使果肉软化,以便于打浆。
打浆:热烫后,将番茄倒人打浆机内,将果肉打碎,除去果皮种籽粒。
打浆机以双道打浆机为好。
第一道筛孔直径为1.0~1.2毫米,第二道筛孔直径为0.8~0.9毫米。
打浆后浆汁立即加热浓缩,以防果胶酶作用而分层。
加热浓缩:将浆汁放人夹层锅内,加热浓缩,当可溶性固形物达22%~24%时停止加热。
浓缩过程中注意不断搅拌,以防焦糊。
装罐密封:浓缩后浆体温度为90~95℃,立即装罐密封。
杀菌及冷却:在1OO℃沸水中杀菌20~30分钟,而后冷却至罐温达35~40℃为止。
③产品质量要求:酱体呈红褐色,均匀一致,具有一定的粘稠度;味酸、无异味;可溶性固形物达22%~24%。
番茄酱的制作过程1.原料验收按加工专用品种的要求,不得混入黄色、粉红或浅色的品种,剔除带有绿肩、污斑、裂果、损伤、脐腐和成熟度不足的果实。
“乌心果” 及着色不匀且果实比重较轻者,在洗果时浮选除去。
2.选果、去蒂洗果先用浸洗,再用水喷淋,务求干净。
番茄果柄与萼片,呈绿色且有异味,影响色泽与风味。
去蒂时将绿肩和斑疤修去,拣去不合加工的番茄。
3.破碎、去籽破碎为预煮时受热快而均匀,去籽为防止打浆时打碎种籽,若混入浆中影响产品的风味、质地和口感。
破碎去籽用双叶式轧碎机,然后经回转式分离器(孔径10毫米)和脱籽器(孔径1毫米)进行去籽4.预煮、打浆预煮使破碎去籽后的番茄原浆迅速加热到85℃~90℃,以抑制果胶脂酶和丰乳糖醛酸酶的活性,免使果胶物质降价变性,而降低酱体的粘稠度和涂布性。
130本设计拟定在新疆建设年产量为3000吨的番茄酱生产工厂。
在建设之初,我们对国内番茄酱的基本供求、生产现状以及市场需求进行了充分的调研。
根据新疆特殊地理环境对其进行工厂平面设计,并根据该食品的工艺生产流程进行详细阐述,包括生产成本核算、设备器械选择以及整体的经济效益分析。
在设计工厂之初,我们需要对番茄酱的食用价值有所了解。
据科学研究,番茄酱中有丰富的维C,其中的番茄红素具有抗癌和抗氧化的功效;同时含有膳食纤维、蛋白质以及矿物质等,患有高血压、冠心病等特殊病症人群可把番茄酱作为日常调味品之一。
一、工厂选址的基本要求及设计理念工厂的总设计一般包括生产区(仓库和运作车间等)、厂前区(会议室、总控室、实验区、医疗卫生区等)和生活区(食堂、住宿)。
其中,生活区要与生产车间隔开;仓库和运作车间的距离不宜太远;工厂车间的人流、原料运输以及货物和管道都尽可能成流水线分布;工厂的照明和风向要与自然环境相适宜;对于易燃易爆炸的仓库要设置在主车间的下风向;同时工厂应保留适当的绿化,在修饰工厂环境的同时,还能吸收空气中的灰尘,隔绝一定污染。
二、番茄酱的工艺流程番茄一般在夏秋季节成熟,因此加工时期也应该在6-10月份。
就该工厂设计为3000吨的番茄酱工厂来考虑,需要生产周期为150天,产品为200g的无菌灌装。
对番茄酱的感官指标是酱色整体呈红色或轻微褐色;有番茄的主要味道,酱体含水量少,较为粘稠,无其他异物;酱体的酸度不高于9%,番茄红素要在36%-38%;注意包装无菌要求。
番茄酱的工艺流程大体如下:1.原料的准备阶段。
在挑选阶段就要保证番茄成熟度够高,且表明要干净、无损伤,要剔除那些表面色泽不均和带有果柄的,否则会影响番茄酱的口感。
年产3000吨新疆番茄酱的工厂设计2.去籽和打浆阶段。
先将挑选好的番茄去籽,以避免在打浆时把籽打碎影响整体番茄酱的质量,番茄表层的皮也需要清除过滤。
然后需要对番茄进行加热煮,保证酱体的粘稠度,在翻滚和搅拌时选择合适速度。
番茄酱生产工艺流程番茄酱是一种以番茄为主要原料制成的食品调料,具有维生素丰富、口感鲜美等特点。
下面为您介绍番茄酱的生产工艺流程。
1. 原料准备:选用新鲜、成熟的番茄作为主要原料。
番茄经过清洗、去皮、去蒂等处理,然后切碎备用。
同时,还需要准备一些辅助原料,如洋葱、大蒜、香料等。
2. 烹调:将切碎的番茄放入烹饪锅中,加入适量的水和辅助原料,并进行烹调。
一般采用煮沸-沸腾-干燥的烹调方法,可以确保番茄汁中的细菌、酵素等物质被有效杀灭,同时释放出更多的番茄味道。
3. 磨碎:烹调完成后,将番茄糊进行磨碎处理。
主要有两种方法,一种是传统的过筛磨碎法,即将番茄糊通过网筛进行过滤;另一种是高压磨碎法,即通过高速旋转的刀片将番茄糊进行细磨。
磨碎的目的是为了提高番茄酱的细腻度和口感。
4. 过滤:磨碎后的番茄酱需要进行过滤。
主要目的是去除残渣和杂质,使番茄酱更加纯净。
常用的过滤设备有网筛、滤布等。
5. 煮沸:过滤后的番茄酱需要进行第二次煮沸。
这一步主要是为了确保番茄酱中的水分被蒸发掉,达到浓稠的效果。
同时,煮沸还能杀灭番茄酱中可能存在的细菌,提高产品的品质和安全性。
6. 添加调味料:熬制完成后,可以根据个人喜好添加一些调味料,如盐、糖、胡椒等。
这些调味料能够提升番茄酱的口感和香气。
7. 冷却包装:番茄酱煮沸一段时间后,需要进行冷却。
冷却后的番茄酱可以进行包装,一般采用瓶装或袋装。
包装完成后,还需要对番茄酱进行灭菌处理,以延长产品的保质期。
以上是番茄酱的一般生产工艺流程。
当然,不同企业和地区有着各自的生产工艺和配方,但整体流程大致相同。
生产者在生产过程中要注意卫生和质量控制,确保生产的番茄酱符合食品安全标准,为消费者提供优质的产品。

番茄酱生产工艺流程
《番茄酱生产工艺流程》
番茄酱是一种常见的调味品,制作过程包括多个步骤,需要严格遵循生产工艺流程。
下面是番茄酱的生产工艺流程概述:
1. 选材准备
首先,需要选择新鲜成熟的番茄作为原料。
番茄经过清洗、去皮和去籽处理后,才能进入下一步的加工过程。
2. 研磨
将处理过的番茄放入破碎机中进行研磨,将其成分细化并形成番茄浆。
3. 煮沸
番茄浆经过煮沸过程,这一步有助于去除多余的水分,以及充分释放番茄的香味和口感。
4. 添加调味料
在煮沸的番茄浆中适量添加盐、糖、香料和其他调味料,以提升番茄酱的口感和营养价值。
5. 烹调
将调味后的番茄浆进行再次烹调,使其充分混合并增加保质期。
6. 严格质检
在整个生产过程中,需要进行严格的质检,确保番茄酱没有任
何污染和细菌,保障产品的品质和安全性。
7. 灌装和包装
最后,将生产完毕的番茄酱进行灌装和包装,确保产品的保存和销售。
总的来说,番茄酱的生产工艺流程需要经过严格的操作和监控,确保产品的质量和安全性。
只有严格按照流程进行生产,才能生产出口感顺滑、口味浓郁的优质番茄酱。
番茄酱的制作一、实验目的掌握番茄酱的制作技术二、实验原理番茄酱是鲜番茄的酱状浓缩制品,呈鲜红色酱体,具番茄的特有风味,是一种富有特色的调味品,一般不直接入口。
番茄酱由成熟红番茄经破碎、打浆、去除皮和籽等粗硬物质后,经浓缩、装罐、杀菌而成。
干物质含量一般分22%~24%和28%~30%两种。
三、材料及用具温度计,不锈钢刀,不锈钢锅,打浆机,四旋玻璃瓶番茄、食盐、白砂糖、食醋、大蒜、香料(胡椒、丁香、桂皮、五香粉等)。
四、实验步骤1、工艺流程原料选择→清洗→破碎→预热打浆→调香调味→浓缩→加热→装罐→密封→杀菌→冷却→成品2、操作要点(1)原料选择:选用大红、全红、可溶性固形物含量高和成熟的新鲜番茄做原料,剔除裂果、腐烂果、以清水洗净。
(2)预热打浆:原料破碎去籽后,迅速加热至80℃以上,一般须在90-95℃加热8-10 min,加热后浆温控制在80-85℃,然后打浆。
通常采用3道打浆机打浆,第一道去除果皮,第二、三道清除种子和粗纤维,使原浆均匀细腻。
(3)浓缩:番茄原浆通常含可溶性固形物4%-7%,必须经浓缩排除大量水分,才能达到制品所需求的28%左右的浓度。
浓缩方法有使用开口浓缩锅的常压法和使用真空浓缩锅的真空法两种,以真空浓缩法的制品质量较好。
(4)调香调味:为了增加风味,在浓缩之前应加入香料和调味品,其比例为100公斤番茄浆用白糖15公斤,食盐2.5公斤,食醋3公斤,丁香0.19公斤,桂皮0.19公斤,胡椒0.15公斤,蒜泥0.3公斤。
添加方法是:先把香料用食醋浸煮,再加白糖、食盐溶解后滤出汁液与蒜泥一同混入番茄浆中。
(5)装罐密封:将瓶盖、玻璃瓶先用清水洗干净,然后用沸水消毒3~5min,沥于水分,装罐时保持罐温40℃以上。
浓缩的番茄浆需快速加热至90-95℃,趁热装罐(酱温不低于85℃),装瓶后迅速拧紧瓶盖。
(6)杀菌冷却:采用水浴杀菌,5-25min/100℃,升温时间5min,沸腾下保温25min;然后产品分别在75℃、55℃水中逐步冷却至40℃左右,得成品。
番茄酱的制作方法
番茄酱是一种常见的调味酱料,口感酸甜可口,深受人们喜爱。
下面,我将为大家介绍番茄酱的制作方法。
首先,我们需要准备新鲜成熟的番茄。
将番茄洗净后,用刀在番茄上划上十字口,然后放入沸水中焯水一分钟,捞出后放入冷水中浸泡片刻,这样番茄皮就会很容易剥离。
接下来,将剥好皮的番茄切成小块,放入搅拌机中搅拌成番茄泥。
然后将番茄泥倒入锅中,加入适量的白砂糖,根据个人口味可适量增减糖的用量,然后加入少许盐,搅拌均匀。
然后,将锅置于火上,用中小火煮制番茄酱。
在煮的过程中,要不停地搅拌,以免番茄酱粘锅。
煮制的时间大约需要30-40分钟,直到番茄酱变浓稠,并且颜色变得深红。
在番茄酱即将完成时,我们可以加入一些调味料,比如一小勺的黑胡椒粉、一勺的醋,这样可以增加番茄酱的口感和风味。
最后,将煮好的番茄酱倒入干净的玻璃瓶中,待凉后盖紧瓶盖,放入冰箱冷藏保存。
这样制作出来的番茄酱口感酸甜可口,颜色诱人,非常适合搭配各种菜肴食用。
总的来说,番茄酱的制作并不复杂,只需要新鲜的番茄和一些简单的调味料,就可以制作出美味的番茄酱。
自制的番茄酱不含防腐剂和添加剂,口感更加纯正健康。
希望大家也可以尝试制作自己的番茄酱,享受美食的乐趣。
番茄酱的制作方法主要原料番茄、白砂糖、醋等。
设备用具蒸锅、纱布等。
制作方法选取无腐烂、无病虫害的成熟番茄约2公斤,洗净后放入蒸锅里蒸熟、去皮,再用干净的纱布滤除籽,留下肉浆。
另称取150克醋,放入15克左右的五香粉浸泡2小时,再加入0.3-0.4公斤白砂糖35-50克食盐,使其完全溶解、混合均匀后,倒入番茄肉浆里。
再将少许洋葱、大蒜末,适量的胡椒粉与番茄肉酱混合拌匀,并放入锅内用温火煮熬,边煮边搅拌,熬至依稠糊状,趁势装入清洁干燥的玻璃瓶里,加盖密封。
放低温干燥处贮存。
工艺流程选料→清洗→蒸熟→去皮→滤除籽→浸泡加糖、盐→倒入番茄肉浆内→加洋葱等→混匀→温火熬→装瓶密封→贮存待售。
第一步:自然熟透西红柿洗净,放入微波炉2分钟,取出去皮捣成泥状第二步:取锅放清水适量,放百砂糖适量,待水开放入西红柿泥,少许白醋,不停搅拌,待水分渐收,即可离火第三步:放入干净玻璃瓶,静置,自然冷却,放入冰箱冷藏即可注意,每次不要做太多,有一星期的使用量即可蒜蓉辣酱的制作方法:主料:朝天椒、番茄辅料:姜、大蒜、盐巴、糖、米醋做法:1.取新鲜的朝天椒,500克番茄,一块姜,两头大蒜。
分别放进搅拌机打成糊状;2.炒锅放水一小碗,用中火煮,各种糊下锅中,熬酱(蒜蓉留一半最后放)边熬边加糖(少许)、盐巴、米醋小半瓶;3.切记要不停地用勺搅拌以防粘锅,由稀转稠就可以关火了;4.再把剩下的蒜茸倒进去,凉后装瓶。
操作注意:1.不擅吃浓辣口味的朋友可在其中配几只红尖椒,另外多加一些番茄及白糖都会起到缓减辛辣感的作用;2.加调味料也有一定的顺序,要按一放糖,二放盐巴、醋、酱油的顺序放下去。
这是因为,先放盐巴再加糖,糖的渗透力减少,加糖量要增多。
醋太早放了,酸味易消散。
最后才加酱油。
如果喜欢也可在最后环节加入一些味精。
韩国辣酱的做法!原料:黄酱1斤,糖稀(最好是韩国的)半斤,辣椒面2-4两,看个人口味而定。
做法:将黄酱放入一个有盖的小盆里,倒入糖稀,搅匀,盖盖,放入微波炉内加热。
番茄酱制作工艺流程(总2页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March番茄酱制作工艺流程一、番茄酱的简介:番茄酱是鲜番茄的酱状浓缩制品。
呈鲜红色酱体,具番茄的特有风味,是一种富有特色的调味品,一般不直接入口。
番茄酱由成熟红番茄经破碎、打浆、去除皮和籽等粗硬物质后,经浓缩、装罐、杀菌而成。
番茄酱常用作鱼、肉等食物的烹饪佐料,是增色、添酸、助鲜、郁香的调味佳品。
二、番茄酱的功效:1.番茄的番茄红素有利于抑制细菌生长的功效,是优良的抗氧化剂,能清除人体内的自由基,抗癌效果是β-胡萝卜素的2倍;2.医学研究发现,番茄红素对于一些类型的癌有预防效果,对乳癌、肺癌、子宫内膜癌具有抑制作用,亦可对抗肺癌和结肠癌;3.番茄酱味道酸甜可口,可增进食欲,番茄红素在含有脂肪的状态下更易被人体吸收;4.尤其适合动脉硬化、高血压、冠心病、肾炎患者食用,体质寒凉、血压低,冬季手脚易冰冷者,食用番茄酱胜过新鲜番茄三、工艺流程:原料→分级→清洗→修整→热烫→打浆→加热浓缩→装罐→密封→杀菌→冷却→成品四、操作要点:1.原料分级:选择充分成熟,色泽鲜艳,干物质含量高,皮薄、肉厚、籽少的果实为原料。
2.清洗:用清水洗净果面的泥沙、污物3.修整:切除果蒂及绿色和腐烂部分。
4.热烫:将修整后的番茄倒人沸水中热烫2~3分钟,使果肉软化,以便于打浆。
5.打浆:热烫后,将番茄倒人打浆机内,将果肉打碎,除去果皮种籽粒。
打浆机以双道打浆机为好。
第一道筛孔直径为1.0~1.2毫米,第二道筛孔直径为0.8~0.9毫米。
打浆后浆汁立即加热浓缩,以防果胶酶作用而分层6.加热浓缩:将浆汁放人夹层锅内,加热浓缩,当可溶性固形物达22%~24%时停止加热。
浓缩过程中注意不断搅拌,以防焦糊7.杀菌及冷却:在IOOC沸水中杀菌20~30分钟,而后冷却至罐温达35~40℃为止。
50种酱汁调料制作工艺流程酱汁调料在烹饪过程中发挥着不可或缺的作用,能够增添菜品的口感和风味。
下面将介绍50种常见的酱汁调料的制作工艺流程,让您在家也能轻松制作美味的酱汁调料。
1.韩式辣椒酱:将3个红辣椒、4个大蒜、1个洋葱剁碎,加入适量的盐、糖、醋和酱油搅拌均匀。
2.番茄酱:将500克番茄煮熟后去皮,用搅拌机打碎,放入锅中加热,加入适量的糖和盐搅拌均匀。
3.酸甜酱:将适量的白糖、白醋、番茄酱和盐混合搅拌均匀。
4.蒜蓉酱:将适量的蒜末放入碗中,加入适量的盐、醋和香油搅拌均匀。
5.美式BBQ酱:将适量的番茄酱、白糖、白醋、黑胡椒粉、洋葱粉、大蒜粉、辣椒粉和盐混合搅拌均匀。
6.意大利蕃茄酱:将适量的橄榄油加热,加入蒜末炒香,然后加入番茄酱和适量的盐、糖和黑胡椒粉煮沸。
7.日式芥末酱:将适量的芥末粉加入适量的水中搅拌均匀,加入少许糖、酱油和柠檬汁继续搅拌均匀。
8.酱油蒜蓉:将适量的蒜末加入适量的酱油中,搅拌均匀。
9.酱油蘸料:将适量的酱油加入适量的姜末、蒜末、辣椒粉和糖搅拌均匀。
10.日式照烧酱:将适量的酱油、味淋、白糖、蜂蜜和姜末混合搅拌均匀。
11.辣椒油:将适量的红辣椒粉加入热油中,慢慢炸至颜色变暗,放凉后加入适量的盐搅拌均匀。
12.麻辣酱:将适量的花椒、辣椒粉、盐、糖、酱油、豆瓣酱、大蒜、姜末和葱末混合搅拌均匀。
13.黄油蒜蓉酱:将适量的黄油融化,加入适量的蒜末、盐和黑胡椒粉搅拌均匀。
14.巴西风味酱:将适量的橄榄油用火烤熟,加入适量的大蒜、洋葱、辣椒、番茄和盐混合搅拌均匀。
15.韩式大酱:将适量的大酱、糖、醋、蒜末、姜末和葱末混合搅拌均匀。
16.酸黄瓜汁:将适量的黄瓜剁碎,加入适量的醋、盐、糖和水混合搅拌均匀。
17.泰式酸辣酱:将适量的辣椒、大蒜、柠檬汁、鱼露和糖混合搅拌均匀。
18.果酱:将适量的水果剁碎,加入适量的糖和柠檬汁煮沸,搅拌至浓稠。
19.葱姜汁:将适量的葱末和姜末加入适量的盐、糖、醋和酱油搅拌均匀。
:工艺描述一、马口铁罐番茄酱产品工艺描述1、原料种植:按照公司《番茄和杏原料管理制度》和《良好农业种植规范》(GAP)进行管理。
2、原料验收:番茄原料指定的运输车辆运到公司后,由原料检验人员审核原料是否来自合同内的合格供应户,并按原料收购标准随机抽取规定数量的原料进行外观和固形物检验,按照检出不合格比例分等级和扣杂,符合要求的才能过磅秤重和入厂。
3、贮存:验收合格的番茄原料倒入清洁的料池中,放料时采用先进先出的原则,贮存的原料投入使用不得超过 16小时;每当料池放空时,需对料池用清水冲洗。
每班清除沉淀池中的沉淀物。
4、流送和清洗:番茄原料经流送沟由二级循环水送入生产线(提升机),绝大部分物理杂质由格栅去除或落入沉降槽,金属杂质由除铁器(磁场强度≥3000高斯)去除,番茄原料在提升和输送到原料选台的过程中,必须用符合饮用水标准的清洁水进行喷淋清洗和浮洗,最后再通过喷头用清水漂洗进入挑选台。
挑选:进入挑选台的原料由人工挑出青、黄果、黑斑、病斑、虫眼、腐烂果及杂质,挑出的废料及杂质经废番茄流送槽运出。
破碎和预热:挑选后的原料输送至破碎机,经切刀破碎后通过密封管道进入预热系统。
预热采用列管预热系统,根据产品规格的要求,设置需要的温度,生产车间根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。
(原料正常情况下热破预热温度为80-98℃,冷破预热温度为45-75℃)。
精制:经预热软化的破碎番茄进入由带叶片的转子及筛网构成的精制机(单道或双道精制),进入精制机的破碎番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁经过筛网进入贮罐,皮籽经螺旋输送机排出。
根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速。
筛网需定时清洗。
双联过滤:番茄汁在进入蒸发器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止皮籽、杂草和金属等异物因精制机筛网破损而进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
:
工艺描述
一、马口铁罐番茄酱产品工艺描述
1、原料种植:按照公司《番茄和杏原料管理制度》和《良好农业种植规范》(GAP)进行管理。
2、原料验收:番茄原料指定的运输车辆运到公司后,由原料检验人员审核原料是否来自合同内的合格供应户,并按原料收购标准随机抽取规定数量的原料进行外观和固形物检验,按照检出不合格比例分等级和扣杂,符合要求的才能过磅秤重和入厂。
3、贮存:验收合格的番茄原料倒入清洁的料池中,放料时采用先进先出的原则,贮存的原料投入使用不得超过16小时;每当料池放空时,需对料池用清水冲洗。
每班清除沉淀池中的沉淀物。
4、流送和清洗:番茄原料经流送沟由二级循环水送入生产线(提升机),绝大部分物理杂质由格栅去除或落入沉降槽,金属杂质由除铁器(磁场强度≥3000高斯)去除,番茄原料在提升和输送到原料选台的过程中,必须用符合饮用水标准的清洁水进行喷淋清洗和浮洗,最后再通过喷头用清水漂洗进入挑选台。
挑选: 进入挑选台的原料由人工挑出青、黄果、黑斑、病斑、虫眼、腐烂果及杂质,挑出的废料及杂质经废番茄流送槽运出。
破碎和预热:挑选后的原料输送至破碎机,经切刀破碎后通过密封管道进入预热系统。
预热采用列管预热系统,根据产品规格的要求,设置需要的温度,生产车间根据设定温度自动控制蒸汽阀的开度,达到需要的预热温度。
(原料正常情况下热破预热温度为80-98℃,冷破预热温度为45-75℃)。
精制:经预热软化的破碎番茄进入由带叶片的转子及筛网构成的精制机(单道或双道精制),进入精制机的破碎番茄在转子旋转的离心力作用下,皮籽被滤出,番茄汁经过筛网进入贮罐,皮籽经螺旋输送机排出。
根据产品规格的要求,可采用不同孔径的筛网和调整精制机转速。
筛网需定时清洗。
双联过滤:番茄汁在进入蒸发器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止皮籽、杂草和金属等异物因精制机筛网破损而进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
蒸发浓缩:精制后的番茄汁由泵输入真空浓缩系统。
在一定的真空和加热条件下,番茄汁中的水份在分离器中分离,并经凝液抽出系统被抽出。
预热蒸汽与物料为逆流方式,预热蒸汽被重复利用。
物料由三效至一效逐步的连续进行浓缩,并且在一效上放置了浓度传感器(折光仪),当产品浓缩到需要的浓度后,自动由泵打向杀菌贮罐。
双联过滤:产品在进入杀菌器前需经过合适孔径的滤网过滤(一般孔径为2毫米),防止酱垢、杂草、金属、橡胶和玻璃等异物进入产品中,应定期对滤网进行检查,对发现的异物进行分析并要采取适当的措施。
刮板式杀菌机:经过滤网过滤后的产品由转移泵打入杀菌系统。
在杀菌段,酱体由夹层内的蒸汽加热到设定值,以工艺指令为主,经过既定的工艺管路,当杀菌温度不低于工艺指令单设定值下限时,进入封口灌装机灌装.
封口灌装:杀菌后的产品打入灌装封口机后,按设定好的灌装量进行灌装封口.灌装后的产品中心温度不低于85度.
后杀菌:灌装后的产品进入到后杀菌工序,过热水温度在94度以上,经过不低于25分钟的杀菌后,进入冷却机冷却.
冷却:经过后杀菌后的产品进入到冷却机里,经过冷却后,达到冷却温度后输入成品库房码垛.
马口铁罐的验收:包装检验员凭生产厂商的产品合格证和其他相关合格证书验收包装材料,同时检查内外包装外观有无污染、破损、锈蚀并核实数量和尺寸规格是否符合要求,合格后才能入库。
贴唛、打包:入库后产品经保温、商业无菌检验均无异常,接到销售部下发的《产品生产通知单》及打包要求后,生产办组织相关人员对马口铁罐产品进行包装。
储存和发运:接到销售物流下发的《调拨通知单》,查验员按查验标准进行查验,产品及无异常标识后即可出库发运。