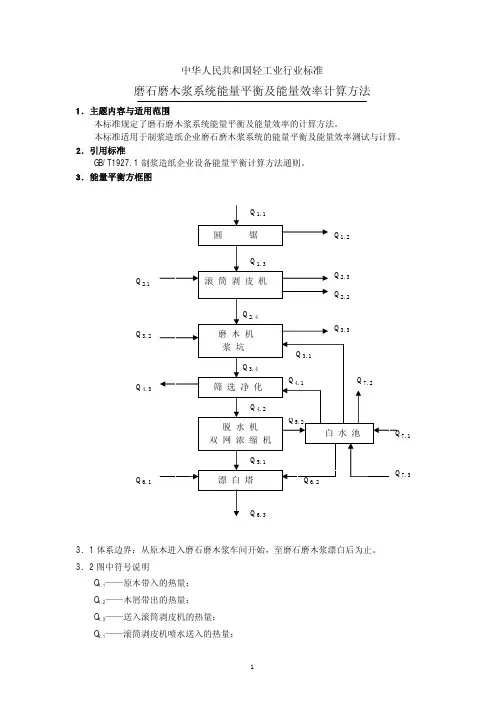
造纸机能量平衡及能量效率计算方法
- 格式:pdf
- 大小:75.27 KB
- 文档页数:12
生产力、生产效率及线平衡的计算方法一、产效率的计算公式:实际产量*标准工时生产效率 =直接人力*上班工时+加班工时-异常工时1、实际产量:以产出机器台数为准2、加班工时:实际加班的直接人力×加班时间3、异常工时:本部门以外造成停线或挡产的工时4、标准工时:以IE发布标准工时为准二、生产力的计算公式:实际产量*标准工时生产力 =直接人力*上班工时+加班工时1、实际产量:以产出机器台数为准2、加班工时:实际加班的直接人力×加班时间3、标准工时:以IE发布标准工时为准三、生产线平衡:一个产品,少则两三个制程,多几十个,而每个工程又是由多个作业要素所组成,我们常见在生产工厂里,制造部门依物料的加工流程分为一、二、三课,而每课内又由许多的个别工序所组成,所以又把它连合成一条条的生产线。
我们这里所谈的生产线平衡法,广义的来说也应该含盖课与课之间的平衡。
而所谓的生产线平衡就是指工程流动间或工序流动间负荷之差距最小流动顺畅,减少因时间差所造成之等待或滞留现象。
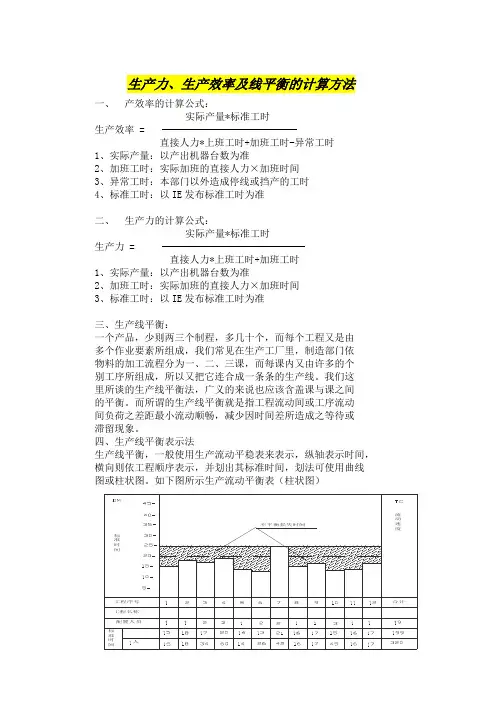
四、生产线平衡表示法五、现状生产线平衡分析对生产中的生产线进行分析时,依下述步骤进行:1.对生产线的各工程顺序(作业单位)予订定,并填入生产流动平衡表内。
2.测算各工序实质作业时间以DM(Decimal Minute)为单位记入平稳表内(1人实质时间栏)注:1DM=0.01分 =0.6秒3.清点各工序作业人数,并记入人员栏内。
4. 1人实质作业时间÷人数分配,记入时间栏。
5.此分配时间划出柱状图或曲线图。
6.在分配的实质时间最高的这一工序顶点横向划一条点线。
7.计算不平衡损失上面斜线部分的总合即为为平衡损失的总合T(Lose)=∑|Tm-Ti|不平衡损失=(最高的DM×合计人数)-(各工序时间的合计)如上图=(21×19)-320=798、生产线平衡率各工序实质时间(1人) 320生产线平衡率= —————————— = ——— =80.2%最高的DM×合计人数 21×199、生产线不平衡损失率=1-生产线平衡率=1-80.2%=19.8%如使用输送带之传送,则应计算输送带的流动速度(M/时间单位)称为节拍时间,符号TC。
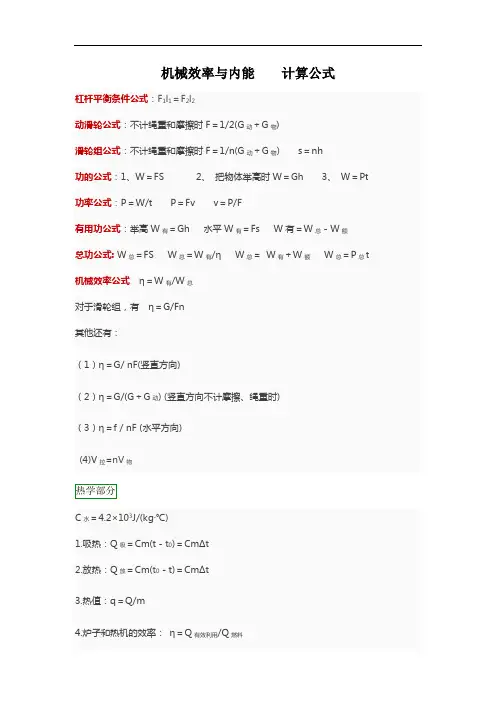
机械效率与内能计算公式
杠杆平衡条件公式:F1l1=F2l2
动滑轮公式:不计绳重和摩擦时F=1/2(G动+G物)
滑轮组公式:不计绳重和摩擦时F=1/n(G动+G物) s=nh
功的公式:1、W=FS 2、把物体举高时W=Gh 3、W=Pt 功率公式:P=W/t P=Fv v=P/F
有用功公式:举高W有=Gh 水平W有=Fs W有=W总-W额
总功公式: W总=FS W总=W有/ηW总=W有+W额W总=P总t 机械效率公式η=W有/W总
对于滑轮组,有η=G/Fn
其他还有:
(1)η=G/ nF(竖直方向)
(2)η=G/(G+G动) (竖直方向不计摩擦、绳重时)
(3)η=f / nF (水平方向)
(4)V拉=nV物
C水=4.2×103J/(kg·℃)
1.吸热:Q吸=Cm(t-t0)=CmΔt
2.放热:Q放=Cm(t0-t)=CmΔt
3.热值:q=Q/m
4.炉子和热机的效率:η=Q有效利用/Q燃料
5.燃料燃烧放热公式Q放=mq
或Q放=Vq(适用于天然气等)
附:物理量符号与中文名称
功:W 绳子的段数:n 摩擦力f
力:F 有用功:W有
距离:S 总功:W总
额外功:W额
功率:P 机械效率:η
时间:t 比热容:C
质量:m
动力:F1 物理温度变化量:Δt
动力臂:L1 初温:to
阻力:F2 末温:t
阻力臂:L2
热值:q
物体的重力:G物热量:Q
动滑轮的重力:G动体积:V(大写)速度v(小写)。
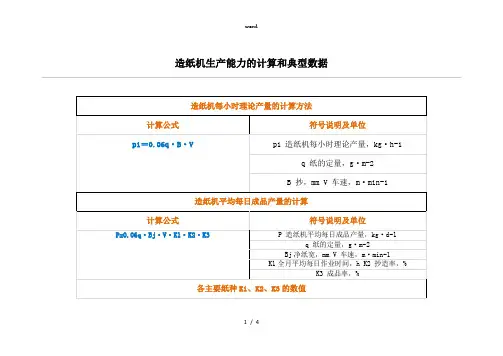
造纸机生产能力的计算和典型数据
1 / 4
1、造纸机械的生产能力是指造纸机的计算产量。
Q=V•B•q•K1•K2(g/min)
=V•B•q•K1•K2•K3×60(T/D)
=0.06V•B•q•K1•K2•K3/1000(T/D)
2 / 4
式中:V-车速(m/min)
B-抄宽(m)
q-定量(g/m²)
K1-抄造率(%)
K2-成品率(%)
K3-工作时数(h/D)
2、浆速和网速
造纸机械浆速:是指纸料离开流浆箱堰(唇)口喷向铜网时的速度,由流浆箱中浆位高度(或压力)和堰(唇)口结构
所决定。
Vj=60μ√2gH
3 / 4
式中:Vj-浆速。
m/min
μ-堰口系数
H-浆位高(或压力+浆位),m
造纸机械网速-是指铜网的运转速度。
由纸页性质而定,一般网速低于车速。
网速=浆速
Vw=Kw•Vj
式中:Vw-网速
Vj-车速
Kw-网速对车速的滞后系数
最新文件---------------- 仅供参考--------------------已改成word文本--------------------- 方便更改
4 / 4。
如何计算物体的能量转换效率能量转换效率是指物体在能量转换过程中,实际输出能量与输入能量的比值。
计算能量转换效率的公式为:能量转换效率 = 实际输出能量 / 输入能量在计算能量转换效率时,需要了解以下几个概念:1.输入能量:指物体在进行能量转换过程中所消耗的总能量。
2.实际输出能量:指物体在进行能量转换过程中实际得到的能量。
3.能量单位:在国际单位制中,能量的单位为焦耳(J)。
其他常用的能量单位有卡路里(cal)、千卡(kcal)等。
4.能量转换:指物体在能量转换过程中,一种形式的能量转化为另一种形式的过程。
常见的能量转换有热能转换、电能转换、机械能转换等。
5.能量守恒定律:指在一个封闭系统中,能量不能被创造或消灭,只能从一种形式转化为另一种形式。
因此,在计算能量转换效率时,输入能量等于实际输出能量。
计算能量转换效率的步骤如下:1.确定物体在能量转换过程中的输入能量和实际输出能量。
2.确保能量的单位一致,如都将单位转换为焦耳(J)。
3.应用能量转换效率公式,计算实际输出能量与输入能量的比值。
4.将计算出的能量转换效率表示为百分比或小数形式。
5.分析能量转换效率的结果,判断物体能量转换的优劣。
需要注意的是,在实际应用中,能量转换效率不可能达到100%,总会有一部分能量以热能等形式损失。
因此,能量转换效率通常小于1。
通过提高能量转换效率,可以减少能源的浪费,提高能源利用效率。
习题及方法:1.习题:一个电阻器在电流为2A时消耗了48W的功率。
求该电阻器的能量转换效率。
首先,根据功率的公式P=I^2R,可以求出电阻器的电阻值R。
R = P / I^2 = 48W / (2A)^2 = 6Ω然后,根据能量转换效率的公式,可以计算出能量转换效率。
能量转换效率 = 实际输出能量 / 输入能量输入能量 = 电流 * 电阻 * 时间= 2A * 6Ω * 1s = 12J实际输出能量 = 功率 * 时间 = 48W * 1s = 48J能量转换效率 = 48J / 12J = 4 / 1 = 400%答案:该电阻器的能量转换效率为400%。
【技术】造纸机生产能力的计算方式1、造纸机的幅宽造纸机幅宽的主要参数主要包括:工程净纸宽度、工程铜网宽度和轨距。
(1)净纸宽度造纸机的抄宽是指所抄造纸幅的宽度,用卷纸机上纸幅的宽度表示,有时也称为毛纸宽度。
毛纸经过复卷机或切纸机切去毛边后,所得成品纸的宽度便是净纸宽度(用毫米表示)。
(2)铜网宽度铜网宽度常作为纸机各部分宽度的基数。
因为纸幅在纸机上的压榨和干燥过程中会发生横向收缩,纸幅在纸机各部位的宽度是不同的。
根据净纸宽度来计算纸机的铜网宽度时,可以用下式:Bw=Bm/(1-e)+A式中:Bw--铜网的计算宽度(毫米)Bm--卷纸机上的毛纸宽度,通常Bm=净纸宽度+40(毫米)e---纸幅的总横缩率(对于含有大量机械木浆的纸张e=0.015-0.03,对全化学木浆的书写和印刷纸e=0.03-0.035,对电容器纸等粘状浆的薄纸e=0.08-0.13)A---考虑到湿纸边的宽度和铜网错动宽度的系数,对于开式引纸的纸机A=150毫米,对设有真空吸移装置的纸机A=250-300毫米铜网宽度的采用值是与其计算值相接近的铜网宽度的标准值。
(3)纸机的轨距轨距是指纸机基础上底轨的中心距。
纸机的轨距有铜网宽度决定并应考虑到烘缸端面与基础梁之间有足够的间距。
轨距的估算用下列经验式:设I表示轨距(毫米)当铜网宽度Bw<2600毫米时,I=1.14Bw+300当铜网宽度Bw>2600毫米时,I=1.03Bw+600造纸机的轨距通常也就是纸机各辊子两轴承间的中心距。
2、造纸机的车速造纸机在运行时,纸机各部分的车速略有差异。
造纸机的车速是指卷纸机上纸幅的实际运行速度(米/分)(卷纸机的线速度),有时也称为抄速。
此外,经常使用下列有关车速的术语。
工作车速(米/分)--指造纸机在给定的纸料品种和工艺生产条件下可以达到的车速,用以作为制定生产计划和考察完成生产任务的标准。
工作车速表示造纸机具有的能够发挥的生产能力。
机械设计原理–机械的效率1. 引言在机械设计中,机械的效率是一个重要的指标。
机械的效率指的是把输入的能量或功率转换为有用的输出能量或功率的比例。
在机械设计中,我们常常希望通过合理的设计和优化来提高机械的效率,以实现更高的能量转换效率和更高的性能。
2. 机械的效率计算方法机械的效率可以通过以下公式计算:效率 = 有用输出能量或功率 / 输入能量或功率其中,有用输出能量或功率是指机械输出的实际有用功率或能量,输入能量或功率是指向机械输入的能量或功率。
通过这个公式,我们可以直观地了解机械的能量转换效率。
3. 影响机械效率的因素机械的效率受到多种因素的影响,下面列举了几个主要的因素:3.1 摩擦损失摩擦是机械运动中不可避免的问题,摩擦会导致能量的损失。
机械的设计应减小摩擦损失,如采用优质的摩擦材料、加入润滑剂等方法。
3.2 机械结构设计机械的结构设计对效率也有重要的影响。
一个合理的机械结构能够提供更好的能量传递和转换效率。
例如,电机的转子和定子的设计、压缩机的叶片和气缸的设计等都会影响机械的效率。
3.3 能源转化装置的损耗机械通常会使用一些能源转化装置,如发动机、电机等。
这些装置中存在能量转化的损耗,例如热损耗、电阻损耗等。
设计时应尽量减小这些损耗,以提高机械的效率。
3.4 负载变化机械在不同的负载下效率也会有所变化。
当负载增加时,机械的效率可能会降低,因为增加的负载需要更多的能量来驱动。
因此,在机械设计中,应该根据实际应用情况来选择合适的负载。
4. 提高机械效率的方法为了提高机械的效率,我们可以采取以下方法:4.1 优化机械结构通过优化机械的结构,减小摩擦损失、改善能量传递等,可以提高机械效率。
例如,采用滚动轴承代替滑动轴承、改进齿轮传动等。
4.2 使用高效能源转化装置选择高效的能源转化装置可以减小能量转化损耗,提高机械效率。
例如,选择高效率的发动机、电机等。
4.3 合理的润滑和维护合理的润滑和维护能减小摩擦损失,延长机械寿命,提高机械效率。
制浆造纸企业单位产品能源消耗限额及计算方法1 范围本方法规定了制浆造纸企业生产箱纸板、瓦楞纸、涂布白纸板及生活用纸等单位产品能源消耗限额(以下简称能耗限额)的术语和定义、技术要求、统计范围和计算方法。
本方法适用于河北省辖区内制浆造纸企业进行制浆工序、造纸工序单位产品综合能耗及制浆造纸企业单位产品综合能耗的计算、考核。
2 规范性引用文件下列文件中的条款通过本方法的引用而成为本方法的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本方法,然而,鼓励根据本方法达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本方法。
GB/T 2587 热设备能量平衡通则GB/T 2589 综合能耗计算通则GB/T 3484 企业能量平衡通则GB/T 3486 评价企业合理用热技术导则GB/T 12723 单位产品能源消耗限额编制通则GB17167 用能单位能源计量器具配备和管理通则3 术语和定义下列术语和定义适用于本方法。
3.1 制浆造纸企业综合能耗制浆造纸企业在统计期内,生产全过程中实际消耗的各种能源实物量,按规定的计算方法和单位折算为标准煤的总和。
3.2 主要生产系统(直接生产系统)对于采用自制纸浆生产纸张的制浆造纸企业,主要生产系统是从纤维原料经计量进入备料输送设备始至成品纸入库为止的有关工序组成的完整的工艺过程和装备。
对于采用商品浆生产纸张的造纸企业,主要生产系统是从浆板经计量进入打浆工序开始,到成品纸入库为止的有关工序组成的完整的工艺过程和装备。
3.3 辅助生产系统辅助生产系统是为生产系统工艺装置配置的工艺过程、设施和设备,包括动力、供电、机修、供水、供气(汽)、采暖、制冷、仪表和厂内原料场以及安全、环保装置。
3.4 附属生产系统附属生产系统是为生产系统专门配置的生产指挥系统和厂区内为生产服务的部门和单位,包括办公室、职工休息室、更衣室、中控室、中心化验室、成品检验室等。


连续蒸煮系统能量平衡及能量效率计算方法1 范围本标准规定了连续蒸煮系统能量平衡及能量效率的计算方法。
本标准适用于制浆造纸企业横管式连续蒸煮系统的能量平衡及能量效率测试与计算。
2 规范性引用文件GB/T1927.1制浆造纸企业设备能量平衡计算方法通则。
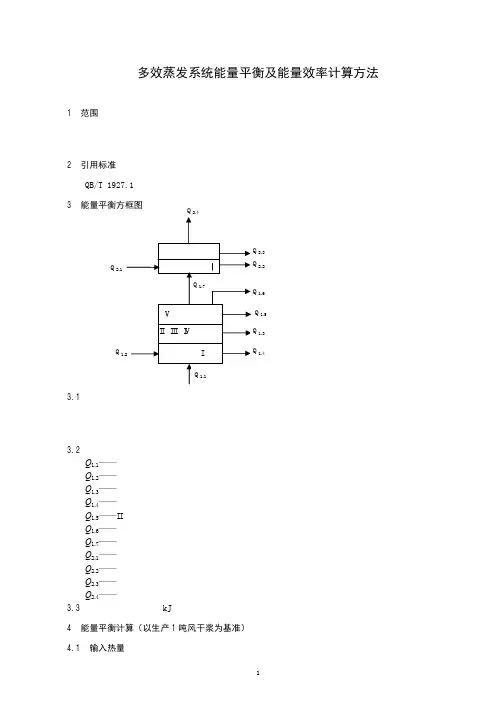
3 能量平衡方框图3.1 能量平衡方框图说明连续蒸煮系统是以草料片送入水力碎草机开始,至喷放锅排出为本体系的边界。
包括水力碎草机、斜螺旋脱水机、喂料螺旋、蒸煮管、立式卸料器、喷放锅。
此系统是以碱法草浆潘迪亚横管连续蒸煮系统为准设立的。
被测体系以环境温度为基准温度。
3.2能量平衡图中符号的意义Q0——料片及其所含水分带入热量,当其等于环境温度时Q0=0,kJ/h;Q1——蒸汽供给的热量,kJ/h;Q2——蒸煮药液带入的热量,kJ/h;Q3——加热绝干原料耗热量,kJ/h;Q4——加热绝干原料中水分耗热量,kJ/h;Q5——加热药液耗热量,kJ/h;Q6——蒸煮管散热损失,kJ/h;Q7——附属设备散热损失,kJ/h;Q8——转动轴盘根漏气的热损失,kJ/h;Q9——蒸煮及卸料其他热损失,kJ/h;Q10——卸料冷黑液带入卸料器的热量,kJ/h;Q11——卸料器出口浆料带出的热量,kJ/h;Q12——活化能耗,kJ/h。
Q13——进入喷放锅冷黑液带入的热量,kJ/h;Q14——喷放锅体等损失的热量,kJ/h;Q15——出喷放锅浆料带入的热量,kJ/h。
4 能量平衡计算(以1h的流量为基准)4.1 输入热量4.1.1蒸汽供给的热量Q1(kJ/h)的计算Q1=G1(i″-i)式中:G1——蒸汽流量,kg/h;i″——蒸汽的热焓,kJ/h;i——蒸煮最高温度下水的热焓。
4.1.2蒸煮药液带入的热量Q2(kJ/h)的计算Q2=G2·C2(t2-t1) 式中:G2——蒸煮药液流量,kg/h;C2——药液的比热,kJ/(kg·K);t2——药液温度,℃;t1——环境温度,℃;注:摄氏温度之差t(℃)等于热力学温度(K)之差。
能源及能耗管理标准精选(最新)能源及能耗管理标准精选(最新)G1028《GB/T1028-2000工业余热术语分类等级及余热资源量计算方法》G2587《GB/T2587-2009用能设备能量平衡通则》G2588《GB/T2588-2000设备热效率计算通则》G2589《GB/T2589-2008综合能耗计算通则》G3484《GB/T3484-2009企业能量平衡通则》G3485《GB/T3485-1998评价企业合理用电技术导则》G4272《GB/T4272-2008设备及管道绝热技术通则》G5623《GB/T5623-2008产品电耗定额制定和管理导则》G6422《GB/T6422-2009用能设备能量测试导则》G6425《GB/T6425-2008热分析术语》G7119《GB/T7119-2006节水型企业评价导则》G8174《GB/T8174-2008设备及管道绝热效果的测试与评价》G8175《GB/T8175-2008设备及管道绝热设计导则》G8222《GB/T8222-2008用电设备电能平衡通则》G10201《GB/T10201-2008热处理合理用电导则》G12021.3《GB12021.3-2010房间空气调节器能效限定值及能效等级》G12206《GB/T12206-2006城镇燃气热值和相对密度测定方法》G12452《GB/T12452-2008企业水平衡测试通则》G12723《GB/T12723-2008单位产品能源消耗限额编制通则》G13234《GB/T13234-2009企业节能量计算方法》G13471《GB/T13471-2008节电技术经济效益计算与评价方法》G13611《GB/T13611-2006城镇燃气分类和基本特性》G14909《GB/T14909-2005能量系统用分析技术导则》G15316《GB/T15316-2009节能监测技术通则》G15318《GB/T15318-2010热处理电炉节能监测》G15320《GB/T15320-2001节能产品评价导则》G15512《GB/T15512-2009评价企业节约钢铁材料技术导则》G15587《GB/T15587-2008工业企业能源管理导则》G15910《GB/T15910-2009热力输送系统节能监测》G15912.1《GB/T15912.1-2009制冷机组及供制冷系统节能测试第1部分:冷库》G15913《GB/T15913-2009风机机组与管网系统节能监测》G16614《GB/T16614-1996企业能量平衡统计方法》G16615《GB/T16615-1996企业能量平衡表编制方法》G16616《GB/T16616-1996企业能源网络图绘制方法》G16618《GB/T16618-1996工业炉窑保温技术通则》G16664《GB/T16664-1996企业供配电系统节能监测方法》G16665《GB/T16665-1996空气压缩机组及供气系统节能监测方法》G16666《GB/T16666-2012泵类液体输送系统节能监测》G16667《GB/T16667-1996电焊设备系统节能监测方法》G16780《GB16780-2012水泥单位产品能源消耗限额》G16802《GB16802-1997城镇燃气调压器》G17166《GB/T17166-1997企业能源审计技术通则》G17167《GB17167-2006用能单位能源计量器具配备和管理通则》G17357《GB/T17357-2008设备及管道绝热层表面热损失现场测定热流计法和表面温度法》G17896《GB17896-2012管形荧光灯镇流器能效限定值及能效等级》G17981《GB/T17981-2007空气调节系统经济运行》G18709《GB/T18709-2002风电场风能资源测量方法》G18710《GB/T18710-2002风电场风能资源评估方法》G18820《GB/T18820-2011工业企业产品取水定额编制通则》G18870《GB/T18870-2011节水型产品通用技术条件》G18916.1《GB/T18916.1-2012取水定额第1部分:火力发电》G18916.2《GB/T18916.2-2012取水定额第2部分:钢铁联合企业》G18916.3《GB/T18916.3-2012取水定额第3部分:石油炼制》G18916.4《GB/T18916.4-2012取水定额第4部分:纺织染整产品》G18916.5《GB/T18916.5-2012取水定额第5部分:造纸产品》G18916.6《GB/T18916.6-2012取水定额第6部分:啤酒制造》G18916.7《GB/T18916.7-2014取水定额第7部分:酒精制造》G18916.8《GB/T18916.8-2006取水定额第8部分:合成氨》G18916.9《GB/T18916.9-2014取水定额第9部分:味精制造》G18916.10《GB/T18916.10-2006取水定额第10部分:医药产品》G18916.11《GB/T18916.11-2012取水定额第11部分:选煤》G18916.12《GB/T18916.12-2012取水定额第12部分:氧化铝生产》G18916.13《GB/T18916.13-2012取水定额第13部分:乙烯生产》G18916.14《GB/T18916.14-2014取水定额第14部分:毛纺织产品》G18916.15《GB/T18916.15-2014取水定额第15部分:白酒制造》G18916.16《GB/T18916.16-2014取水定额第16部分:电解铝生产》G19573《GB19573-2004高压钠灯能效限定值及能效等级》G19762《GB19762-2007清水离心泵能效限定值及节能评价值》G20901《GB/T20901-2007石油石化行业能源计量器具配备和管理要求》G20902《GB/T20902-2007有色金属冶炼企业能源计量器具配备和管理要求》G20943《GB20943-2013单路输出式交流-直流和交流-交流外部电源能效限定值及节能评价值》G21056《GB/T21056-2007风机、泵类负载变频调速节电传动系统及其应用技术条件》G21248《GB21248-2014铜冶炼企业单位产品能源消耗限额》G21249《GB21249-2014锌冶炼企业单位产品能源消耗限额》G21250《GB21250-2014铅冶炼企业单位产品能源消耗限额》G21251《GB21251-2014镍冶炼企业单位产品能源消耗限额》G21252《GB21252-2013建筑卫生陶瓷单位产品能源消耗限额》G21256《GB21256-2013粗钢生产主要工序单位产品能源消耗限额》G21257《GB21257-2014烧碱单位产品能源消耗限额》G21258《GB21258-2007常规燃煤发电机组单位产品能源消耗限额》G21339《GB/T21339-2008港口能源消耗统计及分析方法》G21340《GB21340-2008平板玻璃单位产品能源消耗限额》G21341《GB21341-2008铁合金单位产品能源消耗限额》G21342《GB21342-2013焦炭单位产品能源消耗限额》G21343《GB21343-2008电石单位产品能源消耗限额》G21344《GB21344-2008合成氨单位产品能源消耗限额》G21345《GB21345-2008黄磷单位产品能源消耗限额》G21346《GB21346-2008电解铝企业单位产品能源消耗限额》G21347《GB21347-2012镁冶炼企业单位产品能源消耗限额》G21348《GB21348-2014锡冶炼企业单位产品能源消耗限额》G21349《GB21349-2014锑冶炼企业单位产品能源消耗限额》G21350《GB21350-2013铜及铜合金管材单位产品能源消耗限额》G21351《GB21351-2008铝合金建筑型材单位产品能源消耗限额》G21367《GB/T21367-2008化工企业能源计量器具配备和管理要求》G21368《GB/T21368-2008钢铁企业能源计量器具配备和管理要求》G21369《GB/T21369-2008火力发电企业能源计量器具配备和管理要求》G21370《GB21370-2008炭素单位产品能源消耗限额》G21377《GB21377-2008三轮汽车燃料消耗量限值及测量方法》G21378《GB21378-2008低速货车燃料消耗量限值及测量方法》G21392《GB/T21392-2008船舶运输能源消耗统计及分析方法》G21393《GB/T21393-2008公路运输能源消耗统计及分析方法》G21454《GB21454-2008多联式空调(热泵)机组能效限定值及能源效率等级》G21455《GB21455-2008转速可控型房间空气调节器能效限定值及能源效率等级》G21456《GB21456-2008家用电磁灶能效限定值及能源效率等级》G21518《GB21518-2008交流接触器能效限定值及能效等级》G21519《GB21519-2008储水式电热水器能效限定值及能效等级》G21520《GB21520-2008计算机显示器能效限定值及能效等级》G21521《GB21521-2008复印机能效限定值及能效等级》G21534《GB/T21534-2008工业用水节水术语》G22336《GB/T22336-2008企业节能标准体系编制通则》G23331《GB/T23331-2012能源管理体系要求》G24489《GB/T24489-2009用能产品能效指标编制通则》G24560《GB/T24560-2009电解、电镀设备节能监测》G24561《GB/T24561-2009干燥窑与烘烤炉节能监测》G24562《GB/T24562-2009燃料热处理炉节能监测》G24563《GB/T24563-2009煤气发生炉节能监测》G24564《GB/T24564-2009高炉热风炉节能监测》G24565《GB/T24565-2009隧道窑节能监测》G24566《GB/T24566-2009整流设备节能监测》G24789《GB24789-2009用水单位水计量器具配备和管理通则》G24848《GB24848-2010石油工业用加热炉能效限定值及能效等级》G24849《GB24849-2010家用和类似用途微波炉能效限定值及能效等级》G24851《GB/T24851-2010建筑材料行业能源计量器具配备和管理要求》G24915《GB/T24915-2010合同能源管理技术通则》G25323《GB25323-2010再生铅单位产品能源消耗限额》G25324《GB25324-2010铝电解用石墨质阴极炭块单位产品能源消耗限额》G25325《GB25325-2010铝电解用预焙阳极单位产品能源消耗限额》G25326《GB25326-2010铝及铝合金轧、拉制管、棒材单位产品能源消耗限额》G25327《GB25327-2010氧化铝企业单位产品能源消耗限额》G25328《GB/T25328-2010玻璃窑炉节能监测》G25329《GB/T25329-2010企业节能规划编制通则》G25957《GB25957-2010数字电视接收器(机顶盒)能效限定值及能效等级》G26281《GB/T26281-2010水泥回转窑热平衡、热效率、综合能耗计算方法》G26282《GB/T26282-2010水泥回转窑热平衡测定方法》G26657《GB/T26657-2011砂型烘干炉能耗评定》G26719《GB/T26719-2011企业用水统计通则》G26756《GB26756-2011铝及铝合金热挤压棒材单位产品能源消耗限额》G26757《GB/T26757-2011节能自愿协议技术通则》G26758《GB/T26758-2011铅、锌冶炼企业节能规范》G26916《GB/T26916-2011小型氢能综合能源系统性能评价方法》G26922《GB/T26922-2011服务业节水型单位评价导则》G26923《GB/T26923-2011节水型企业纺织染整行业》G26924《GB/T26924-2011节水型企业钢铁行业》G26925《GB/T26925-2011节水型企业火力发电行业》G26926《GB/T26926-2011节水型企业石油炼制行业》G26927《GB/T26927-2011节水型企业造纸行业》G26928《GB/T26928-2011节水型社区评价导则》G27681《GB/T27681-2011铜及铜合金熔铸冷却水零排放和循环利用规范》G27705《GB/T27705-2011BCTMP系统能量平衡及能量效率计算方法》G27706《GB/T27706-2011PRC-APMP系统能量平衡及能量效率计算方法》G27707《GB/T27707-2011草浆备料系统能量平衡及能量效率计算方法》G27709《GB/T27709-2011带二氧化氯的四段漂白系统能量平衡及能量效率计算方法》G27711《GB/T27711-2011叠网造纸机系统能量平衡及能量效率计算方法》G27712《GB/T27712-2011非木浆多效蒸发系统能量平衡及能量效率计算方法》G27713《GB/T27713-2011非木浆碱回收燃烧系统能量平衡及能量效率计算方法》G27714《GB/T27714-2011废纸脱墨浆系统能量平衡及能量效率计算方法》G27716《GB/T27716-2011横管式连续蒸煮系统能量平衡及能量效率计算方法》G27718《GB/T27718-2011间歇蒸煮(立锅)系统能量平衡及能量效率计算方法》G27720《GB/T27720-2011卡米尔连续蒸煮系统能量平衡及能量效率计算方法》G27721《GB/T27721-2011磨石磨木浆系统能量平衡及能量效率计算方法》G27722《GB/T27722-2011木浆备料系统能量平衡及能量效率计算方法》G27724《GB/T27724-2011普通长网造纸机系统能量平衡及能量效率计算方法》G27727《GB/T27727-2011筛选、CEHP四段漂白系统能量平衡及能量效率计算方法》G27732《GB/T27732-2011洗涤筛选、氧脱系统能量平衡及能量效率计算方法》G27736《GB/T27736-2011制浆造纸企业生产过程的系统能量平衡计算方法通则》G27737《GB/T27737-2011制氧站系统能量平衡及能量效率计算方法》G27883《GB/T27883-2011容积式空气压缩机系统经济运行》G27886《GB/T27886-2011工业企业用水管理导则》G27969《GB/T27969-2011建筑卫生陶瓷单位产品能耗评价体系和监测方法》G28284《GB/T28284-2012节水型社会评价指标体系和评价方法》G28377《GB28377-2012小便器用水效率限定值及用水效率等级》G28378《GB28378-2012淋浴器用水效率限定值及用水效率等级》G28379《GB28379-2012便器冲洗阀用水效率限定值及用水效率等级》G28380《GB28380-2012微型计算机能效限定值及能效等级》G28381《GB28381-2012离心鼓风机能效限定值及节能评价值》G28557《GB/T28557-2012电力企业节能降耗主要指标的监管评价》G28714《GB/T28714-2012取水计量技术导则》G28736《GB28736-2012电弧焊机能效限定值及能效等级》G28749《GB/T28749-2012企业能量平衡网络图绘制方》G28750《GB/T28750-2012节能量测量和验证技术通则》G28751《GB/T28751-2012企业能量平衡表编制方法》G29052《GB/T29052-2012工业蒸汽锅炉节水降耗技术导则》G29115《GB/T29115-2012工业企业节约原材料评价导则》G29116《GB/T29116-2012工业企业原材料消耗计算通则》G29147《GB/T29147-2012钢铁生产余热资源计算方法涂镀》G29149《GB/T29149-2012公共机构能源资源计量器具配备和管理要求》G29435《GB29435-2012稀土冶炼加工企业单位产品能源消耗限额》G29455《GB/T29455-2012照明设施经济运行》G29456《GB/T29456-2012能源管理体系实施指南》G29723.1《GB/T29723.1-2013煤矿主要工序能耗等级和限值第1部分:主要通风系统》G29723.2《GB/T29723.2-2013煤矿主要工序能耗等级和限值第2部分:主排水系统》G29723.3《GB/T29723.3-2013煤矿主要工序能耗等级和限值第3部分:空气压缩系统》G29723.4《GB/T29723.4-2013煤矿主要工序能耗等级和限值第4部分:主提升带式输送系统》G29725《GB/T29725-2013节约型企业评价通则》G29749《GB/T29749-2013工业企业水系统集成优化导则》G29870《GB/T29870-2013能源分类与代码》G29871《GB/T29871-2013能源计量仪表通用数据接口技术协议》G29872《GB/T29872-2013工业企业能源计量数据集中采集终端通用技术条件》G29873《GB/T29873-2013能源计量数据公共平台数据传输协议》G30163《GB/T30163-2013高炉用高风温顶燃式热风炉节能技术规范》G30253《GB30253-2013永磁同步电动机能效限定值及能效等级》G30254《GB30254-2013高压三相笼型异步电动机能效限定值及能效等级》G30255《GB30255-2013普通照明用非定向自镇流LED灯能效限定值及能效等级》G30256《GB/T30256-2013节能量测量和验证技术要求泵类液体输送系统》G30257《GB/T30257-2013节能量测量和验证技术要求通风机系统》G30258《GB/T30258-2013钢铁行业能源管理体系实施指南》G30259《GB/T30259-2013水泥行业能源管理体系实施指南》G30260《GB/T30260-2013公共机构能源资源管理绩效评价导则》G30261《GB/T30261-2013制冷空调用板式热交换器火用效率评价方法》G30262《GB/T30262-2013空冷式热交换器火用效率评价方法》G30715《GB/T30715-2014钢铁生产过程能量系统优化实施指南》G30716《GB/T30716-2014能量系统绩效评价通则》G30720《GB30720-2014家用燃气灶具能效限定值及能效等级》G30721《GB30721-2014水(地)源热泵机组能效限定值及能效等级》G30839.1《GB/T30839.1-2014工业电热装置能耗分等第1部分:通用要求》G30839.4《GB/T30839.4-2014工业电热装置能耗分等第4部分:间接电阻炉》G30839.41《GB/T30839.41-2014工业电热装置能耗分等第41部分:推送式电阻加热机组》G31276《GB31276-2014普通照明用卤钨灯能效限定值及节能评价值》G50627《GB/T50627-2010城镇供热系统评价标准》RB101《RB/T101-2013能源管理体系电子信息企业认证要求》RB102《RB/T102-2013能源管理体系纺织企业认证要求》RB103《RB/T103-2013能源管理体系钢铁企业认证要求》RB104《RB/T104-2013能源管理体系交通运输企业认证要求》RB105《RB/T105-2013能源管理体系煤炭采选业认证要求》RB106《RB/T106-2013能源管理体系水泥企业认证要求》RB107《RB/T107-2013能源管理体系公共建筑管理组织认证要求》RB108《RB/T108-2013能源管理体系家电企业认证要求》RB109《RB/T109-2013能源管理体系人造板及木制品企业认证要求》J50151《JB/T50151-1999炼钢电弧炉炉座能耗分等》J50152《JB/T50152-1999炼钢平炉能耗分等》J50153《JB/T50153-1999锻造加热炉能耗分等》J50154《JB/T50154-1999热处理炉能耗分等》J50155《JB/T50155-1999冲天炉能耗分等》J50156《JB/T50156-1999电瓷焙烧窑炉能耗分等》J50157《JB/T50157-1999棕刚玉冶炼电炉能耗分等》J50158《JB/T50158-1999工业锅炉房能耗分等》J50159《JB/T50159-1999压缩空气站能耗分等》J50160《JB/T50160-1999氧气站能耗分等》J50161《JB/T50161-1999发生炉煤气站能耗分等》J50162《JB/T50162-1999热处理箱式、台车式电阻炉能耗分等》J50163《JB/T50163-1999热处理井式电阻炉能耗分等》J50164《JB/T50164-1999热处理电热浴炉能耗分等》J50165《JB/T50165-1999感应熔铜炉能耗分等》J50166《JB/T50166-1999感应熔铝炉能耗分等》J50167《JB/T50167-1999熔铜燃料炉能耗分等》J50168《JB/T50168-1999熔铝燃料炉能耗分等》J50169《JB/T50169-1999碳化硅冶炼电炉能耗分等》J50170《JB/T50170-1999白刚玉冶炼电炉能耗分等》J50171《JB/T50171-1999陶瓷磨具烧成窑能耗分等》J50172《JB/T50172-1999树脂磨具硬化炉能耗分等》J50173《JB/T50173-1999火花塞窑炉能耗分等》J50174《JB/T50174-1999电镀工序能耗分等》J50175《JB/T50175-1999电碳焙烧窑和石墨化炉能耗分等》J50176《JB/T50176-1999绝缘材料制品加热工序能耗分等》J50177《JB/T50177-1999铅酸电池化成工序能耗分等》J50178《JB/T50178-1999电力电容器真空浸渍工序能耗分等》J50179《JB/T50179-1999木材蒸汽干燥室能耗分等》J50180《JB/T50180-1999蒸-空锻锤车间锤群能耗分等》J50181《JB/T50181-1999供热系统节能分等》J50182《JB/T50182-1999箱式多用热处理炉能耗分等》J50183《JB/T50183-1999热处理连续电阻炉能耗分等》J50184《JB/T50184-1999砂型干燥炉能耗分等》DL686《DL/T686-1999电力网电能损耗计算导则》DL738《DL/T738-2000农村电网节能技术规程》DL890.401《DL/Z890.401-2006能量管理系统应用程序接口(EMS-API):组件接口规范(CIS)框架》DL890.404《DL/T890.404-2009能量管理系统应用程序接口(EMS-API):高速数据访问(HSDA)》DL890.405《DL/T890.405-2009能量管理系统应用程序接口(EMS-API):通用事件和订阅(GES)》DL958《DL/T958-2005电力燃料名词术语》DL965《DL/T965-2005热力设备检验机构基本能力要求》DL1051《DL/T1051-2007电力技术监督导则》DL1052《DL/T1052-2007节能技术监督导则》DL1053《DL/T1053-2007电能质量技术监督规程》SL304《SL/Z304—2004小水电代燃料项目验收规程》CJ260《CJ/T260-2007电子式热分配表》CJ271《CJ/T271-2007蒸发式热分配表》CJJ33《CJJ33-2005城镇燃气输配工程施工及验收规程》YB4210《YB/T4210-2010彩色涂层钢带生产线焚烧炉和固化炉热平衡测定与计算》YB4211《YB/T4211-2010热浸镀锌生产线加热炉热平衡测定与计算》YB4242《YB/T4242-2011钢铁企业轧钢加热炉节能设计技术规范》YB4243《YB/T4243-2011钢铁企业冷轧板带热处理线和涂镀线工业炉环保节能设计技术规范》YS101《YS/T101-2002铜冶炼企业产品能耗》YS102.1《YS/T102.1-2003铅、锌冶炼企业产品能耗第1部分:铅冶炼企业产品能耗》YS102.2《YS/T102.2-2003铅、锌冶炼企业产品能耗第2部分:锌冶炼企业产品能耗》YS103《YS/T103-2008铝土矿生产能源消耗》YS105.1《YS/T105.1-2004锡、锑冶炼企业产品能耗第1部分:锡冶炼企业产品能耗》YS105.2《YS/T105.2-2004锡、锑冶炼企业产品能耗第2部分:锑冶炼企业产品能耗》YS119.1《YS/T119.1-2008氧化铝生产专用设备热平衡测定与计算方法:熟料回转窑系统》YS119.3《YS/T119.3-2008氧化铝生产专用设备热平衡测定与计算方法:竖式石灰炉》YS119.4《YS/T119.4-2008氧化铝生产专用设备热平衡测定与计算方法:高压溶出系统》YS119.5《YS/T119.5-2008氧化铝生产专用设备热平衡测定与计算方法:蒸发器》YS119.6《YS/T119.6-2008氧化铝生产专用设备热平衡测定与计算方法:脱硅系统》YS119.7《YS/T119.7-2004氧化铝生产专用设备热平衡测定与计算方法:管道化溶出系统》YS119.8《YS/T119.8-2005氧化铝生产专用设备热平衡测定与计算方法:气态悬浮焙烧系统》YS119.9《YS/T119.9-2005氧化铝生产专用设备热平衡测定与计算方法:流态化熔烧炉系统》YS119.10《YS/T119.10-2005氧化铝生产专用设备热平衡测定与计算方法:板式降膜蒸发器系统》YS119.11《YS/T119.11-2005氧化铝生产专用设备热平衡测定与计算方法:单套管预热高压釜熔出系统》YS124.1《YS/T124.1-2010炭素制品生产炉窑热平衡测定与计算方法第1部分:回转窑》YS124.2《YS/T124.2-2010炭素制品生产炉窑热平衡测定与计算方法第2部分:罐式煅烧炉》YS124.3《YS/T124.3-2010炭素制品生产炉窑热平衡测定与计算方法第3部分:电气煅烧炉》YS124.4《YS/T124.4-2010炭素制品生产炉窑热平衡测定与计算方法第4部分:焙烧炉》YS124.5《YS/T124.5-2010炭素制品生产炉窑热平衡测定与计算方法第5部分:石墨化电阻炉》YS131《YS/T131-2010炭素制品生产炉窑能耗限额》YS663《YS/T663-2007电解铝生产专用设备热平衡测定与计算方法铝液保持炉》YS664《YS/T664-2007铝用炭素生产专用设备热平衡测定与计算方法热媒炉》YS693《YS/T693-2009铜精矿生产能源消耗限额》YS748《YS/T748-2010铅锌矿采、选能源消耗限额》JC428《JC/T428-2007砖瓦工业隧道窑热平衡、热效率测定与计算方法》JC429《JC/T429-2007砖瓦工业隧道窑——干燥室体系热效率、单位热耗、单位煤耗计算方法》JC431《JC/T431-2012铸石单位产品能源消耗限额》JC523《JC/T523-2010纸面石膏板单位产量能源消耗限额》JC713《JC/T713-2007烧结砖瓦能耗等级定额》JC791《JC/T791-2007轮窑热平衡、热效率测定与计算方法》JC792《JC/T792-2007隧道式砖瓦干燥室热平衡、热效率测定与计算方法》JC793《JC/T793-2007隧道式干燥室—轮窑体系热平衡、热效率测定与计算方法》HG3998《HG/T3998-2008纯碱取水定额》HG3999《HG/T3999-2008合成氨取水定额》HG4000《HG/T4000-2008烧碱取水定额》HG4186《HG/T4186-2011硫酸取水定额》HG4187《HG/T4187-2011尿素取水定额》HG4188《HG/T4188-2011湿法磷酸取水定额》HG4189《HG/T4189-2011聚氯乙烯取水定额》HG4190《HG/T4190-2011化工企业能源审计规范》HG4191《HG/T4191-2011石化企业能源审计规范》HG4192《HG/T4192-2011氯乙烯合成用低汞触媒》SY6422《SY/T6422-2008石油企业节能产品节能效果测定》HY045《HY/T045-1999海洋能源术语》MT1070《MT/T1070-2008煤矿在用主提升带式输送机节能监测方法和判定规则》MT1071《MT/T1071-2008煤矿在用主通风机装置节能监测方法和判定规则》JT306《JT/T306-2007汽车节油产品使用技术条件》JT379《JT/T379-1998船舶燃料供应行业术语》JT384《JT/T384-1998港务船能源利用检测规程》JT711《JT711-2008营运客车燃料消耗限值》JT719《JT/T719-2008营运货车燃料消耗量限值及测量方法》LY1062《LY/T1062-1992锯材生产综合能耗》LY1451《LY/T1451-2008纤维板生产综合能耗》LY1703《LY/T1703-2007实木地板生产综合能耗》F01002《FZ/T01002-2010印染企业综合能耗计算办法及基本定额》F01104《FZ/T01104-2010机织印染产品取水计算办法及单耗基本定额》F01105《FZ/T01105-2010针织印染产品取水计算办法及单耗基本定额》SB10427《SB/T10427-2007大型商场、超市空调制冷的节能要求》JJJF1261.4《JJF1261.4-2012转速可控型房间空气调节器能源效率标识计量检测规则》JJJF1261.5《JJF1261.5-2012自动电饭锅能源效率标识计量检测规则》JJJF1261.6《JJF1261.6-2012计算机显示器能源效率标识计量检测规则》JJG1261.12《JJF1261.12-2013微型计算机能源效率标识计量检测规则》JJF1356《JJF1356-2012重点用能单位能源计量审查规范》。
纸机烘干部出力计算方式一.蒸发水量以及烘缸出力计算1. 蒸发水量计算计算公式:R=GW=0.06qvb(C2-C1)/C1式1-1其中:R蒸发水量,kg水/h ;G纸机每小时生产能力,kg纸/h W 每生产1 公斤纸所蒸发的水量,kg 水/kg 纸q 纸页定量,g/cm2 ;v 纸机运行车速,m/minb 卷纸机上未切边的纸宽,mC1 进烘缸纸页的干度,% ;C2 出烘干纸页的干度,%2. 烘缸出力计算计算公式:(造纸原理)式1-2其中:Ev 烘缸出力,kg水m2⋅hn烘干个数(若有真空缸,则一个真空缸换算成0.7个烘缸)D烘缸直径,mα烘缸的包角,°二、前烘1.蒸发水量:已知:C2=90% C1=45%b=5.32m v=831m/min纸张最终定量q′为80g/m2 施胶量q〞为0.85g/m2计算:q 取施胶前的定量,即q= q′− q〞=80 − 0.85=79.15(g/m2) 2.烘缸出力已知:C2=90% C1=45%v=831m/min q=q′−q〞=80−0.85=79.15 (g/m2)α=230° D=1.8m π=3.1416前烘烘缸个数是46 个计算:n=46(个)三、后烘1.蒸发水量:已知:C2=95% C1=70%b=5.32m v=831m/minq=q′=80 g/m2计算:2.烘缸出力:已知:C2=95% C1=70%v=831m/min q=q′=80g/m2α=230° D=1.8m π=3.1416后烘烘缸个数是18个计算:前、后烘干部单位出力分别为23.74,21.90(kg 水/m2 ⋅h)。
小于设定的烘缸单位出力25.0(kg 水/m2 ⋅h),故在烘缸设计范围之内。
四、蒸汽热量计算表1—5 烘缸部参数2 计算过程:(烘缸效率η=70%)计算公式(1) 前干燥部:①第一组烘缸 (1#—9#)已知:进缸干度C1=45% 出缸干度C2=57%进缸温度t1=45°C 出缸温度t2=70°C在70°C时排出水蒸气的热焓值i=2630.5kJ/kg在本段烘缸通汽压力为120kPa下水蒸气的热焓值i1=2684.3kJ/kg 在本段烘缸通汽压力为120kPa下冷凝水的热焓值i2=437.51kJ/kg 计算:②第二组烘缸 (10#—34#)已知:进缸干度C1=57% 出缸干度C2=80%进缸温度t1=70°C 出缸温度t2=95°C在95°C时排出水蒸气的热焓值i=2668.4kJ/kg在本段烘缸通汽压力为200kPa下水蒸气的热焓值i1=2709.2kJ/kg 在本段烘缸通汽压力为200kPa下冷凝水的热焓值i2=493.71kJ/kg 计算:③第三组烘缸 (35#—46#)已知:进缸干度C1=80% 出缸干度C2=90%进缸温度t1=95°C 出缸温度t2=110°C在110°C时排出水蒸气的热焓值i=2693.7kJ/kg在本段烘缸通汽压力为200kPa下水蒸气的热焓值i1=2736.1kJ/kg 在本段烘缸通汽压力为200kPa下冷凝水的热焓值i2=583.76kJ/kg 计算:(2) 后干燥部:⑥第四组烘缸 (47#—55#)已知:进缸干度C1=70% 出缸干度C2=82%进缸温度t1=75°C 出缸温度t2=95°C在95°C时排出水蒸气的热焓值i=2668.4kJ/kg在本段烘缸通汽压力为200kPa下水蒸气的热焓值i1=2709.2kJ/kg 在本段烘缸通汽压力为200kPa下冷凝水的热焓值i2=493.71kJ/kg 计算:⑦第五组烘缸 (56#—64#)已知:进缸干度C1=82% 出缸干度C2=95%进缸温度t1=95°C 出缸温度t2=110°C在110°C时排出水蒸气的热焓值i=2693.7kJ/kg在本段烘缸通汽压力为360kPa下水蒸气的热焓值i1=2736.1kJ/kg 在本段烘缸通汽压力为360kPa下冷凝水的热焓值i2=583.76kJ/kg 计算:(3) 总结:由上述七组通汽的蒸汽用量可知,生产1kg 纸的实际耗气量为:D=D①+D②+D③+D④+D⑤=0.456+0.650+0.215+0.293+0.260=1.874 (kg蒸汽/kg纸)五.烘干部热损失计算前干燥段1.烘缸对流散热系数的计算:烘缸散热系数Ka的计算:烘缸散热面积Fa的计算:Fa=3.14N[(1-θ/360).d.B+0.5d²]=3.14x46x[(1-230/360)x1.8x5.4+0.5x1.8²] =507.04m²烘缸散热损失Q4的计算:Q4= Ka.Fa/Gp(ta-t0)=140.42(KJ/Kg)⑤干毯散热损失Q5 的计算:干毯对流散热系数ab的计算:干毯散热系数kb的计算;干毯散热面积Fb的计算:Fb=2A1B2-θ/360π. d. B1. N=2x3.14x1.8x46x5.8-230/360x3.14x1.8x5.4x46=2119.03m2干毯散热损失Q5的计算:Q5= Kb. Fb/Gp(tb-t0)=279.33(KJ/Kg)⑥管道散热损失Q6 的计算:Q6=2737.3x0.06=164.238(KJ/Kg)前干燥热损失耗蒸汽量:Q=Q4+Q5+Q6=(140.42+279.33+164.238)KJ/Kg=583.988KJ/KgD⑥=583.988 /[(2738.1-583.76)x0.7]=0. 387(kg 蒸汽/kg纸)后干燥段④烘缸对流散热系数的计算:烘缸散热系数Ka的计算:烘缸散热面积Fa的计算:Fa=3.14N[(1-θ/360).d.B+0.5d²]=3.14x18x[(1-230/360)x1.8x5.4+0.5x1.8²]=199.49m2烘缸散热损失Q4的计算:Q4= Ka. Fa/Gp(ta-t0)=59.56(KJ/Kg)⑤干毯散热损失Q5的计算:干毯对流散热系数ab的计算:干毯散热系数kb的计算;干毯散热面积Fb的计算:Fb=2A.B2-θπ.d.B1.N=2x3.14x1.8x18x5.8-230/360x3.14x1.8x5.4x18=829.15m2干毯散热损失Q5的计算:Q5= Kb. Fb/Gp(tb-t0)=106.05(KJ/Kg)⑥管道散热损失Q6的计算:Q6=2737.3x0.06=164.238(KJ/Kg)Q=Q4+Q5+Q6=(59.56+106.05+164.238) KJ/Kg=329.85KJ/KgD⑥=329.85 /[(2738.1-583.76)x0.7]=0.24(kg 蒸汽/kg纸冷凝水管道热损失六、前干燥段冷凝水散热损失Q7 的计算:Q7=Dw/Gp(i`-i0)=240.82(KJ/Kg)后干燥段冷凝水散热损失Q7的计算:Q7=Dw/Gp(i`-i0)=89.24(KJ/Kg)冷凝水耗蒸汽量:D⑦=.330.06/[(2737.3-417.68)x0.7]=0.22(kg蒸汽/kg纸(3) 总结:由上述几组通汽的蒸汽用量可知,生产1kg 纸的实际耗气量为:D=D①+D②+D③+D④+D⑤+D⑥+D⑦=1.874 + 0.38 + 0.24 + 0.22=2.714(kg 蒸汽/kg 纸)考虑损纸率,抄造率为97%,成品率为97%,则耗气量D`=D[(1+F1)/(1-F2)]=2.714x[(1+3%)/(1-3%)]=2.882kg 蒸汽/kg 纸(由于本篇文章有多处是专业符号无法显示出,PMMCN用图片形式展示,感谢专业人士给予我们更专业的意见,感谢阅览!)。