第8章 细纱
- 格式:pdf
- 大小:2.58 MB
- 文档页数:57

纺纱学习题及答案第一篇纺纱原理第一章绪论1、.简述纺纱的基本原理。
答:初加工:在纺纱加工前对纤维原料进行初步加工,使其符合纺纱加工的要求。
原料选配与混合:合理使用原料,稳定成纱质量。
开清:大团到小块、小束,同时除杂的过程。
梳理:横向联系基本消除成单纤维状但有弯钩,除杂混合。
精梳:进一步梳理去除短纤维和细小杂质。
牵伸:抽长拉细条子,纤维伸直、去弯钩。
并和:多根条子混合,改善均匀度。
加捻:回转,使纤维间的纵向联系固定下来,给予一定物理机械性能。
卷绕:半制品在各工序过渡的形式,保证纺纱连续性。
2、纺纱的系统主要有哪些?答:根据纺纱加工的对象(纤维原料)的不同,纺纱系统有:棉纺、毛纺、麻纺和绢纺等。
3、写出棉纺(精梳)系统纺纱工艺流程。
答:(原棉)配棉——开清棉——梳棉——精梳前准备——精梳——并条——粗纱——细纱——后加工。
第二章初加工1、什么是纤维原料的初加工?各有什么类型的初加工?答:纤维原料的初加工就是对纺纱前的纤维原料进行初步的加工,以尽量去除原料中的非纤维性物质,以有利于纺纱加工。
目前,初加工主要有:轧棉、洗毛、(麻)脱胶、(绢)精练等。
2、棉的预处理是什么?答:包括轧棉和对醣份高的含醣棉还要进行适当的预处理。
3、有哪两类轧棉方法,各有何特点?答:皮辊轧花:特点:转速低、作用柔和、不易轧断纤维,绵结、索丝、疵点少,原棉含杂多,短绒多。
锯齿轧花:特点:转速高、作用剧烈、容易切断纤维,易产生棉结索丝等疵点,(有排杂系统)原棉含杂少,短绒率低,棉松散。
4、指出唛头(329)各符号代表什么含义?答:(329)——手扯长度为29mm的3级皮辊黄棉。
5、含糖棉处理有哪些方法?其特点如何?常用的方法?答:(1)喷水给湿法特点:简便,适合含糖低,含水少的原棉。
(2)汽蒸法特点:占地大,能耗大,棉易泛黄,纤维强力下降。
(3)水洗法特点:去糖彻底,但费力、耗水、耗能,易产生棉结杂质。
(4)酶化法特点:费时、费工,去糖效果较好。
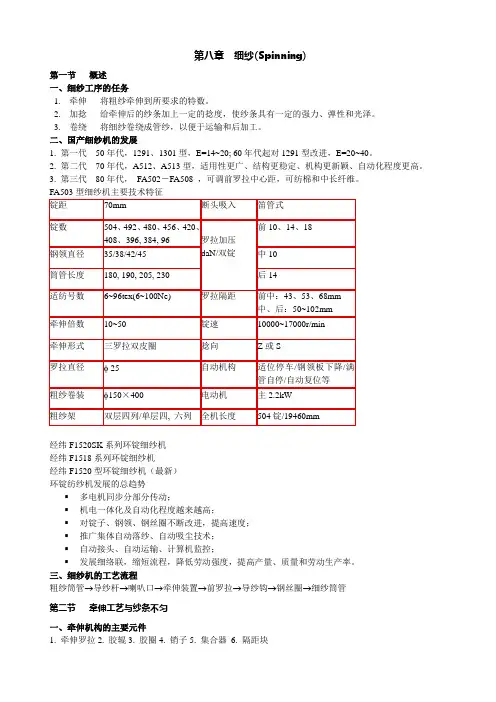
第八章细纱(Spinning)第一节概述一、细纱工序的任务1. 牵伸将粗纱牵伸到所要求的特数。
2. 加捻给牵伸后的纱条加上一定的捻度,使纱条具有一定的强力、弹性和光泽。
3. 卷绕将细纱卷绕成管纱,以便于运输和后加工。
二、国产细纱机的发展1. 第一代50年代,1291、1301型,E=14~20; 60年代起对1291型改进,E=20~40。
2. 第二代70年代,A512、A513型,适用性更广、结构更稳定、机构更新颖、自动化程度更高。
3. 第三代80年代,FA502-FA508 ,可调前罗拉中心距,可纺棉和中长纤维。
经纬F1520SK系列环锭细纱机经纬F1518系列环锭细纱机经纬F1520型环锭细纱机(最新)环锭纺纱机发展的总趋势▪多电机同步分部分传动;▪机电一体化及自动化程度越来越高;▪对锭子、钢领、钢丝圈不断改进,提高速度;▪推广集体自动落纱、自动吸尘技术;▪自动接头、自动运输、计算机监控;▪发展细络联,缩短流程,降低劳动强度,提高产量、质量和劳动生产率。
三、细纱机的工艺流程粗纱筒管→导纱杆→喇叭口→牵伸装置→前罗拉→导纱钩→钢丝圈→细纱筒管第二节牵伸工艺与纱条不匀一、牵伸机构的主要元件1. 牵伸罗拉2. 胶辊3. 胶圈4. 销子5. 集合器6. 隔距块罗拉▪钢质,表面刻沟槽或滚花▪直径:25×25×25(mm),27×25×27(mm)▪六锭或八锭一节,以螺纹联结胶辊(上罗拉)●两锭合用,中间加压;●丁腈橡胶包覆;●定期磨砺;胶圈(皮圈)●丁腈材料;●表面光滑、弹性好;●三层结构,中层以纤维增强;皮圈是控制纤维运动的主要部件。
成对配置:双短皮圈(已淘汰)、长短皮圈(上短下长),套在中上下罗拉上;传动:罗拉主动,以摩擦力带动皮圈,夹持纤维的工作边为松边。
双短皮圈长短皮圈双皮圈牵伸装置的特点▪上下皮圈为附加元件,组成附加摩擦力界;▪夹持纤维向前罗拉钳口输送,控制纤维好;▪皮圈销构成既有压力又柔软的皮圈钳口;▪既积极控制慢速纤维运动,又不妨碍快速纤维抽出,使纤维变速点充分集中在前罗拉钳口附近;▪提高了牵伸须条质量和前区牵伸能力。
纺纱学Ⅱ复习题第六章并条一、名词解释牵伸效率:实际牵伸与机械牵伸倍数之比。
倒牵伸:棉纺工艺流程中头道并条牵伸倍数大于二道并条牵伸倍数的工艺配置,头道牵伸大于并合数,二道稍小于或等于并合数。
浮游纤维:当纤维的两端在某瞬时既不被前罗拉控制又不被后罗拉控制而处于浮游状态时称为浮游纤维。
张力牵伸:又称第一类牵伸。
须条在牵伸过程中的拉长仅依靠纤维的伸直和某些变形,没有纤维间的位移,作用力撒除后须条的伸长全部或局部消失。
位移牵伸:牵伸倍数较大,使纤维间产生相对移动,须条被抽长拉细,这种引起纤维间相对位移并使须条呈永久变形的牵伸叫位移牵伸。
摩擦力界:须条进入罗拉钳口,受到上下罗拉的紧压而使纤维与牵伸部件之间,纤维与纤维之间产生摩擦力,摩擦力所作用的空间称为摩擦力界。
摩擦力界强度:在摩擦力界中作用在某点纤维单位长度上的平均摩擦力。
引导力:以前罗拉速度运动的快速纤维作用于牵伸区内一根浮游纤维整个长度上的力。
控制力:以后罗拉速度运动的慢速纤维作用于某一根浮游纤维整个长度上的力。
牵伸力:牵伸区中把以前罗拉速度运动的全部快速纤维,以后罗拉速度运动的慢速纤维中抽引出来时,所需克服的摩擦阻力的总和。
握持力:罗拉钳口对纤维的摩擦力,控制力,其大小取决于钳口对须条的压力及上下罗拉与须条间的摩擦系数。
牵伸:把纤维集合体(如条子,粗纱等)有规律地拉长拉细的过程。
变速点:牵伸过程中纤维头端变速的位置称为变速点。
附加摩擦力界:牵伸区依靠其他机件所形成的摩擦力界。
二|问答题1、什么是牵伸?实施牵伸的必要条件是什么?牵伸的实质是什么?把纤维集合体(如条子,粗纱等)有规律地拉长拉细的过程叫牵伸。
必要条件:力:至少有两个积极握持的钳口。
隔距:每两个钳口之间要有一定的距离。
速度:每两个钳口要做相对运动。
实质:纤维沿集合体的轴向作相对位移,使其分布在更长的片段上。
2、何谓变速点?其分布对纱条的不匀有何影响?牵伸过程中纤维头端变速的位置称为变速点。