液压缸活塞杆焊接工艺的改进
- 格式:pdf
- 大小:121.74 KB
- 文档页数:2
1 液压缸结构分析液压缸的主要零件有活塞、活塞杆以及端盖等。
这些零件的工艺参数和加工精度直接影响液压缸工作的质量。
安装好这些零件后,还要测试系统的机械强度和各个零件之间的协调性,这关系到液压系统的使用质量。
1.1 缸体工艺参数的选择缸体是液压缸的主体零件之一,其结构直接影响整个液压系统的结构、机械强度和体积。
一般用到机械工程中的液压缸直径选取70mm最适当。
当选取内径为70mm的时候,缸体的尺寸精度取七级,要求内孔表面粗糙程度小于0.32mm。
工作时,为了避免出现漏油情况,要尽量确保轴度的公差在0.04mm左右。
此外,缸体的壁厚也直接关系液压缸的工作性能[1]。
一般液压缸缸体壁可以分成厚壁和薄壁两种类型。
薄壁缸体是指缸体壁的厚度和内直径的比值小于0.1的缸体;厚壁缸体是指缸体壁的厚度和内直径的比值大于0.1的缸体。
选择缸壁的厚度时要根据安全系数、缸体材料抗拉强度等因素。
针对液压缸的缸体厚度,要考虑到缸体底部承压较大的特点,选择能够达到承压标准的缸底厚度,否则可能造成巨大的安全事故。
1.2 活塞杆工艺参数的选择活塞杆主要是缸体内壁一起协调工作,在导向装置的作用下做往返运动。
在实际的工作中,如果活塞杆工艺参数选取不当,导致活塞杆直径过大或过小都可能会引起机械锁死、漏油等故障。
因此,在选取活塞杆直径时要先确定活塞往返和缸体内壁的速度比值,然后再确定其直径。
1.3 导向装置工艺参数的选择导向装置是确保活塞杆能够不断进行往返工作的主要部件。
在进行工艺参数选择时,要注意选取适当的导向装置长度。
如果导向装置过长,则会增大液压缸缸体内壁的所需面积;如果导向装置过短,则会减少活塞杆的形成。
因此,一定要综合考虑各方因素,选取适当的导向装置长度。
2 液压缸机械加工工艺分析2.1 液压缸机械加工工艺流程当前市面上液压缸的种类较多,但总体来看,液压缸机械加工工艺大致可以分成以下部分。
缸体加工工艺流程。
下料—加热处理—粗车—法兰焊接—安装导向装置—内孔加工—车管口—钻油孔—清洗—焊接缸底—清洗—转配。
104研究与探索Research and Exploration ·监测与诊断中国设备工程 2018.10 (上)我国是一个石油大国,工业生产之中不可避免地会使用到油缸,所以油缸是比较成熟且常见的产品。
随着经济技术不断发展,这项技术日臻完善。
1 液压油缸简介液压油缸是一种比较简单的装置,主要由以下几个部分组成:活塞、活塞杆、导向套、缸筒、缸底、杆头。
1.1 活塞液压油缸的活塞装置主要以活塞和活塞杆结构为主,活塞主要以耐磨的铸铁材料制成,而活塞杆则以钢料进行制造。
活塞装置主要以一体式、推销连接式、螺纹式和半接环式为主,在这几种结构中,螺纹式结构较为简单,而且容易拆卸,但此种结构形式的螺帽一旦处于高压负荷下极易出现松动情况。
半环式结构不易拆卸,结构也较为复杂,但具有较高的可靠性。
只有当液压油缸尺寸较小的情况下时,才能适用于一体化活塞和活塞环结构。
1.2 密封圈密封 密封圈密封结构的应用使其能够与液压油缸构件之间具有更好的贴合性,所以其结构所采用的制作材料费通常都以橡胶和塑料为主,这两种材料都具有较好的弹性,不仅具有较好的贴合性,而且在磨损发生后也具有自我补偿能力,可靠性较高,其对于液压油缸各个部件处的密封工作具有较好的适用性。
1.3 缓冲装置缓冲装置的使用就是为了有效避免活塞和缸盖之间直接发生碰撞,可以更好地提升液压油缸的使用寿命。
其主要是在行程的终前几天、活塞盖和缸盖之间依靠活塞和缸筒来对部分油液进行封住,在这种情况下,由于产生较大的阻力,所以会在压力下使油液从小孔和缝隙处挤出,工件运动的速度受到限制,确保了缓冲作用的实现。
2 密封装置2.1 密封件即使是一个微小的间隙也会产生泄漏,所以说每一个细节都不可以忽略。
间隙的密封是比较简单的,在一定的条件之下,在表面设计一些小的细节,比如说制造出一个凹槽。
这样一来,装置在运作之时,就会受到一定的压力,那么自然就不会不受限制地往外喷,从而提高了间隙的密封性。
徐州光环液压科技有限公司液压缸焊接工艺规范技术部2012 年 12 月 5 日编制:审核:会签:液压缸焊接工艺规范1.目的和适用范围本规范规定了液压缸焊接件的技术要求及检验规则。
本规范适用于我公司所有液压缸焊接件的CO2/ MAG气体保护焊及焊条手工电弧焊接。
对有特殊要求的,可参照此规范或按相关技术协议执行。
2.本规范引用如下标准GB/T 985气焊、手工电弧焊焊及气体保护焊焊缝坡口的基本形式与尺寸GB/T 3323-2005钢溶化焊对接接头射线照相和质量分级GB/T 6417.1-2005金属溶化焊焊缝缺陷分类及说明GB/T 8110气体保护电弧焊用碳钢、低合金钢焊丝GB/T 12469-1990焊接质量保证钢熔化焊接头的要求和缺陷分级GB/T 15830-1995钢制管道对接环焊用技术条件JB/T 6046碳钢、低合金钢焊接构件缝超声波探伤方法和检验结果的分级JB/T 5943-1991工程机械焊接件通焊后热处理方法XYG8-10抽样检查方法3.技术要求3.1.液压缸焊接件的制造应符合经规定程序批准的产品图样及技术文件和本标准的规定3.2.CO 2钢瓶的使用要求常温( 20 ° C~50° C)下瓶装液态CO2压力应在 5MPa以上,瓶中压力小于1MPa时不得再继续使用,不用时钢瓶应放完余气以备再次充装。
3.3.焊接件材料和焊接材料3.3.1 用于焊接件的材料钢号、规格尺寸等应符合图样要求,检验合格后方可使用。
常用钢号为Q235、20、35、 45、27SiMn。
3.3.2用于焊接的材料和焊接材料进厂时应按材料标准规定,检验合格后方可使用。
3.3.3焊接材料选用应按工艺技术文件的规定,凡技术文件中未明确规定焊条、焊丝型号时,焊条型号为 E5016;焊丝型号为ER50-6,如需高强度焊丝时应选用HO8Mn2SiMoA焊.丝应符合GB/T 8110 标准。
3.3.4焊条在施焊前必须烘干,烘干后的焊条在一天内使用,超过一天,必须重新烘干,烘干次数不得超过三次。
![旋转摩擦焊在液压油缸活塞杆制造中的工艺应用研究[1]](https://uimg.taocdn.com/c4302e1b443610661ed9ad51f01dc281e53a5616.webp)
旋转摩擦焊在液压油缸活塞杆制造中的工艺应用研究[1]摘要:我国的液压工业经过近50年的发展,液压行业已形成了门类比较齐全,有一定生产能力和技术水平的工业体系。
本文中主要就针对液压油缸活塞杆焊接使用的高性能旋转摩擦焊工艺。
擦焊接是一种在固相中进行焊接的方法,其中一个部件相对于配合部件移动并与配合部件压力接触,以在结合表面产生热量,在相对运动停止期间或之后通过施力完成焊接。
有几种形式的能量供应和各种形式的相对运动。
摩擦加热的产生导致界面处的连接温度相对较低。
这在很大程度上是摩擦焊接适用于其他难以焊接的材料和材料组合的原因。
焊接区域通常很窄,通常具有精细的微观结构。
其为对圆棒状母材进行旋转摩擦焊的工艺,通过该工艺方法相比于其他焊接工艺方法,本研究的旋转摩擦焊工艺接头力学性能良好、焊接效率高、并且该工艺稳定高效、在应用方面重复性、一致性生产提供高效率精益生产。
关键词:摩擦焊设备说明;工艺评定以及验收要求;过程控制;Research on the application of rotational friction welding in the manufacture of piston rod hydraulic cylinderBi Shu-ming(Zhejiang huachang hydraulic machinery Co., Ltd., Hangzhou, Zhejiang 311305, China)Abstract: After nearly 50 years of development, China's hydraulic industry has formed an industrial system with complete categories, certain production capacity and technical level. This paper mainly focuses on the high-performance rotational friction welding technology used for the welding of hydraulic cylinder piston rod. Frictionwelding is a method for making welds in the solid phase in which one component is moved relative to and in pressure contact with the mating component to produce heat at the faying surfaces, the weld being completed by the application of a force during or after the cessation of relative motion. There are several forms of supplying energy and various forms of relative movements. The generation of friction heating results in a comparatively low joining temperature at the interface. This is largely the reason why friction welding is suitable for materials and material combinations hich are otherwise difficult to weld. The weld region is generally narrow and normally has arefined microstructure. It is a process for rotational friction welding of round rod like base metal. Compared with other welding processes, the rotational friction welding process in this study has good mechanical properties, high welding efficiency, stable and efficient technology, and provides efficient and lean production with repeatability and consistency in application.Key words:Description of friction welding equipment, Process qualification and acceptance requirements, Pprocess control.0 引言近年来,国家相继发布《液压气动密封行业“十四五”发展规划》、《智能制造发展规划》和《中国制造2025》,重点突出中国集中优势、提高产品质量、加快替代高端进口产品步伐和智能化进程。
液压缸工作时缸体与活塞杆发生相对转动的原因分析及解决方法液压缸是液压系统中的重要元件,它能将液压能转换为机械能,推动负载完成各种工作。
然而,由于各种原因,液压缸可能会出现故障,如误动作、无力推动负载以及活塞滑移或爬行等。
这些故障可能导致设备停机,影响生产效率。
为了确保液压系统的正常运行,我们需要重视液压缸的故障诊断与维修工作。
液压缸的故障原因可能包括阀芯卡住或阀孔堵塞、液压泵内泄、溢流阀内部零件卡住、损坏或弹簧疲劳、执行控制元件(方向阀,流量阀等)内部零件磨损或卡死、执行元件内部零件磨损等。
针对这些故障,我们可以采取相应的维修方法,如清洗阀芯和阀孔、更换液压泵内部零件、修理或更换溢流阀、更换执行控制元件内部零件、修理或更换执行元件内部零件等。
同时,我们还需要定期对液压系统进行维护和检查,以预防故障的发生。
总之,液压缸的故障诊断与维修对于确保液压系统的正常运行至关重要。
我们应该重视这项工作,及时发现和处理液压缸的故障,以避免设备停机带来的损失。
故障对于液压系统的维护和修理具有很高的参考价值。
简要概括一下:1.阀门芯卡住或阀孔被封锁:可能是由于油污、泥土或胶体沉积在阀芯或阀孔上。
处理方法包括清洗阀芯和阀孔,检查系统的过滤器,清理油箱并更换液压介质。
2.活塞杆和气缸被卡或液压缸被阻止:可能是由于活塞和活塞杆封太紧,污垢和胶体沉积,轴线活塞杆和气缸筒对准不良,磨损部分和密封件无效,或者负荷过大。
处理方法包括检查活塞和活塞杆封,清理污垢和胶体,调整轴线,更换磨损部分和密封件,以及减轻负荷。
3.控制液压系统的压力过低:可能是由于控制管道过大,流阀调整不当,控制压力不适当,或者压力来源受到干扰。
处理方法包括检查控制压力来源,确保压力调整到指定值。
4.空气进入液压系统:可能是由于系统泄漏。
处理方法包括检查液压油箱、密封件和管接头,清洁吸油过滤器,并更换过于脏的密封件和管接头。
5.初始运动缓慢:可能是由于液压油的粘度高,流动性差,特别是在低温下。
液压缸活塞杆断裂原因分析李俊【摘要】活塞杆是液压缸的关键零部件,起着连接活塞和工作部件的作用.由于其工作状态下承受的压力和拉力较大,加之运动较为频繁,因此容易损伤,导致断裂.所以活塞杆必须要有足够的耐磨性、强度、刚度和韧性.本文以装载机液压缸活塞杆断裂为例,对液压缸活塞杆断裂的内外原因展开分析,提出应采取的有效措施,旨在提升该产品的交验合格率,延长活塞杆及液压缸的使用寿命,保证设备的正常运行.【期刊名称】《中国设备工程》【年(卷),期】2017(000)004【总页数】2页(P67-68)【关键词】活塞杆;断裂原因;分析与对策【作者】李俊【作者单位】扬州市产品质量监督检验所,江苏扬州 225111【正文语种】中文【中图分类】TD462.2活塞杆是连接活塞和工作部件的关键零件,受力复杂,运动频繁,受到磨粒冲刷等产生磨损易发生断裂。
本文以经过热处理加工制造而成的镀硬铬活塞杆为例,对其断裂原因进行分析。
对怀疑有断裂发生的活塞杆进行了多次抽查后,首先对不合格产品进行了检验。
经过检查发现集油槽油位发生了下降,再停机检查后,发现了一条长约6 0厘米的裂缝,正是此裂缝导致漏油,而裂缝产生是活塞杆螺母与操作架结合部位发生了断裂。
从而导致中心轴在活塞杆运动过程中,其耳柄被挤压到泄水锥处,裂缝加大,引起了漏油。
此类故障第二次发生是在设备投产十年左右,在将第一次发生断裂后进行改造的卡环式结构处再次发生断裂。
对活塞杆耐磨堆焊层的性能进行详细检验,在每次挤压出现的地方做记号,通过数次操作后,操作架和活塞杆结合处移动脱开了近3厘米,相当于开度3度左右。
而且某个做过记号的桨叶的铜瓦外圈被挤压出了毛边,并且基本所有做过记号的桨叶上都存在明显的渗油点。
对活塞杆进行热处理,将其垂直悬挂在炉膛内,出炉后放入冷却水中进行冷淬。
冷却水为循环水,温度在四十摄氏度以下。
经过热处理后检验,其金相组织中存在大块游离铁素体。
从纵向金相图像上可以看到,大量铁素组织沿着活塞杆呈带状分布。
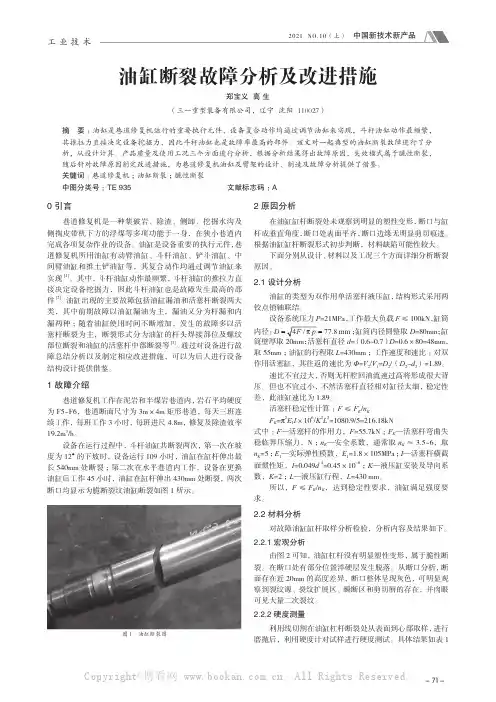
中国新技术新产品2021 NO.10(上)- 71 -工 业 技 术0 引言巷道修复机是一种集破岩、除渣、侧卸、挖掘水沟及侧掏皮带机下方的浮煤等多项功能于一身,在狭小巷道内完成各项复杂作业的设备。
油缸是设备重要的执行元件,巷道修复机所用油缸有动臂油缸、斗杆油缸、铲斗油缸、中间臂油缸和推土铲油缸等,其复合动作均通过调节油缸来实现[1]。
其中,斗杆油缸动作最频繁,斗杆油缸的推拉力直接决定设备挖掘力,因此斗杆油缸也是故障发生最高的部件[2]。
油缸出现的主要故障包括油缸漏油和活塞杆断裂两大类,其中前期故障以油缸漏油为主,漏油又分为杆漏和内漏两种;随着油缸使用时间不断增加,发生的故障多以活塞杆断裂为主,断裂形式分为油缸的杆头焊接部位及螺纹部位断裂和油缸的活塞杆中部断裂等[3]。
通过对设备进行故障总结分析以及制定相应改进措施,可以为后人进行设备结构设计提供借鉴。
1 故障介绍巷道修复机工作在泥岩和半煤岩巷道内,岩石平均硬度为F5-F6,巷道断面尺寸为3m×4m 矩形巷道,每天三班连续工作,每班工作3小时,每班进尺4.8m,修复及除渣效率19.2m 3/h。
设备在运行过程中,斗杆油缸共断裂两次,第一次在坡度为12°的下坡时,设备运行109小时,油缸在缸杆伸出最长540mm 处断裂;第二次在水平巷道内工作,设备在更换油缸后工作45小时,油缸在缸杆伸出430mm 处断裂,两次断口均显示为脆断裂纹油缸断裂如图 1 所示。
图1 油缸断裂图2 原因分析在油缸缸杆断裂处未观察到明显的塑性变形,断口与缸杆成垂直角度,断口处表面平齐,断口边缘无明显剪切痕迹。
根据油缸缸杆断裂形式初步判断,材料缺陷可能性较大。
下面分别从设计、材料以及工况三个方面详细分析断裂原因。
2.1 设计分析油缸的类型为双作用单活塞杆液压缸,结构形式采用两铰点销轴联结。
设备系统压力P =21MPa,工作最大负载F ≤100kN,缸筒内径:D F p ==4778/.�mm π;缸筒内径圆整取D =80mm;缸筒壁厚取20mm;活塞杆直径d =(0.6~0.7)D =0.6×80=48mm,取55mm ;油缸的行程取L =430mm ;工作速度和速比:对双作用活塞缸,其往返的速比为Φ=V 2/V 1=D 2/(D 2-d 2)=1.89。
油缸装配工艺规范受控状态:有效性:日期:●目的:制定本工艺规范(作业指导书),使液压油缸装配作业符合规定要求,进一步提升产品质量、稳定性,促进规范化、效益化。
●适用范围:本工艺规范(作业指导书)规定了液压油缸的检查、装配以及试验技术要求,适用于公司生产各类液压油缸的装配作业。
●职责:工艺负责本文件的创建,技术、工艺、品管、装配负责维护、更新。
●基本要求:产品必须严格按照设计、工艺要求及本规范和与产品有关的标准规定进行装配,装配时应保证产品装配质量。
●检验标准:凡本公司制造的零部件,必须经检验部门检验合格,外购件、外协件应有合格证或证明其合格的文件,并经检验部门验收合格后,由仓库统一记录相应来、去信息,方可进行装配。
修改记录1.装配场地与环境:油缸装配应在专门的工作间或装配区内进行,装配环境必须清洁,所占车间生产面积尽可能小,力争单位面积具有最大生产率。
应远离风口、粉尘、切削加工区,空气清新、无灰尘、无噪音;避免强光直射。
2.装配工装治具设备:装配间应备有安装平台及足够的工位器具、装配周转车、吊装与起重设备及专用基本设备:清洗机、试压机、风管、装配工作台(应铺设耐油橡胶板或铝板,避免零件产生碰撞伤与划痕,应配置零件安装架或安装筐)。
除配备常用工具(内六角、开口扳手、钩头扳手)外,应配备一些专用工具如力矩扳手,铅锤或铜锤、铜棒、尼龙棒、电热锅、风枪等。
装配间吊装尽量使用吊装带,不用钢丝绳或麻绳,前者容易碰伤零件或器具,后者容易产生丝屑影响零件清洁度。
吊装带严格分清属性及使用范围,吊装关键件、清洁的要求严格零件时,必须用干净、清洁的专用吊装带,使用完毕后防护防污妥善保管。
3.作业职责:应特别重视文明生产,工作有序,文明操作,堆放有序,工具摆放整齐,零件、产品存放有序,每天必须保证地面清洁,保持地面原色。
4.装配前准备:装配组织者必须根据装配图纸、操作技术规程,按规定的顺序及步骤进行装配作业,严格遵守工艺纪律。
盾构机再制造成形修复技术工艺研究盾构机再制造背景再制造盾构机购置于2010年,设计使用寿命为10年或者10km,正常报废原则按照以上2项指标先到为准。
至2020年,盾构机共计在4个项目中投入使用,使用年限共计11年,总掘进里程为12km,无论使用年限还是掘进里程都超过了设计使用寿命。
再制造前该盾构机技术状况:整机设备陈旧、零部件老化、控制设备技术落后且兼容性差,配件过时且不能保证正常运行,造成盾构机故障频发,已不能正常使用,按照惯例该盾构机将面临整机报废。
经过与相关专家咨询,决定采用盾构机再制造成形修复技术对其进行再制造修复。
盾构机评估盾构机再制造前对盾构机的机况进行了评估与分析,盾构机的机况评估主要从整机性能分析、主机结构、主驱动系统、液压、流体系统、电气系统、辅助系统等方面进行。
经机况评估认为,该盾构机具有再制造的可行性,其中某些设备评估后残值过低,不具备再制造条件,则直接报废。
盾构机主要部件故障有:刀盘刀具磨损,刀盘减速机损坏;推进油缸漏油,活塞杆有锈蚀;螺旋输送机叶片磨损,耐磨层补焊,拼装机马达齿轮磨损;主驱动轴承磨损;清理、更换损坏电气元件;泡沫系统多个流量计进水,调节阀开度不正常,单向阀失灵,补水阀因循环水压导致流量不稳定;高压齿轮油泵压力偏低,低压齿轮油泵噪声振动较大;油脂泵维修开关偶尔误动作(有漏电短路)。
盾构机的使用寿命主要取决于盾构机刀盘、主驱动轴承、推进油缸和螺旋输送机叶片等核心部件。
泵、阀油管等部件,在施工过程中可进行更换或维修。
为此,盾构机再制造过程主要针对核心部件的修复。
研究方案盾构机失效零件主要集中在机械部分,主要包括刀盘、轴承类零件、叶片类零件及油缸类零件等。
根据零部件的失效情况,制订了相应的研究方案,如图1所示。
图1 盾构机再制造研究方案盾构机零部件拆解和清洗盾构机设备由上万个零部件组成,设备种类多,且结构紧凑复杂,各部分设备之间相互关联影响。
因此,各部分的拆解需提前制订拆除方案,并严格执行,保证拆解施工合理、顺利,同时也需充分考虑盾构机后续的再制造恢复,最大限度地保证盾构机拆解部件的完整性。
基于有限元的船舶液压油缸活塞杆端头优化设计庄攀(常德达门船舶有限公司,湖南常德415700)0引言液压油缸是将液压能转化为机械能,主要做直线往复运动的重要执行机构,结构简单,工作可靠,液压油缸广泛应用于船舶、工程机械、港口起重等工程作业中。
伸缩式液压油缸的结构主要由缸筒、缸盖、活塞杆、密封装置、缓冲装置等部分组成,本文研究对象为活塞杆杆头,作业时该部件的整体屈服强度与刚度要求较高。
目前,基于有限元分析和三维建模技术应用较为广泛,能有效提高零部件设计效率,降低设计成本。
本文基于有限元校核分析对活塞杆端头进行静应力分析与优化设计。
1有限元分析应用有限元分析技术在工程技术领域应用越来越广泛,完全替代较高研发成本、较长周期试验、不确定性研发结果的传统研发。
尤其是新产品研发过程中关键特性验证,设计工程师可以创建虚拟样机实验设计出准确可靠的研发方案,大幅度提高新产品研发成功率,降低新产品开发成本,加快新产品开发效率,顺利完成新产品的开发过程。
随着工程作业设备大型化、作业工况复杂化,作为关键执行部件的液压油缸,受力情况越来越复杂,常规的受力校核方法已经不能满足工程实际需求。
现以某型船舶甲板起重液压油缸起重过程为研究工况,利用有限元分析技术对重要受力位置的屈服强度和抗拉强度进行校核计算,从而验证目前的结构受力是否达到设计要求,各部件的安装是否满足船舶主体结构较小空间,最后根据分析结果与预安装反馈对液压油缸进行结构优化,上述校核分析与优化设计对重型液压油缸的可靠性提升具有较重要的意义。
2有限元校核分析2.1创建有限元模型某型船舶伸缩式液压油缸为二级油缸,活塞杆伸出顺序从大径到小径,空载回缩顺序为从小径到大径,可实现较长的工作行程,非工作状态回缩时间较短,结构紧凑,适用于安装空间受到限制的场合[1]。
通过特殊端口导入至ANSYS Workbench的几何模型,转化为液压油缸各部件有限元模型之前,需要根据实际情况进行模型前处理。
徐州光环液压科技有限公司液压缸焊接工艺规范技术部2012年12月5日编制:审核:会签:液压缸焊接工艺规范1.目的和适用范围本规范规定了液压缸焊接件的技术要求及检验规则。
本规范适用于我公司所有液压缸焊接件的CO2/MAG气体保护焊及焊条手工电弧焊接。
对有特殊要求的,可参照此规范或按相关技术协议执行。
2.本规范引用如下标准GB/T 985 气焊、手工电弧焊焊及气体保护焊焊缝坡口的基本形式与尺寸GB/T 3323-2005 钢溶化焊对接接头射线照相和质量分级GB/T 6417.1-2005 金属溶化焊焊缝缺陷分类及说明GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝GB/T 12469-1990 焊接质量保证钢熔化焊接头的要求和缺陷分级GB/T 15830-1995 钢制管道对接环焊用技术条件JB/T 6046 碳钢、低合金钢焊接构件缝超声波探伤方法和检验结果的分级JB/T 5943-1991 工程机械焊接件通焊后热处理方法XYG8-10 抽样检查方法3.技术要求3.1. 液压缸焊接件的制造应符合经规定程序批准的产品图样及技术文件和本标准的规定2钢瓶的使用要求常温(20 °C~50°C)下瓶装液态CO2压力应在5MPa以上,瓶中压力小于1MPa时不得再继续使用,不用时钢瓶应放完余气以备再次充装。
3.3. 焊接件材料和焊接材料3.3.1 用于焊接件的材料钢号、规格尺寸等应符合图样要求,检验合格后方可使用。
常用钢号为Q235、20、35、45、27SiMn。
3.3.2 用于焊接的材料和焊接材料进厂时应按材料标准规定,检验合格后方可使用。
3.3.3 焊接材料选用应按工艺技术文件的规定,凡技术文件中未明确规定焊条、焊丝型号时,焊条型号为E5016;焊丝型号为ER50-6,如需高强度焊丝时应选用HO8Mn2SiMoA.焊丝应符合GB/T 8110标准。
3.3.4 焊条在施焊前必须烘干,烘干后的焊条在一天内使用,超过一天,必须重新烘干,烘干次数不得超过三次。