碳钢焊材算法
- 格式:xlsx
- 大小:11.47 KB
- 文档页数:2


关于焊材消耗定额的计算
编制:张洪宇 毕业学校:中南大学 专业:机车车辆
一、焊条定额的计算
ρAl m 8.1=其中:m 为焊条消耗量(g );A 焊缝横截面面积(cm 3)
l 焊缝的长度(cm );
ρ钢材密度(g/ cm 3)。
a 、横截面面积A 的计算
1、对接:A=hc b 34
+δ
2、角接:A=kh k +221
c 、h 值的确定。
允许存在余高0~3,或者焊缝余高系数4~8(即焊缝宽度/焊缝余高)
二、焊丝定额的计算
1000ρ
Al P m = m 为焊丝消耗量(Kg );A 焊缝横截面面积(cm 3)
L 焊缝的长度(cm );ρ钢材密度(g/ cm 3);p 损耗系数,气体保护焊接p=1.06,埋弧焊p=1.02。
a 、横截面面积A 的计算
1、对接:A=hc b 34+δ
(图形同上) 2、角接:A=kh
k +221
(图形同上) c 、h 值的确定。
允许存在余高0~3,或者焊缝余高系数4~8(即焊缝宽度/焊缝余高)。
三、焊剂消耗定额的制定
概略计算约是焊丝消耗量的1倍。
四、保护气体的消耗量
概略计算约是焊丝消耗量的0.7倍。
附录:
角度焊缝长度密度列表。


1、焊条的规格、熔敷率及单根重量(1)焊条的规格焊条直径(焊芯直径)通常分为:Φ1.6mm、Φ2.0mm、Φ2.5mm、Φ3.2mm、Φ4.0mm、Φ5.0mm、Φ5.8mm、Φ6.0mm、Φ8.0mm、Φ10mm、Φ12mm等几种,单根焊条长度一般在250-450mm之间。
其中,铝及铝合金焊条只有Φ3.2mm、Φ4.0mm、Φ5.0mm、Φ6.0mm 四种规格,其长度为:345mm、350mm、355mm;铜及铜合金焊条只有Φ2.5mm、Φ3.2mm、Φ4.0mm、Φ5.0mm、Φ6.0mm五种规格,第一种长度为300mm,其余均为350mm。
(2)焊条的熔敷率焊条的焊接损失包括:焊条剩头损失,通常为焊条重量的10-15%;燃烧及飞溅损失为5-10%;形成熔渣损失为18-35%。
焊条的损失系数K=0.33-0.6。
所以,通常一根焊条的熔敷率在40%-67%之间。
(3)单根焊条的重量根据不同的牌号、成份、规格,不同生产厂家出产的单根焊条的重量是有差距的。
一般情况下,一包5公斤350mm长焊条,Φ3.2mm 焊条在150根左右,单根重量在30g左右;Φ4.0mm焊条在90-95根之间,单根重量在52-55g之间,Φ5.0mm焊条在60-65根之间,单根重量在73-83g之间。
2、常用焊丝的规格及熔敷率(1)实芯焊丝实芯焊丝是经过热轧线材经拉丝加工而成的。
为了防止焊丝生锈,除不锈钢焊丝以外,一般表面须进行镀铜处理。
①埋弧焊用实芯焊丝埋弧焊一般采用粗焊丝,常用的焊丝规格包括:Φ1.6mm、Φ2.0mm、Φ2.4mm、Φ2.8mm、Φ3.0mm、Φ3.2mm、Φ4.0mm、Φ4.8mm、Φ5.0mm、Φ5.6mm、Φ6.0mm、Φ6.8mm等,焊接时的熔敷率在95%-98%。
②气保护焊用实芯焊丝气保护焊一般采用细焊丝,常用的焊丝规格包括:Φ0.9mm、Φ1.0mm、Φ1.2mm、Φ1.6mm、Φ2.0mm、Φ2.4mm、Φ3.2mm、Φ4.0mm、Φ4.8 mm等,焊接时的熔敷率在90%-95%。

焊条用量计算公式
焊条用量计算公式是指根据焊接的工件面积、焊缝长度和焊接的工艺要求计算出所需的焊条用量的公式。
具体公式如下:焊条用量=(焊缝长度×焊缝截面积)÷焊条熔化率
其中,焊缝长度是指需要焊接的部分长度,焊缝截面积是指焊缝的宽度乘以厚度,焊条熔化率表示焊条熔化后的金属质量与焊条重量的比值。
这个公式的主要目的是为了预估焊接所需的焊条用量,从而减少焊条的浪费,提高焊接的效率和质量。
可以通过实际的焊接过程中所需的焊条数量来验证公式的准确性并进行调整。
下面是碳钢的理论重量计算公式角钢:每米重量=0.00785*(边宽+边宽-边厚)*边厚圆钢:每米重量=0.00617*直径*直径(螺纹钢和圆钢相同)扁钢:每米重量=0.00785*厚度*边宽管材:每米重量=0.02466*壁厚*(外径-壁厚)板材:每米重量=7.85*厚度黄铜管:每米重量=0.02670*壁厚*(外径-壁厚)紫铜管:每米重量=0.02796*壁厚*(外径-壁厚)铝花纹板:每平方米重量=2.96*厚度有色金属比重:紫铜板8.9黄铜板8.5锌板7.2铅板11.37有色金属板材的计算公式为:每平方米重量=比重*厚度不锈钢的计算公可按上面的计算公式*1.0167就可以得出相应该的重量下面是本公司开发的不锈钢小助手软件,里面有各种不锈钢型材的计算槽钢理论重量计算钢材理论重量计算的计量单位为公斤( kg )。
其基本公式为:W (重量, kg ) = F (断面积 mm2 )× L (长度, m )×ρ(密度, g/cm3 )× 1/1000钢的密度为: 7.85g/cm3,各种钢材理论重量计算公式如下:槽钢(kg/m)W=0.00785 ×[hd+2t (b ?C d )+0.349 (R2 ?C r 2 )]h= 高b= 腿长d= 腰厚t= 平均腿厚R= 内弧半径r= 端弧半径求 80 mm × 43mm × 5mm 的槽钢的每m 重量。
从冶金产品目录中查出该槽钢t 为8 ,R 为8 ,r 为4 ,则每m 重量=0.00785 ×[80 ×5+2 ×8 ×(43 ?C 5 )+0.349 ×(82?C4 2 )]= 8.04kg对于规则的厂房来说,不论重钢还是轻钢,工程量的计算也很规则,可分为以下几个系统进行计算,不会漏项的:1、刚架系统:包括刚架柱,刚架梁,梁柱间、梁梁间、柱与基础的连接板,垫板,柱子拼接板,梁拼接板的工程量的计算。
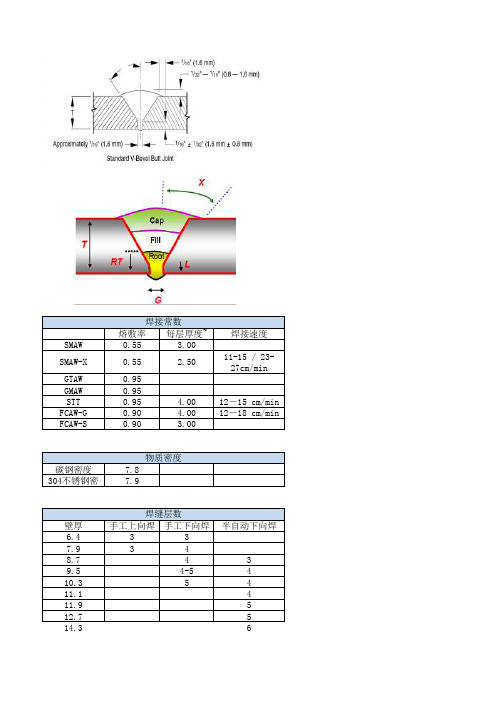
焊接材料需求量计算
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
∙
二楼回答的对,只是估算:
一般公式为:焊缝断面积*焊缝长度*钢比重/消耗率.
值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同;
另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.
以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:
=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)
∙可以从一个试题上看看:
1、丁字接头单面不开坡口角焊缝,焊脚高K=10mm,凸度C=1mm,母材为20g,电焊条为E5015,试计算焊缝长度为5m时的焊条消耗量G。
已知:焊条药皮的重量系数K b=0.32;
焊条的转熔系数K0=0.79;
焊缝金属截面积S=(K2/2)+KC。
答:G=ALρ/K0×(1+K b)={[(100/2+10×1)×10-2×500×7.8]/0.79×(1+0.32}=3.9Kg
式中:L=500cm;ρ=7.8g/cm3。