3.2 切削力解析
- 格式:ppt
- 大小:1.46 MB
- 文档页数:29
安徽工程科技学院教师备课教案本章节讲稿共4 页教案第1 页备课时间:05年2月22日教师签名:第二章金属切削基本理论及应用第二节切削力一、切削力的来源、合成与分解1.概念金属切削过程中,刀具和工件相互作用,由于变形和摩擦,产生切削力和切削抗力。
刀具施加于工件的力为切削力,工件低抗变形反作用于刀具的力为切削抗力。
在分析切削力以及切削机理时,切削力与切削抗力意义相同。
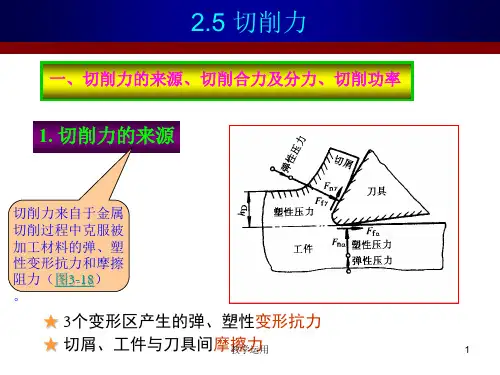
切削力的来源包括两方面:1)三个变形区内工件材料的弹性、塑性变形阻力;2)切屑与刀具摩擦阻力。
克服切削阻力需要消耗功率,最终产生变形和热量。
由于切削力过大可能引起严重后果:刀具磨损、加工质量下降、机床或夹具损坏。
所以,必须拿握切削力的变化规律并计算切削力大小,为机床、刀具和夹具设计提供依据。
2.切削力的合成图2-12前刀面上的正压力Fγn与摩擦力Fγ合成为前刀面合力Fγ,γn后刀面上的正压力Fαn与摩擦力Fα合成为后刀面合力Fα,αnFγ,γn与Fα,αn合成为总合力F,即总切削力。
一般地,若刀具较锋利,则前刀面上的切削力是主要的,后刀面上的切削力较小,可忽略。
但在刀具磨损大时不可。
3.切削力的分解合力F是空间力,与切削要素有密切关系,故应沿三者的方向进行分解。
图2-131)主切削力F c主运动方向上的切削分力。
用于计算切削功率、校核机床及工夹具强度和刚度。
2)背向力(径向分力)F p垂直于工作平面,过大会引起工艺系统的变形和振动,降低加工质量。
机床设计时,用于主轴轴承寿命计算、轴承选择、主轴弯曲刚度校验等。
3)进给力F f沿进给运动方向。
是设计机床进给系统的主要依据。
二、切削功率PeP e为切削过程中消耗的总功率。
车外圆时:P e=切削功率P c+进给功率P f其中P c=F c·V c在切削刃基点上,同一瞬时;P f=F f·f 很小,可略而不计。
F p方向没有位移(速度为零),故不消耗动力。
切削功率P e用于选择机床电动机功率P E,应考虑机床的传功效率ηP E=Pe/η=Pc/η三、单位切削力定义为单位切削面积上的主切削力,k c=F c/A D=F c/a p f=F c/h D b D四、切削力经验公式式2-11工况系数、修正系数和切削用量影响指数可查阅金属切削手册。
金属切削原理知识点总结一、切削力分析切削力是切削加工过程中刀具对工件产生的力,切削力的大小和方向直接影响加工质量和刀具的寿命。
切削力的大小受到刀具几何形状、刀具材料、切削速度、进给量和切削深度等因素的影响。
切削力的分析可以帮助工程师了解切削加工过程的机理,优化切削参数,提高加工效率和加工质量。
1.1 切削力的计算切削力的计算是切削过程中的重要内容,可以根据切削力的计算结果来选择合适的刀具和切削参数,从而达到理想的加工效果。
切削力可以分为主切削力和辅切削力,主切削力是指在切削方向上的切削力,而辅切削力是指与切屑流方向垂直的切削力。
切削力的计算可以通过力的平衡关系,切削力的大小与切削过程中的材料变形和切削屑形成有关,因此需要进行深入的力学分析和实验研究。
1.2 切削力的影响因素切削力的大小与切削条件、切削材料、刀具几何形状等因素有关,切削速度和进给量是影响切削力的重要因素。
切削速度的增加会导致切削力的增加,但切削力的增加并不是线性的,而是随着切削速度的增加呈指数增加。
进给量的增加也会导致切削力的增加,因为进给量的增加会导致材料的切削屑变厚,从而增加切削力。
1.3 切削力的测量切削力的测量是对切削过程中切削力的实时监测和记录,可以通过直接力传感器或间接力传感器来测量切削力。
直接力传感器可以直接测量刀具上的切削力,而间接力传感器则可以通过测量机床上的力来间接计算切削力。
切削力的测量可以帮助工程师了解切削过程的特点,对刀具和加工参数进行优化调整,减小切削力,提高加工效率和刀具寿命。
二、切削热切削热是在金属切削过程中产生的热量,是由于切削过程中的塑性变形和切削摩擦所产生的。
切削热会直接影响刀具的温度和寿命,同时也会影响加工表面的质量。
切削热的分析可以帮助工程师了解切削过程中的热特性,以便进行刀具选择和切削参数优化。
2.1 切削热的产生切削热的产生主要包括两个方面,一是切削变形热,二是切削摩擦热。
切削变形热是在金属切削过程中由于金属材料的塑性变形产生的热量,切削摩擦热是由于切削过程中刀具与工件表面的摩擦所产生的热量。
机械材料切削加工中的切削力在切削加工的过程中,切削力又是极其重要的因素,它不仅会影响工件的加工精度,还会影响工艺系统强度和刚度等重要力学性能,进而影响整个加工过程的安全可靠性。
为了加深對切削力的认识,从概念、来源和影响因素3个方面对它进行探讨和分析,以期推进其研究发展。
标签:切削加工;切削力;机械制造切削加工产生的切削力直接影响着切削热的产生,并进一步影响着刀具的磨损、使用寿命,影响工件的加工精度和已加工表面质量。
在切削化工过程中,切削力又是计算切削功率、设计和使用机床、刀具、夹具的重要依据。
因此,研究切削力的作用机制不仅有助于深入了解切削加工的过程,而且有助于实际生产的进行。
1 切削力的种类1.1 含义切削力是指在切削过程中刀具和工件同时作用的一对相互作用力。
通俗地讲,它也可以说是在切削加工时,工件材料抵抗刀具切削时产生的阻力。
1.2 分类1.2.1 主切削力主切削力是切削合力分解而来的切向力,是切削合力在主运动方向上的正投影。
它是切削合力最大的一个分力,甚至可以近似地代替总切削力,消耗功率一般在95%左右,是切削加工过程中校核刀具和夹具的强度刚度、校验和设计机床主运动机构,以及校验和选择机床功率所必需的力[2]。
1.2.2 进给力进给力是切削合力分解而来的轴向力,是切削合力在进给运动方向上的正投影。
它在切削合力中所占比例一般较小,消耗约5%的总功率,是设计机床走刀机构强度和计算车刀进给功率所必需的力。
1.2.3 背向力背向力是切削合力分解而来的径向力,是切削合力在垂直于工作平面上的分力,一般不会消耗功率,因此也可以忽略,但在刚性很差的薄壁件中需要考虑它的作用。
它可以确定工件挠度和计算机床零件强度,但也会使工件在切削过程中产生弹性弯曲、引起振动,从而影响加工过程的正常进行]。
2 切削力的来源切削力的来源主要有两个方面:一是切削层金属、切屑和工件表面层金属的弹性变形、塑性变形所产生的抗力;二是刀具与切屑、工件表面间的摩擦阻力。
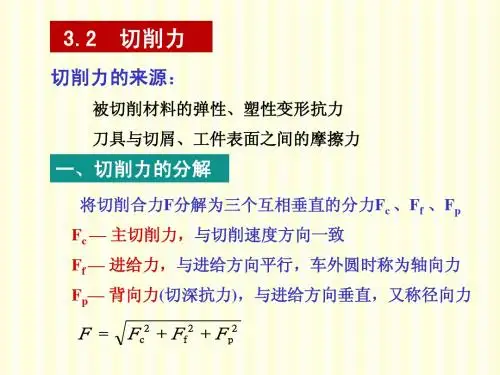
3.2 切削力切削力的来源:被切削材料的弹性、塑性变形抗力刀具与切屑、工件表面之间的摩擦力将切削合力F 分解为三个互相垂直的分力F c 、F f 、F p F c —主切削力,与切削速度方向一致F f —进给力,与进给方向平行,车外圆时称为轴向力F p —背向力(切深抗力),与进给方向垂直,又称径向力2p2f 2c F F F F ++=一、切削力的分解削力二、切削力与切削功率的计算(一)用指数经验公式计算切削力(二)用单位切削力计算切削力单位切削力k c =F c /A c = F c /(a p f ) = F c /(a c a w ) 可查手册∴F c =k c A c K Fc K Fc 为切削条件修正系数式中K Fc 、K Ff 、K Fp为切削条件修正系数,x Fc 、y Fc 、z Fc 等为指数,均可在切削用量手册中查到。
1.切削功率P eP e=P c+P f=Fc v + Ffnwf 10-3≈ Fc v (W)式中F c、F f为切削力、进给力(N);v 为切削速度(m/s);n w为工件转速(r/s);f 为进给量(mm/r)2. 电动机功率P mP m>P c/ηm ηm 为机床传动效率三、影响切削力的因素(一)工件材料的影响(系数CF 或单位切削力kc体现)工件材料的强度、硬度、塑性和韧性越大,切削力越大。
(二)切削用量的影响a p↑→A c成正比↑,k c不变,a p的指数约等于1,因而切削力成正比增加f↑→A c成正比↑,但k c略减小,f 的指数小于1,因而切削力增加但与f 不成正比速度v对F的影响分为有积屑瘤和无积屑瘤两种情况在无积屑瘤阶段,v↑→变形程度↓→切削力减小1. 在积屑瘤增长阶段随v ↑→积屑瘤高度↑变形程度↓,F ↓2. 在积屑瘤减小阶段v↑→变形程度↑,F ↑3. 在无积屑瘤阶段随v ↑,温度升高,摩擦系数↓变形程度↓→ F ↓计算F 时乘以修正系数Kv 或指数z约为-0.15来体现F(三1. 前角γ的影响加工塑性材料时,γ↑→ Φ↑→变形程度↓→F ↓F c 加工脆性材料时,切削变形很小,γ对F影响不显著γ0 >30°或高速切削时,γ0对F影响不显著主偏角κr的影响(1)κr 对Fc影响较小,影响程度不超过10%κr在60°~75°之间时,Fc最小。
激光加热辅助车削高温合金薄壁件变形仿真及试验研究作者:孔宪俊刘世文侯宁郑耀辉王明海来源:《航空科学技术》2024年第02期摘要:机匣件作为航空发动机的重要零部件,是一种典型的薄壁件,其尺寸大、壁薄以及刚性低等特点使得在加工过程中容易发生工件变形、刀具震颤,造成加工精度不达标,以及加工表面质量差等问题。
本文建立高温合金常规车削与激光加热辅助车削模型,并通过试验验证了模型的准确性。
模型最大误差为10.1%,最小误差为5.5%,平均误差为7.8%,处于可接受范围。
然后建立常规车削与激光加热辅助车削薄壁件模型,研究激光加热辅助车削对薄壁件变形的影响。
研究结果表明,与常规车削相比,当激光照射温度达到650℃以上时,激光加热辅助车削切削力分别下降了20.2%、19.8%和15.2%。
激光加热辅助车削能够降低车削薄壁件过程中的加工变形。
与常规车削相比,激光加热辅助车削薄壁件时,加工变形量分别降低了15.6%、12.7%和13.3%。
关键词:激光加热辅助车削;高温合金;薄壁件中图分类号:V261.8 文献标识码:A DOI:10.19452/j.issn1007-5453.2024.02.009基金项目:航空科学基金(2019ZE054005);中国航发自主创新基金(ZZCX-2019-019);沈阳市科技局计划项目(RC210439)镍基高温合金由于其卓越的高温强度、抗氧化、抗热腐蚀,以及抗疲劳等综合性能,已成为航空发动机薄壁件的关键材料[1-2]。
航空发动机机匣件作为一种典型的薄壁件[3],拥有尺寸大、壁薄以及刚性低等特点。
而且由于高温合金自身高强度的特点,加工高温合金时易产生高切削力和高切削温度,因此,在加工高温合金薄壁件过程中容易发生工件变形、刀具震颤,造成薄壁件加工精度不達标以及加工表面质量差[4]。
因此,研究薄壁件加工时产生的切削力,对提高薄壁件的加工精度和表面质量具有重大意义。
卫星驰等[5]针对薄壁件铣削时工件变形导致铣削力预测不准确的问题,建立了一种考虑工件变形的铣削力预测模型,并进行了试验验证,试验结果表明模型误差小于4.42%。
切削力在切削加工中,切削力是一个特别重要的参数,切削热、刀具磨损等物理现象都与切削力有关,切削力还是设计和使用机床、刀具、夹具的重要依据。
一、切削力与切削功率1.切削力切削时,使被加工材料发生变形成为切屑所需的力称为切削力。
使被加工材料发生变形所需克服的力主要是:1)切削层材料和工件表面层材料对弹性变形、塑性变形的抗力。
2)刀具前刀面与切屑、刀具后刀面与工件表面间的摩擦阻力。
2.切削合力与分力上述各力的总和形成作用在车刀上的合力。
可将分解为、和三个相互垂直的分力。
垂直于基面,与切削速度的方向全都,称为切削力(也称切向力、主切削力)。
是计算切削功率和设计机床的主要参数。
平行于基面,并与进给方向相垂直,称为背向力。
平行于基面,并与进给方向平行,称为进给力。
在上述三个分力中,值最大,约为,约为。
3.切削功率消耗在切削过程中的功率称为切削功率,用表示。
由于在方向的位移微小,可以近似认为不作功,不消耗功率。
依据切削功率选择机床电动机功率时,还要考虑机床的传动效率。
4.单位切削力的概念单位切削面积上的切削力称为单位切削力。
二、切削力阅历计算公式1.切削力的测量2.切削力阅历计算公式三、影响切削力的因素1.工件材料的影响工件材料的强度、硬度越高,切削力越大。
切削脆性材料时,被切材料的塑性变形及它与前刀面的摩擦都比较小,故其切削力相对较小。
2.切削用量的影响(1)背吃刀量和进给量和增大,都会使切削力增大,但两者的影响程度不同。
增大时,变形系数不变,切削力成正比增大;增大时,有所下降,故切削力不成正比增大。
在车削力的阅历计算公式中,的指数近似等于1,的指数小于1。
在切削层面积相同的条件下,采纳大的进给量比采纳大的背吃刀量的切削力小。
(2)切削速度切削塑性材料时,在无积屑瘤产生的切削速度范围内,随着的增大,切削力减小;这是由于增大时,切削温度上升,摩擦系数减小,从而使减小,切削力下降。
在产生积屑瘤的状况下,刀具的实际前角是随积屑瘤的成长与脱落变化的。
钨钢刀具的优化设计与切削性能分析一、引言钨钢刀具作为一种关键的切削工具,在机械加工领域中发挥着重要的作用。
优化设计和切削性能分析是提高钨钢刀具性能和使用寿命的关键方面。
本文将探讨钨钢刀具的优化设计和切削性能分析的相关问题。
二、钨钢刀具的优化设计2.1 材料选择钨钢是一种高强度、高硬度、高温稳定性的合金材料,因此被广泛应用于刀具制造。
在优化设计时,需要根据具体的加工对象和加工要求选择合适的钨钢材料。
例如,对于切削硬度较高的材料,如不锈钢和合金钢,应选择具有较高硬度和热稳定性的钨钢材料。
2.2 刀具几何参数设计刀具几何参数的设计与切削性能密切相关。
常用的刀具几何参数包括刃角、刃长、刃片间距等。
刀具的刃角决定了刀具的切向力和切削温度。
合理选择刀具的刃角可以降低切削力和切削温度,提高切削效率和刀具寿命。
刃长和刃片间距对于切削精度和切削稳定性也有重要影响,需要根据具体的加工要求进行设计。
2.3 刀具涂层设计刀具涂层是提高刀具耐磨性和降低切削温度的有效手段。
常见的刀具涂层材料有TiN、TiCN、TiAlN等。
通过合理选择涂层材料和涂层厚度,可以显著提高刀具的硬度和耐磨性,延长刀具的使用寿命。
同时,刀具涂层还可以降低切削温度,减少切削产生的热变形和应力,提高加工质量。
三、切削性能分析3.1 切削力分析切削力是评价切削性能的重要指标之一。
切削力大小直接影响着切削过程中的能耗和切削效率。
通过建立切削力的数学模型,可以预测和优化切削力的大小。
常见的影响切削力的因素包括刀具的几何形状、切削速度、进给速度等。
根据具体的加工要求,可以通过优化刀具的几何参数和选择合适的切削条件来降低切削力。
3.2 切削温度分析切削温度是切削过程中的另一个重要指标。
高温会导致刀具磨损加剧、刀具寿命缩短和加工表面质量下降。
因此,降低切削温度是提高刀具性能和延长刀具寿命的关键。
切削温度的大小取决于切削速度、进给速度、刀具涂层和冷却液等因素。
合理选择切削条件和冷却液的使用方式可以有效控制切削温度。
您要打印的文件是:切削力计算的经验公式打印本文切削力计算的经验公式作者:佚名转贴自:本站原创度压缩比有所下降,但切削力总趋势还是增大的。
强度、硬度相近的材料,塑性大,则与刀面的摩擦系数μ也较大,故切削力增大。
灰铸铁及其它脆性材料,切削时一般形成崩碎切屑,切屑与前刀面的接触长度短,摩擦小,故切削力较小。
材料的高温强度高,切削力增大。
⑵切削用量的影响①背吃刀量和进给量的影响背吃刀量ap或进给量f加大,均使切削力增大,但两者的影响程度不同。
加大ap 时,切削厚度压缩比不变,切削力成正比例增大;加大f加大时,有所下降,故切削力不成正比例增大。
在车削力的经验公式中,加工各种材料的ap指数xFc≈1,而f的指数yFc=0.75~0.9,即当ap加大一倍时,Fc也增大一倍;而f加大一倍时,Fc只增大68%~86%。
因此,切削加工中,如从切削力和切削功率角度考虑,加大进给量比加大背吃刀量有利。
②切削速度的影响在图3-15的实验条件下加工塑性金属,切削速度vc>27m/min 时,积屑瘤消失,切削力一般随切削速度的增大而减小。
这主要是因为随着vc的增大,切削温度升高,μ下降,从而使ξ减小。
在vc<27m/min时,切削力是受积屑瘤影响而变化的。
约在vc=5m/min时已出现积屑瘤,随切削速度的提高,积屑瘤逐渐增大,刀具的实际前角加大,故切削力逐渐减小;约在vc=17m/min处,积屑瘤最大,切削力最小;当切削速度超过vc=17m/min,一直到vc=27m/min时,由于积屑瘤减小,使切削力逐步增大。
图3-15 切削速度对切削力的影响切削脆性金属(灰铸铁、铅黄铜等)时,因金属的塑性变形很小,切屑与前刀面的摩擦也很小,所以切削速度对切削力没有显著的影响。
⑶刀具几何参数的影响①前角的影响前角γo加大,被切削金属的变形减小,切削厚度压缩比值减小,刀具与切屑间的摩擦力和正应力也相应下降。
因此,切削力减小。
但前角增大对塑性大的材料(如铝合金、紫铜等)影响显著,即材料的塑性变形、加工硬化程度明显减小,切削力降低较多;而加工脆性材料(灰铸铁、脆铜等),因切削时塑性变形很小,故前角变化对切削力影响不大。
金属切削原理中的切削力分量的解析计算方法在金属切削加工过程中,切削力是一个重要的物理量,它直接影响切削质量、刀具寿命和机械设备的稳定性。
准确地计算切削力分量对于优化金属切削过程、提高生产效率具有重要意义。
本文将介绍金属切削原理中常见的三个切削力分量:主切削力、侧切削力和进给力,并阐述其解析计算方法。
1. 主切削力的解析计算方法主切削力是切削加工中最主要的切削力分量,它沿工件的切削方向生效。
主切削力的计算依赖于切削力系数(Kc)、切削宽度(ao)和切削厚度(t)。
主切削力的计算公式如下:Fc = Kc × ao × t其中,Fc为主切削力,单位为牛顿(N);Kc为切削力系数,其值与切削材料、切削条件等有关;ao为切削宽度,单位为毫米(mm);t为切削厚度,单位为毫米(mm)。
2. 侧切削力的解析计算方法侧切削力是与主切削力垂直的切向力,它的大小直接影响切削刀具的振动和工件表面质量。
侧切削力的计算需要考虑刀具的几何参数、刀具偏角等因素。
侧切削力的计算公式如下:Fs = Ks × ae × t × tan(φ)其中,Fs为侧切削力,单位为牛顿(N);Ks为侧切削力系数,其值与切削条件、刀具材料等有关;ae为侧切削宽度,单位为毫米(mm);t为切削厚度,单位为毫米(mm);φ为刀具偏角。
3. 进给力的解析计算方法进给力是将工件推入切削区域所需的力量,它直接影响工件的进给速度和加工精度。
进给力的计算需要考虑刀具尺寸、进给速度、切削宽度等因素。
进给力的计算公式如下:Ff = Kf × f × ae其中,Ff为进给力,单位为牛顿(N);Kf为进给力系数,其值与切削条件、刀具材料等有关;f为进给速度,单位为毫米/转(mm/rev);ae为切削宽度,单位为毫米(mm)。
在实际切削过程中,切削力的计算可以通过试验测量和模拟仿真方法进行。
试验测量需要使用专用的力测量设备,并进行一系列的实验来获取切削力分量的准确值。