数控加工工序卡片
- 格式:doc
- 大小:86.50 KB
- 文档页数:3
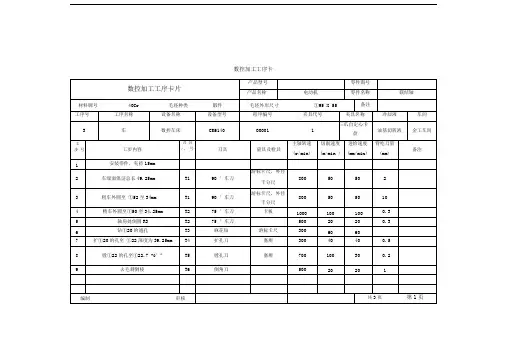
附表1 机械加工工艺过程卡片1附表2 机械加工工艺过程卡片23附表3 机械加工工艺过程卡片4附表4 数控加工工序卡5附表5 数控加工工序卡6附表6 数控加工工序卡7附表7 数控加工工序卡8附表8 数控加工刀具卡片9附表9 数控加工刀具卡片10附表10 数控加工刀具卡片11附表11 数控加工进给路线图廓12附表12 数控加工进给路线图廓13附表13 数控加工进给路线图廓14附表14 数控加工进给路线图03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工15附表15 数控加工进给路线图04 钻铰所有孔立式加工中心XH714O0003 专用夹具乳化液数控加工16附表16 数控加工进给路线图05 钻铰Φ11孔立式加工中心XH714O0004 专用夹具乳化液数控加工17附录17 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0 N0070 X.7139 Y.417N0080 X.0042 Y-.8268N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y-1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y1.2104N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.018N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-1.5748 R1.1811 F9.8 Q0.0 N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988 N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M021920。

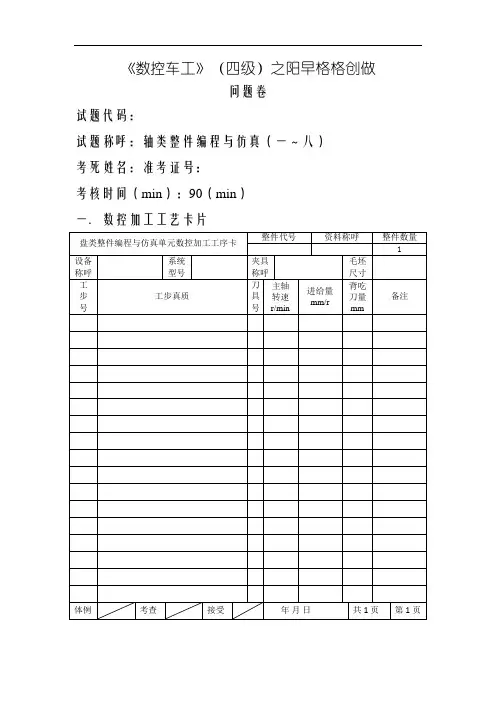
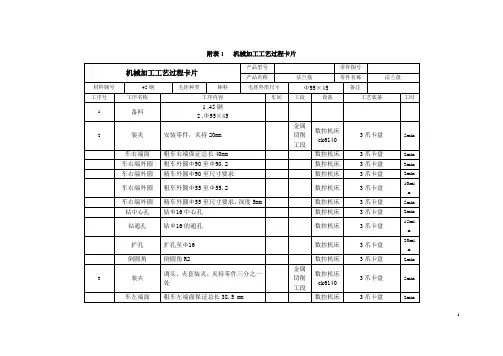
《数控车工》(四级)之阳早格格创做问题卷试题代码:试题称呼:轴类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片问题卷试题代码:试题称呼:盘类整件编程与仿真(一~八)考死姓名:准考证号:考核时间(min):90(min)一.数控加工工艺卡片两.数控刀具卡片《数控车工》(四级)试题单试题代码:试题称呼:轴类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:盘类整件编程与仿真(一)考死姓名:准考证号:考核时间:90(min)1、收配条件(1)估计机.(2)数控加工仿真硬件.(3)整件图纸(图号).2、收配真质(1)体例数控加工工艺.(2)脚工体例加工步调.(3)数控加工仿真.3、收配央供正在指定盘符路径修坐一文献夹,文献夹名为考死准考证号,数控加工仿真截止保存至该文献夹.文献名:考死准考证号_FZ.(1)挖写数控加工工艺卡片战数控刀具卡片.(2)假造中圆车刀战镗孔刀的刀尖圆弧半径不允许设定为整.(3)螺纹底径按螺纹脚册确定编程.(4)螺纹左旋、左旋以假造仿真机床为准.(5)屡屡拆夹加工只允许有一个主步调.(6)第一次拆夹加工主步调名为O0001(FANUC)大概P1(PA),第两次拆夹加工主步调名为O0002(FANUC)大概P2(PA).注:盘符路径由审定站天圆审定时指定.《数控车工》(四级)试题单试题代码:试题称呼:轴类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单《数控车工》(四级)试题单试题代码:试题称呼:盘类整件加工(一)考死姓名:准考证号:考核时间:150min1、收配条件(1)数控车床(FANUC大概PA);(2)中圆车刀、镗孔刀、中径千分尺、内测千分尺、游标卡尺等工量具;(3)整件图纸(图号);(4)提供的数控步调已正在机床中.2、收配真质(1)根据整件图纸(图号)战加工步调完毕整件加工;(2)整件尺寸自检;(3)文化死产战机床浑净.3、收配央供(1)根据整件图纸(图号)战数控步调证明单安插加工程序;(2)根据数控步调证明单拆置刀具、修坐工件坐标系、输进刀具参数;(3)步调中的切削参数不本质指挥意思,教员能阅读步调并根据本质加工央供安排切削参数;(4)按整件图纸(图号)完毕整件加工;(5)收配历程中爆收碰刀等宽沉死产事变者,审定坐时末止.FANUC系统步调证明单PA系统步调证明单试题评分表试题代码:1.1.1试题称呼:轴类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:1.2.1试题称呼:盘类整件编程与仿真(一)准考证号:考核时间(min):90min考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.1.1试题称呼:轴类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)1、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.2、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.3、整件有宽沉的碰伤、过切,不予评分.4、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.5、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)试题评分表试题代码:2.2.1试题称呼:盘类整件加工(一)准考证号:考核时间(min):150min以下情况为反对项:(出现以下情况原部分不予评分,按0分计)6、任一项的尺寸超好>以上(≤2mm的倒角战倒圆除中),不予评分.7、整件加工不完备(≤2mm的倒角战倒圆除中),不予评分.8、整件有宽沉的碰伤、过切,不予评分.9、收配历程中爆收碰刀等宽沉死产事变者,坐刻末止其审定.10、共类刀片只允许使用一片.考评员(签字):“评介因素”得分=配分×等第比值《数控车工》(四级)审定规划一、审定办法:数控车工(四级)的审定办法分为表里知识考查战收配技能考核.表里知识考查采与关卷估计机机考办法,收配技能考核采与现场本质收配办法.表里知识考查战收配技能考核均真止百分造,结果皆达60分及以上者为合格.表里知识大概收配技能不迭格者可按确定分别补考.二、表里知识考查规划(考查时间90分钟)三、收配技能考核规划考核名目表四. 组卷(审定核心用)表里知识审定组卷(考查时间90分钟):收配技能考核组卷:注:脚工编程与数控加工仿真模块战数控车床收配与整件加工模块为统一试题单《数控车工》(四级)收配技能审定因素细目表《数控车工》(四级)审定所树坐技能央供注:原表所列不过原工做(等第)收配技能审定每一种工位必须摆设的设备及设备附属品战消耗品、牢固需要的工具等,其余审定处事所需的资料、样品、半废品、文具、工具、耗材等,将正在试题单上另止列出,并证明是审定所准备仍旧考死准备;有几个工位共时处事的,原单所列依工位数量减少.。
学生毕业设计任务书批次、层次、专业专科起点本科机械设计制造及自动化校外学习中心学生姓名_____ ______ 学号____ ____一、毕业设计(论文)题目轴承盖板零件数控加工工艺过程及编程分析二、毕业论文工作自2013 年7 月 1 日起至2013 年9 月20 日止三、毕业论文内容要求:(一)、选题要求同学们选题时请注意:1、本次毕业设计共设置了工装类、数控类、机电数控改造类、设备类共四大类型的设计题目,同学们可任选其中一种类型作为自己的设计题目。
2、学生可从本设计任务书后的附件中(附件中设置了15个数控类题目)选择其中一个题目作为自己的毕业设计题目。
3、除上述毕业设计题目类型外,欢迎有条件的同学们结合自己的生产实际自拟毕业设计题目,要求必须与机械或机电相结合的题目(如液压系统设计、各种生产机械结构设计分析、电控系统等),不能自拟与机械或机电类无关的题目。
所有自拟题目均需由指导老师认定。
4、凡根据生产实践进行自拟毕业设计题目的同学,请注意:(1)弄清所设计系统的工件原理(含原理图、结构基本组成、每一部分的作用、在生产中的应用情况);(2)设计过程的分析(对每一部分的设计须进行详细说明,包括其中的尺寸、参数的设定,每一个参数要有相应的设计依据,机械结构要有强度、刚度的计算与分析;电气、液压系统要有功能的分析及各种元件的计算与选型的相关分析)(3)机械结构类要求要有装配图(0#图1张、关键零件图2#图纸1张);液压系统类要求有液压系统原理图1#图纸1张,液压缸的零件图2#图纸1张;电气系统要求有原理图1#图纸1张;(4)学生选定自拟题目后,需及时与指导老师沟通,由指导老师认可后方能进行毕业设计,否则后果自负。
(5)自拟题目的毕业设计在设计完成后需提供设计说明书1份。
设计中的各种文档,均要求按网院毕业设计的相关要求进行。
(二)、数控类设计的主要内容1、分析零件图样根据图样,画出零件图,对工件的形状、尺寸、精度等级、表面粗糙度、材料和热处理等技术要求进行分析。
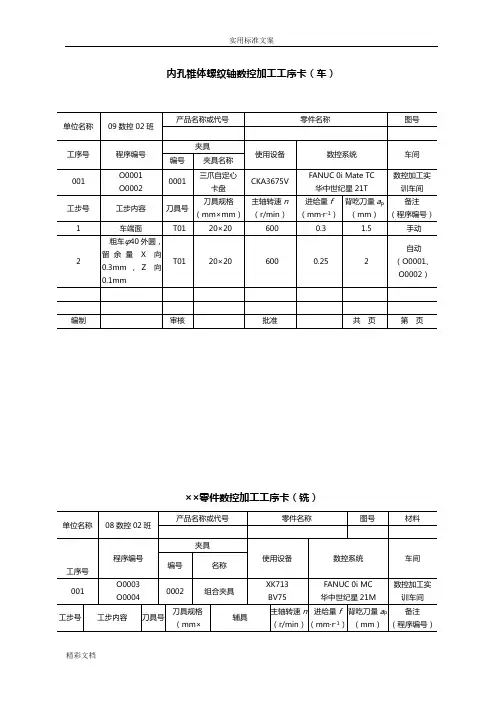
湖南省数控技术专业技能抽查(高职)零件机械加工工艺过程卡片卡片编号 NO:湖南省技能抽测机械加工工艺过程卡产品型号零件图号X 2 共页产品名称零件名称数控铣削零件第页零件件号材料牌号45号钢毛坯种类板材单件重量公斤净重数控程序名O0001O0002O0003O1000O3000每台件数规格尺寸100*100*23 毛重工序号工序名称工步号工序工步内容设备名称型号工艺准备工艺简图夹具刀具量具1 下料1 切割外形下料机虎钳游标卡尺2精铣毛坯六个面至尺寸100.5*100.5*23.5铣床XH713A虎钳T01∅20游标卡尺3平磨上下面两个面至尺寸100*100*23磨床外径千分尺2 粗加工1装夹工件,以毛坯两个侧面与底面为基准,用百分表打表校正工件。
粗铣外轮廓至尺寸87*91mm,单边留精加工余量0.3mm,深9.98mm。
铣床XH713A虎钳T02∅20游标卡尺2 粗加工槽至尺寸∅31mm,单边留精加工余量0.3mm,深5mm。
铣床XH713A虎钳T02∅20深度千分尺3 精加工1精铣外轮廓至尺寸86*90,深9.98mmT03∅10游标卡尺深度千分尺2精加工槽至尺寸∅32,深5mm铣床XH713A虎钳T03∅104 钻孔1钻工件上所有孔的中心孔,深度为3mm铣床XH713A虎钳T04∅3 2钻孔∅12,深度为10mm铣床XH713A虎钳T05∅12深度千分尺粗加工外轮廓简图:只标注外轮廓加工的尺寸,粗加工槽的简图:只标注槽的加工尺寸精加工外轮廓的简图:只标注外形的精加工尺寸精加工槽的简图:只标注精加工槽的尺寸钻孔的简图:只标注钻孔的尺寸。
机械加工实用工艺过程及工序卡片机械加工是一种常见的制造工艺,通过在加工工序中使用机械设备将原材料进行加工,以获得所需要的最终产品。
机械加工过程通常包括各种工序,每一个工序都有着特定的工艺要求,为此,制定工序卡片是非常重要的。
下面是一份机械加工实用工艺过程及工序卡片的范例:工件名称:零件A工序序号:1工序名称:车削外圆设备名称:数控车床刀具类型:外圆车刀刀具编号:T001切削方式:顺切加工程序:G01X100Z10切削速度:150 m/min进给速度:0.1 mm/r切削深度:1 mm工件材料:钢工序序号:2工序名称:镗孔设备名称:数控镗床刀具类型:铰式刀具刀具编号:T002切削方式:顺切加工程序:G01X50Y50切削速度:100 m/min 进给速度:0.05 mm/r 切削深度:2 mm工件材料:铜工序序号:3工序名称:铣削平面设备名称:立式铣床刀具类型:平面铣刀刀具编号:T003切削方式:插切加工程序:G01X80Y80切削速度:180 m/min 进给速度:0.1 mm/r切削深度:0.5 mm工件材料:铝合金以上是工艺过程及工序卡片的一部分示例。
在实际的工程实施中,可能还需要其他的信息,如夹具、夹具定位、工序间隔时间等等。
这些信息需要根据具体的工程要求进行补充。
在制定工艺过程及工序卡片时,需要考虑以下几个方面:1.工艺要求:根据零件的要求,确定所需的工序及顺序。
2.设备选择:根据工艺要求,选择适合的加工设备进行加工。
3.刀具选择:根据零件的加工要求,选择适合的刀具进行加工。
4.参数设定:根据刀具、材料等因素,确定切削速度、进给速度等加工参数。
5.运行程序:编写相应的数控程序或手动操作程序,确保正确的加工过程。
通过制定工艺过程及工序卡片,工作人员可以根据卡片上的信息进行操作,大大提高了工作效率和工作质量。
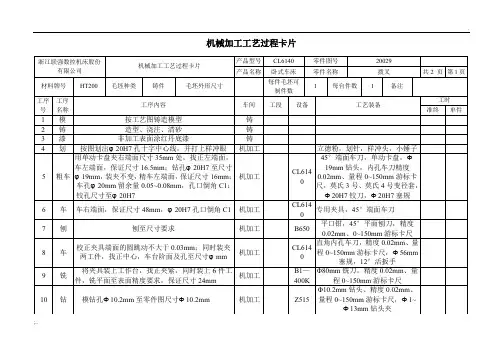
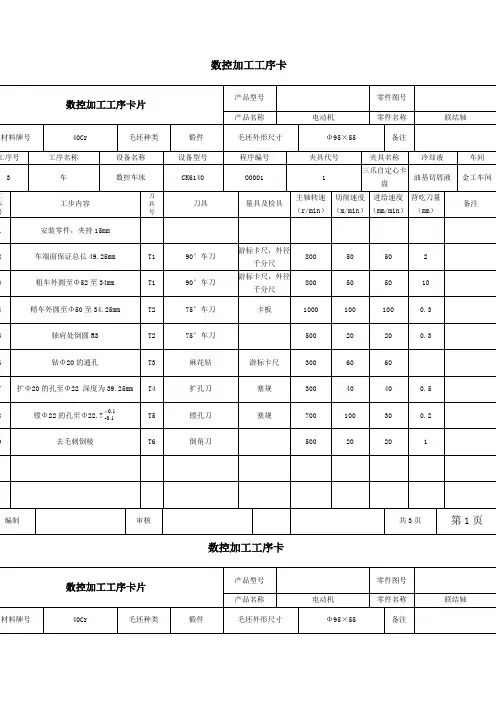
机械加工工艺过程卡片浙江联强数控机床股份有限公司机械加工工艺过程卡片产品型号产品名称CL6140卧式车床零件图号零件名称20029拨叉材料牌号工序号123410 HT200 毛坯种类铸件毛坯外形尺寸每件毛坯可制件数每台件数备注工序名称粗车工序内容按工艺图铸造模型造型、浇注、清砂非加工表面涂红丹底漆按图划出© 20H7孔十字中心线,并打上样冲眼用单动卡盘夹右端面尺寸35mm处,找正左端面,车左端面,保证尺寸16.5mm;钻孔© 20H7至尺寸©19mm,装夹不变,精车左端面,保证尺寸16mm;车孔© 20mm留余量0.05~0.08mm,孔口倒角C1; 铰孔尺寸至© 20H7车右端面,保证尺寸48mm,© 20H7孔口倒角C1刨至尺寸要求校正夹具端面的圆跳动不大于0.03m m;同时装夹两工件,找正中心,车台阶面及孔至尺寸©mm将夹具装上工作台,找正夹紧,同时装上6件工件,铣平面至表面精度要求,保证尺寸24mm模钻孔①10.2mm至零件图尺寸①10.2mm车间工段设备工艺装备准终工时—-单件机加工机加工机加工机加工机加工机加工机加工CL614CL614B650CL614B1 -400KZ515立德粉,划针,样冲头,小锤子45°端面车刀,单动卡盘,①19mm钻头,内孔车刀精度0.02mm、量程0~150mm游标卡尺,莫氏3号、莫氏4号变径套,①20H7铰刀,①20H7塞规专用夹具,45°端面车刀平口钳,45°平面刨刀,精度0.02mm、0~150mm 游标卡尺直角内孔车刀,精度0.02mm、量程0~150mm游标卡尺,①56mm塞规,12 活扳手①80mm铣刀,精度0.02mm、量程0T50mm游标卡尺①10.2mm钻头、精度0.02mm、量程0T50mm游标卡尺,①1~①13mm钻头夹设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工艺过程卡片按油漆工艺涂上油漆综合检查,① 4mm锥销孔装配时做出清洗干净,在无油漆面上涂上防锈油,入库标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)审核(日期)标准化(日期)会签(日期)浙江联强数控机床股份有限公司机械加工工艺过程卡片产品型号产品名称CL6140材料牌号工序号11HT200 毛坯种类铸件毛坯外形尺寸卧式车床每件毛坯可制件数零件图号零件名称20029拨叉工序名称工序内容车间工段设备工艺装备准终工时―单件模钻孔①10H7至①9.9mm,铰孔至①10H7 机加工Z32K①9.9mm钻头,①10H7铰刀,①1~O 13mm钻头夹,精度0.02mm、量程0~150mm游标卡尺,①10H7塞规12H14漆检入库每台件数备注。