2016年10月份碳钢热轧卷板
- 格式:pdf
- 大小:153.24 KB
- 文档页数:7

包晶钢成分优化,降低卷板边裂率李金波*,唐恒国,胡志刚,李任春(河北钢铁集团邯钢公司,河北邯郸056015)摘要:针对包晶钢种卷板边部集中出现的横裂纹情况,通过对卷板缺陷分析,调整钢水成分(将钢中硅含量降至痕量,调高碳锰含量)调整包晶点,有效避开包晶峰值,降低包晶反应对铸坯表面质量的影响,同时对连铸其他工艺进行优化:冷却系统优化、铸机精度保证、保护渣优化等工艺条件的优化对铸坯质量进行有效控制,卷板边部裂纹得到有效控制。
关键词:包晶钢;成分;边裂前言热轧卷板边部裂纹缺陷,成为影响卷板质量的重要因素,长期以来以连铸坯表面质量攻关为解决问题的重点方向。
本文通过对产生较多的低合金高强度钢种的卷板缺陷分析,发现连铸坯的角部横向裂纹(角横裂)是热轧卷板边裂缺陷的起源。
结合邯钢新区炼钢厂连铸机生产情况,分析了板坯角横裂的形成原因。
根据实际工艺条件,调整钢水成分,有效避开包晶点,降低包晶反应对铸坯表面质量的影响,同时对连铸其他工艺进行优化措施,热轧卷板表面边裂的发生率大幅度降低。
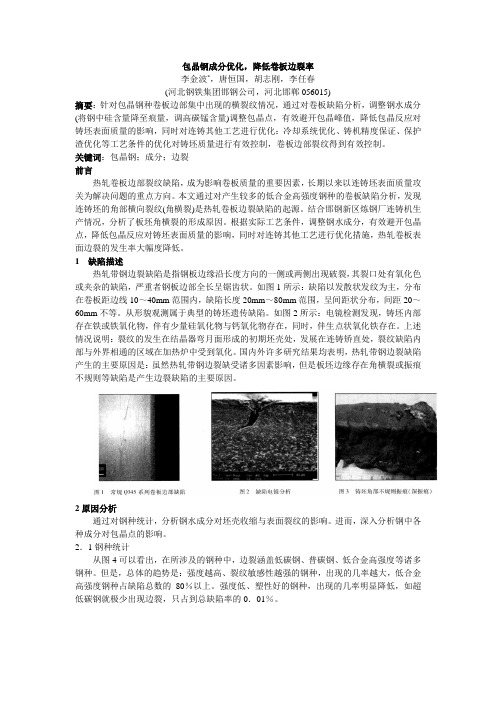
1 缺陷描述热轧带钢边裂缺陷是指钢板边缘沿长度方向的一侧或两侧出现破裂,其裂口处有氧化色或夹杂的缺陷,严重者钢板边部全长呈锯齿状。
如图1所示:缺陷以发散状发纹为主,分布在卷板距边线10~40mm范围内,缺陷长度20mm~80mm范围,呈间距状分布,间距20~60mm不等。
从形貌观测属于典型的铸坯遗传缺陷。
如图2所示:电镜检测发现,铸坯内部存在铁或铁氧化物,伴有少量硅氧化物与钙氧化物存在,同时,伴生点状氧化铁存在。
上述情况说明:裂纹的发生在结晶器弯月面形成的初期坯壳处,发展在连铸矫直处,裂纹缺陷内部与外界相通的区域在加热炉中受到氧化。
国内外许多研究结果均表明,热轧带钢边裂缺陷产生的主要原因是:虽然热轧带钢边裂缺受诸多因素影响,但是板坯边缘存在角横裂或振痕不规则等缺陷是产生边裂缺陷的主要原因。
2原因分析通过对钢种统计,分析钢水成分对坯壳收缩与表面裂纹的影响。



钢筋种类很多,通常按化学成分、生产工艺、轧制外形、供应形式、直径大小,以及在结构中的用途进行分类:1.按化学成分分碳素钢钢筋和普通低合金钢筋。
碳素钢钢筋按碳量多少,又分为低碳钢钢筋(含碳量低于0.25%,如I级钢筋),中碳钢钢筋(含碳量0.25%~0.7%,如IV级钢筋),高碳钢钢筋(含碳量0.70%~1.4%,如碳素钢丝),碳素钢中除含有铁和碳元素外,还有少量在冶炼过程中带有的硅、锰、磷、硫等杂质。
普通低合金钢钢筋是在低碳钢和中碳钢中加入少量合金元素,获得强度高和综合性能好的钢种,在钢筋中常用的合金元素有硅、锰、钒、钛等,普通低合金钢钢筋主要品种有:20MnSi、40Si2MnV、45SiMnTi等。
各种化学成分含量的多少,对钢筋机械性能和可焊性的影响极大。
一般建筑用钢筋在正常情况下不作化学成分的检验,但在选用钢筋时,仍需注意钢筋的化学成分。
下面介绍钢筋中主要的五种元素对其性能的影响。
碳(C):碳与铁形成化合物渗碳体(Fe3C),材性硬且脆,钢中含碳量增加渗碳体量就大,钢的硬度和强度也提高,而塑性和韧性则下降,材性变脆,其焊接性也随之变差。
锰(Mn):它是炼钢时作为脱氧剂加入钢中的,可使钢的塑性及韧性下降,因此含量要合适,一般含量在1.5%以下。
硅(Si):它也是作为脱氧剂加入钢中的,可使钢的强度和硬度增加。
有时特意加入一些使其含量大于0.4%,但不能超过0.6%,因为它含量大时与碳(C)含量大时的作用一样。
硫(S):它是一种导致钢热脆性、使钢在焊接时出现热裂纹的有害杂质。
它在钢中的存在使钢的塑性和韧性下降。
一般要求其含量不得超过0.045%。
磷(P):它也是一种有害物质。
磷使钢容易发生冷脆并恶化钢的焊接性能,尤其在200℃时,它可使钢材或焊缝出现冷裂纹。
一般要求其含量低于0.045%,即使有些低合金钢也必须控制在0.050%~0.120%之间。
2.按轧制外形分(1)光面钢筋:I级钢筋(Q235钢钢筋)均轧制为光面圆形截面,供应形式有盘圆,直径不大于10mm,长度为6m~12m。

冷轧的定义是再结晶下的轧制,但一般理解为使用常温轧制材料的轧制.铝冷轧分为板轧和箔轧.厚度在0.15~以上的称为板,0.15~以下的称为箔.欧美多采用3~6台连续式轧机作为冷轧设备生产工艺生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。
而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。
规格:厚度为0.2-4mm,宽度为600-2 000mm,钢板长度为1 200-6 000mm。
牌号:Q195A-Q235A、Q195AF-Q235AF、Q295A(B)-Q345 A(B);SPCC、SPCD、SPCE、ST12-15;DC01-06性能:主要采用低碳钢牌号,要求具有良好的冷弯和焊接性能,以及一定的冲压性能。
应用领域冷轧板带用途很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。
冷轧薄钢板是普通碳素结构钢冷轧板的简称,也称冷轧板,俗称冷板,有时会被误写成冷扎板。
冷板是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。
由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。
适用牌号:Q195、Q215、Q235、Q275;SPCC(日本牌号);ST12(德国牌号)符号:1、Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最好,能较好地满足一般的使用要求,所以应用范围十分广泛。
2、S-钢(Steel)、P-板(Plate)、C-冷轧(cold)、第四位C-普通级(common)。
新钢1580mm生产线热轧卷板质量缺陷判定标准及图谱本标准主要根据表面检测仪上的带钢上下表面缺陷等级和近来热卷质量异议情况来确立判定依据的,并对热卷的质量异议图片、表面检测仪上的图片和现场钢卷图片缺陷组成缺陷图谱,对缺陷的特征、产生的原因、预防措施和检查判定进行了归纳。
本标准主要分以下三大部分。
一、表面检测仪缺陷等级划分;二、钢卷缺陷判定标准;三、热轧卷缺陷图谱。
本标准起草人:唐小勇、朱永宽。
一、表面检测仪缺陷等级划分上下表面仪上表面缺陷等级分为5级:轻微为1,2级——显示为鲜绿色。
一般缺陷为3级——显示为黄色严重缺陷为4级——显示为淡红色极严重缺陷为5级——显示为红色1级的缺陷面积<2mm*2mm2级的缺陷面积在(2mm*2mm——5mm*5mm)之间3级的缺陷面积在(5mm*5mm——10mm*10mm)之间4级的缺陷面积在(10mm*10mm——15mm*15mm)之间5级的缺陷面积>15mm*15mm二、钢卷缺陷判定标准(客户有特殊要求时,按客户特殊要求进行;否则,按以下标准判定。
)表1缺陷类型钢种国内或出口判定标准补充规定结疤或重皮(见缺陷图谱1)冷轧基料和管线钢国内只允许边部10mm以内存在,否则判订单外。
对于只是在带钢头尾存在重皮或结疤,要对其进行切除处理。
出口热轧商品卷国内只允许边部15mm以内存在,否则判订单外。
出口只允许边部10mm以内存在,否则判订单外。
气泡(见缺陷图谱2)冷轧基料和管线钢国内只允许边部15mm以内存在气泡,且在带钢边部的长度方向每米不多于1个,缺陷宽度<6mm、长度<20mm,可放行。
对不符合判定标准的钢卷判订单外,临时封锁,上平整线做第二次判定。
出口只允许边部10mm以内存在气泡,且在带钢边部的长度方向每米不多于1个,缺陷宽度<6mm、长度<20mm,可放行。
热轧商品卷国内①允许边部25mm以内存在气泡,且在带钢边部的长度方向每米不多于1个,缺陷宽度<6mm、长度<20mm,可放行;②对于国内的热轧商品卷,带钢宽度其它部位若出现翘皮,只要在表面缺陷等级≤3级,且相邻两个缺陷沿轧制方向的距离超过3米,可放行。
镀锌板材质钢板的分类及国内外钢板牌号表示方法一、钢板(包括带钢)的分类:1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板2、按生产方法分类:(1)热轧钢板(2)冷轧钢板3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装甲钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他二、普通及机械结构用钢板中常见的日本牌号1、日本钢材(JIS系列)的牌号中普通结构钢主要由三部分组成第一部分表示材质,如:S (Steel)表示钢,F(Ferrum)表示铁;第二部分表示不同的形状、种类、用途,如P(Plate) 表示板,T(Tube)表示管,K(Kogu)表示工具;第三部分表示特征数字,一般为最低抗拉强度。
如:SS400——第一个S表示钢(Steel),第二个S表示“结构”(Structure),400为下限抗拉强度400MPA,整体表示抗拉强度为400MPa的普通结构钢。
2、SPHC——首位S为钢Steel的缩写,P为板PLate的缩写,H为热Heat的缩写,C为商业Commercial的缩写,整体表示一般用热轧钢板及钢带。
3、SPHD——表示冲压用热轧钢板及钢带。
4、SPHE——表示深冲用热轧钢板及钢带。
5、SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A牌号。
其中第三个字母C为冷Cold的缩写。
需保证抗拉试验时,在牌号末尾加T为SPCCT。
6、SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳素结构钢。
7、SPCE——表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。
需保证非时效性时,在牌号末尾加N为SPCEN。
冷轧碳素钢薄板及钢带调质代号:退火状态为A,标准调质为S,1/8硬为8,1/4硬为4,1/2硬为2,硬为1。
工程编号:GT03A012版本号:A修改号:宁波建龙1780mm热轧带钢工程三电基本设计规格书设计:建龙1780mm热轧带钢工程项目组审核:批准:北京金自天正智能控制股份有限公司2003年6月目录第 1 章建龙1780mm热轧带钢生产线工艺及设备............................... 1-1 1.1设计依据....................................................................................................................................... 1-1 1.2设计范围与设计原则................................................................................................................... 1-1 1.2.1.1设计范围.............................................................................................................................. 1-1 1.2.2设计原则 .................................................................................................................................. 1-1 1.3生产规模、成品大纲与金属平衡............................................................................................... 1-2 1.3.1生产规模 .................................................................................................................................. 1-2 1.3.2成品大纲 .................................................................................................................................. 1-2 1.3.3金属平衡 .................................................................................................................................. 1-4 1.4生产线主要设备组成与布置....................................................................................................... 1-4 1.5生产线工艺简述..........................................................................................................................1-10 1.5.1生产线工艺流程 .....................................................................................................................1-10 1.5.2生产线工艺与装备主要特点 .................................................................................................1-13 第 2 章自动化控制系统综述 ................................................................... 2-1 2.1自动化控制系统总体配置方案................................................................................................... 2-1 2.1.1网络系统 .................................................................................................................................. 2-1 2.1.2过程机系统 .............................................................................................................................. 2-9 2.1.3HMI设备 ................................................................................................................................2-12 2.1.3.1HMI服务器........................................................................................................................2-12 2.1.3.2HMI ....................................................................................................................................2-12 2.1.3.3打印机.................................................................................................................................2-14 2.1.4PLC设备.................................................................................................................................2-14 2.2系统设备配置与功能分配..........................................................................................................2-18 2.2.1过程自动化系统的配置和功能 .............................................................................................2-18 2.2.2HMI服务器的配置和功能 ....................................................................................................2-20 2.2.3HMI的配置和功能 ................................................................................................................2-20 2.2.3.1L2级HMI的功能分配 .....................................................................................................2-20 2.2.3.2L1级HMI的功能分配 .....................................................................................................2-21 2.2.4基础自动化控制系统PLC、TDC 的控制功能 ..................................................................2-25 2.3轧线自动化控制系统的控制方式及非正常情况处理 ..............................................................2-33 2.3.1轧线自动化控制系统的控制方式 .........................................................................................2-33 ---------------------------------------------------------------------------------------------------------------------------------------------------------2.3.2轧线的非正常情况处理 .........................................................................................................2-34 第 3 章过程自动化控制系统 ................................................................... 3-1 3.1过程控制系统功能和结构........................................................................................................... 3-1 3.1.1过程控制计算机与基础自动化级的数据通信....................................................................... 3-1 3.1.1.1过程控制计算机与HMI服务器之间的数据通讯 ............................................................ 3-1 3.1.1.2过程控制计算机与PLC之间的数据通讯......................................................................... 3-1 3.1.1.3过程控制计算机之间的数据通讯...................................................................................... 3-2 3.1.1.4过程控制计算机与数据中心计算机通讯.......................................................................... 3-2 3.1.2过程控制级系统功能 .............................................................................................................. 3-2 3.1.2.1轧制规程的设定.................................................................................................................. 3-2 3.1.2.2轧制规程的再设定.............................................................................................................. 3-2 3.1.2.3提高成品率.......................................................................................................................... 3-2 3.1.2.4提高产品质量...................................................................................................................... 3-3 3.1.2.5加快新品种、新工艺研制.................................................................................................. 3-3 3.1.3过程控制计算机结构 .............................................................................................................. 3-3 3.1.3.1数据采集子系统.................................................................................................................. 3-3 3.1.3.2轧件跟踪子系统.................................................................................................................. 3-3 3.1.3.3过程监控子系统.................................................................................................................. 3-3 3.1.3.4轧机控制子系统.................................................................................................................. 3-3 3.1.3.5实用工具软件子系统.......................................................................................................... 3-4 3.1.4过程控制计算机系统的功能说明 .......................................................................................... 3-4 3.2过程控制计算机系统数据管理................................................................................................... 3-5 3.2.1ORACLE数据库数据处理..................................................................................................... 3-5 3.2.2过程控制计算机ORACLE数据库设计 ................................................................................ 3-5 3.2.2.1过程控制计算机ORACLE数据库设计............................................................................ 3-5 3.2.2.2数据库中数据表的组成...................................................................................................... 3-6 3.2.3过程控制计算机C++编程环境及全局变量处理 .................................................................. 3-7 3.2.4过程控制计算机启动时全局变量处理 .................................................................................. 3-8 3.2.5过程控制计算机通信数据 ...................................................................................................... 3-8 3.2.5.1过程控制计算机与基础自动化级通信数据...................................................................... 3-8 3.2.5.2过程控制计算机与操作站级通信数据.............................................................................. 3-9 3.2.6过程控制计算机启动时数据处理 .......................................................................................... 3-9 3.3过程控制计算机轧件跟踪........................................................................................................... 3-9 3.3.1过程控制计算机轧件跟踪实现方法 ...................................................................................... 3-9---------------------------------------------------------------------------------------------------------------------------------------------------------3.3.1.1过程控制计算机轧件跟踪基本原理.................................................................................. 3-9 3.3.1.2过程控制计算机轧件跟踪实现方法.................................................................................. 3-9 3.3.1.3轧件跟踪实现方法.............................................................................................................3-10 3.3.1.4跟踪映象表的结构:.........................................................................................................3-10 3.3.1.5轧件跟踪信息的有效性检查............................................................................................. 3-11 3.3.1.6过程控制计算机轧件跟踪修正功能.................................................................................3-12 3.3.1.7过程控制计算机轧件数据库数据存取方式.....................................................................3-13 3.3.1.8过程控制计算机轧件跟踪进程功能.................................................................................3-13 3.3.1.9过程控制计算机轧件跟踪进程信号来源.........................................................................3-13 3.3.1.10过程控制计算机轧件数据库SRTCOM更新方式...........................................................3-13 3.3.1.11跟踪传感器的选择.............................................................................................................3-15 3.3.1.12跟踪修正.............................................................................................................................3-15 3.3.1.12.1轧件跟踪加热炉区跟踪事件传感器选择 ....................................................................3-15 3.3.1.12.2粗轧区跟踪区跟踪事件传感器选择 ............................................................................3-16 3.3.1.12.3精轧跟踪区跟踪事件传感器选择 ................................................................................3-16 3.3.1.12.4轧件跟踪卷取跟踪区传感器选择 ................................................................................3-16 3.3.1.13加热炉区轧件跟踪.............................................................................................................3-17 3.3.1.13.1加热炉区板坯核对 ........................................................................................................3-17 3.3.1.13.2加热炉区板坯装炉规则 ................................................................................................3-17 3.3.1.13.3加热炉入口侧跟踪方法 ................................................................................................3-18 3.3.1.13.4加热炉入口侧跟踪事件 ................................................................................................3-18 3.3.1.13.5加热炉炉内跟踪方法 ....................................................................................................3-18 3.3.1.13.6加热炉炉内跟踪事件 ....................................................................................................3-19 3.3.1.13.7加热炉炉内位置跟踪 ....................................................................................................3-19 3.3.1.13.8加热炉炉内位置跟踪修正 ............................................................................................3-20 3.3.1.13.9加热炉出炉轧件跟踪 ....................................................................................................3-21 3.3.1.13.10加热炉出炉轧件跟踪事件 ......................................................................................3-21 3.3.1.13.11加热炉强制入炉 ......................................................................................................3-21 3.3.1.13.12加热炉跟踪修正 ......................................................................................................3-21 3.3.1.14粗轧区轧件跟踪.................................................................................................................3-21 3.3.1.14.1粗轧区轧件跟踪方法 ....................................................................................................3-21 3.3.1.14.2粗轧区轧件跟踪事件 ....................................................................................................3-21 3.3.1.15精轧区轧件跟踪.................................................................................................................3-22 3.3.1.15.1精轧区轧件跟踪方法 ....................................................................................................3-22---------------------------------------------------------------------------------------------------------------------------------------------------------3.3.1.15.2精轧区轧件跟踪事件 ....................................................................................................3-22 3.3.1.16卷取区轧件跟踪.................................................................................................................3-22 3.3.1.16.1卷取区轧件跟踪方法 ....................................................................................................3-22 3.3.1.16.2卷取区轧件跟踪事件 ....................................................................................................3-22 3.3.1.17卷取区卷取出口部分轧件跟踪.........................................................................................3-23 3.3.1.17.1过程控制计算机轧件跟踪实现方法的特点 ................................................................3-24 3.3.2轧件跟踪激活的轧线控制 .....................................................................................................3-24 3.3.2.1轧件跟踪激活的设定模型.................................................................................................3-25 3.3.2.1.1轧件位于加热炉入口时激活的设定模型 ....................................................................3-25 3.3.2.2轧件位于加热炉出口时激活的设定模型.........................................................................3-26 3.3.2.2.1轧件位于加热炉出口且实际出炉温度与轧制尺寸有效 ............................................3-26 3.3.2.2.2轧件位于加热炉出口高温计D.O.PY201激活自学习模型........................................3-26 3.3.2.2.3轧件首次位于PY202入口时激活的设定模型 ...........................................................3-26 3.3.2.2.4轧件位于E1R1粗轧末道次出口激活的设定模型 .....................................................3-26 3.3.2.2.5轧件位于LCE1 (正向)、轧件LCR1 (反向)入口激活的在线模型............................3-26 3.3.2.2.6轧件位于LCE2 (正向)、轧件LCR2 (反向)入口激活的在线模型............................3-26 3.3.2.2.7轧件位于E1R1末道次出口激活的在线模型 .............................................................3-26 3.3.2.2.8轧件位于E2R2末道次出口激活的在线模型 .............................................................3-26 3.3.2.2.9轧件位于E2R2粗轧末道次出口激活的设定模型 .....................................................3-27 3.3.2.2.10轧件位于精轧入口高温计PY302激活的设定模型 ...................................................3-27 3.3.2.2.11轧件位于精轧F1、F2、F3咬钢时激活的自适应模型..............................................3-27 3.3.2.2.12轧件位于精轧F2或F3咬钢时激活的设定模型........................................................3-27 3.3.2.2.13轧件位于精轧末机架咬钢时激活的在线模型 ............................................................3-27 3.3.2.2.14轧件位于精轧出口高温计出口PY303激活模型 .......................................................3-27 3.3.2.2.15轧件位于卷取机入口高温计入口时激活的在线模型 ................................................3-27 3.3.2.2.16轧件位于卷取机入口高温计出口时激活的模型 ........................................................3-27 3.3.2.2.17卷取机出口事件激活的自学习模型 ............................................................................3-27 3.3.2.3模型输入输出.....................................................................................................................3-27 3.3.2.3.1粗轧模型设定计算输入输出 ........................................................................................3-27 3.3.2.3.2卷取机模型设定计算输入输出 ....................................................................................3-28 3.3.2.3.3精轧0次设定模型计算输入输出 ................................................................................3-28 3.3.2.3.4精轧1次设定模型计算输入输出 ................................................................................3-29 3.3.2.3.5精轧2次设定模型计算输入输出 ................................................................................3-30 3.3.2.3.6层流冷却设定模型输入输出 ........................................................................................3-31---------------------------------------------------------------------------------------------------------------------------------------------------------3.4.2轧制节奏控制的工作方式 .....................................................................................................3-33 3.4.3轧制节奏触发事件 .................................................................................................................3-34 3.4.4轧制节奏控制模型 .................................................................................................................3-34 3.5报表子系统..................................................................................................................................3-34 3.5.1生产报表 .................................................................................................................................3-35 3.5.2故障报表 .................................................................................................................................3-37 3.6过程控制计算机的监控功能......................................................................................................3-37 3.6.1报警信息 .................................................................................................................................3-37 3.6.2生产计划输入和管理 .............................................................................................................3-37 3.6.2.1轧制计划的组织和主要数据内容.....................................................................................3-37 3.6.2.2轧制计划的输入和传送.....................................................................................................3-42 3.6.3轧制计划的管理 .....................................................................................................................3-42 3.6.3.1轧制计划的编辑和显示.....................................................................................................3-43 3.6.4轧辊数据接收和存档 .............................................................................................................3-43 3.6.4.1轧辊数据输入和存档.........................................................................................................3-43 3.6.4.2轧辊数据修改.....................................................................................................................3-43 3.6.4.3轧辊数据.............................................................................................................................3-44 3.7精轧卷取区轧制规程计算及精轧卷取模型系统 ......................................................................3-44 3.7.1精轧策略 .................................................................................................................................3-44 3.7.1.1压下率方式.........................................................................................................................3-44 3.7.1.2轧制力分配方式.................................................................................................................3-44 3.7.1.3精轧轧制规程计算流程.....................................................................................................3-44 3.7.2精轧轧制规程计算 .................................................................................................................3-45 3.7.2.1精轧轧制规程计算模型结构.............................................................................................3-45 3.7.2.2精轧轧制规程计算模型表.................................................................................................3-46 3.7.3精轧轧制规程计算方法 .........................................................................................................3-47 3.7.3.1精轧轧制规程压下制度计算.............................................................................................3-48 3.7.4机架速度设定值计算 .............................................................................................................3-49 3.7.5精轧在线控制功能 .................................................................................................................3-50 3.7.5.1穿带自适应.........................................................................................................................3-50 3.7.6终轧温度的在线控制 .............................................................................................................3-50 3.7.7卷取机设定计算 .....................................................................................................................3-50---------------------------------------------------------------------------------------------------------------------------------------------------------3.8.2精轧模型 .................................................................................................................................3-51 3.8.3卷取机模型 .............................................................................................................................3-55 3.8.4自学习方法 .............................................................................................................................3-58 3.8.4.1长期自学习.........................................................................................................................3-58 3.8.4.2短期自学习.........................................................................................................................3-58 3.9系统维护工具..............................................................................................................................3-58 3.10模拟轧钢......................................................................................................................................3-59 3.11过程控制计算机之间的通信数据..............................................................................................3-59 3.11.1加热炉过程控制计算机传送给精轧过程控制计算机信号..................................................3-59 3.11.2粗轧过程控制计算机传送给精轧过程控制计算机信号......................................................3-59 3.11.3精轧过程控制计算机传送给粗轧过程控制计算机信号......................................................3-60 3.11.4精轧过程控制计算机传送给数据中心计算机信号..............................................................3-61 3.11.5数据中心计算机传送给精轧卷取过程控制计算机信号......................................................3-61 第 4 章加热炉区基础自动化控制系统 ................................................... 4-1 4.1公共逻辑控制系统PLC101 ......................................................................................................... 4-1 4.1.1系统配置及硬件组成 .............................................................................................................. 4-1 4.1.2PLC101功能说明.................................................................................................................... 4-2 4.1.3操作台、机旁箱 ...................................................................................................................... 4-6 第 5 章粗轧区基础自动化控制系统 ....................................................... 5-15.1粗轧区公共逻辑与介质控制系统PLC201A、PLC201B .......................................................... 5-1 5.1.1PLC201A .................................................................................................................................. 5-1 5.1.1.1系统配置及硬件组成.......................................................................................................... 5-1 5.1.1.2PLC201A功能说明 ............................................................................................................ 5-2 5.1.1.3机旁操作箱、机旁控制箱.................................................................................................. 5-5 5.1.2PLC201B .................................................................................................................................. 5-5 5.1.2.1PLC201B系统配置图 ........................................................................................................ 5-5 5.1.2.2PLC201B功能说明 ............................................................................................................ 5-6 5.2粗轧E1 & R1控制系统PLC202 ..............................................................................................5-10 5.2.1系统配置及硬件组成 .............................................................................................................5-10 5.2.2PLC202功能说明................................................................................................................... 5-11 5.2.3操作台、机旁箱 .....................................................................................................................5-18---------------------------------------------------------------------------------------------------------------------------------------------------------5.3粗轧E2 & R2区控制系统PLC203 ..........................................................................................5-18 5.3.1系统配置及硬件组成 .............................................................................................................5-18 5.3.2PLC203功能说明...................................................................................................................5-19 5.3.3操作台、机旁箱 .....................................................................................................................5-25 5.4粗轧E1 & E2 AWC控制系统PLC204 .....................................................................................5-25 5.4.1系统配置及硬件组成 .............................................................................................................5-25 5.4.2PLC204功能说明...................................................................................................................5-26 5.4.3操作台、机旁箱 .....................................................................................................................5-29 5.5粗轧R2自动厚度控制系统PLC205 .........................................................................................5-29 5.5.1系统配置及硬件组成 .............................................................................................................5-29 5.5.2PLC205功能说明...................................................................................................................5-30 5.5.3操作台、机旁箱 .....................................................................................................................5-35 第 6 章精轧区自动化控制系统 ............................................................... 6-16.1飞剪控制系统PLC301................................................................................................................. 6-1 6.1.1系统配置及硬件组成 .............................................................................................................. 6-1 6.1.2功能说明 .................................................................................................................................. 6-1 6.1.3操作台、机旁箱 ...................................................................................................................... 6-5 6.2精轧区公共逻辑及介子控制系统PLC302A、PLC302B .......................................................... 6-5 6.2.1PLC302A .................................................................................................................................. 6-5 6.2.1.1系统配置及硬件组成.......................................................................................................... 6-5 6.2.1.2功能说明.............................................................................................................................. 6-7 6.2.1.3操作台、机旁箱................................................................................................................. 6-11 6.2.1.4PLC302B ............................................................................................................................6-12 6.2.1.4.1PLC302B系统配置及硬件组成...................................................................................6-12 6.2.1.4.2PLC302B功能说明.......................................................................................................6-12 6.2.1.4.3精轧液压站 ....................................................................................................................6-15 6.2.1.4.4AGC液压站 ..................................................................................................................6-15 6.2.1.4.5精轧1#稀油润滑站 .......................................................................................................6-16 6.2.1.4.6精轧2#稀油润滑站 .......................................................................................................6-16 6.2.1.4.7精轧3#稀油润滑站 .......................................................................................................6-17 6.2.1.4.8精轧4#稀油润滑站 .......................................................................................................6-17 6.3精轧速度主令及活套控制系统PLC303 ....................................................................................6-18 6.3.1系统配置及硬件组成 .............................................................................................................6-18 6.3.2功能说明 .................................................................................................................................6-18---------------------------------------------------------------------------------------------------------------------------------------------------------。
热轧卷板基础知识与相关期货规则介绍目录第一部分热轧卷板基础知识一、热轧卷板产品概况二、热轧卷板市场供应情况三、热轧卷板市场需求情况四、热轧卷板进出口和国内贸易情况五、热轧卷板市场价格变化情况六、影响热轧卷板价格变化的主要因素第二部分热轧卷板相关期货规则一、热轧卷板合约二、热轧卷板期货升贴水及仓储费用规定三、热轧卷板的交割第一部分热轧卷板基础知识一、热轧卷板产品概况(一)热轧卷板概况热轧卷板(Hot rolled coils)是以板坯为原料,经加热后由粗轧和精轧机组轧制而成的钢板。
我国是全球最大的热轧卷板生产国、消费国和出口国,2013 年产量达到1.83亿吨.钢铁工业的发展有效支撑了我国国民经济平稳较快发展,热轧卷板产量和质量的提升也较好地满足了我国建筑、机械制造等行业不断增长的实际需求。
(二)热轧卷板的主要用途热轧卷板是重要的钢材品种,主要反映工业化需求。
它具有强度高、韧性好、易于加工成型及良好的可焊接性等优良性能,被广泛应用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业。
(三)热轧卷板的主要分类热轧卷板一般包括中厚宽钢带、热轧薄宽钢带和热轧薄板。
中厚宽钢带是其中最具代表性的品种,其产量占比约为热轧卷板总产量的三分之二,上海期货交易所上市的热轧卷板期货合约的标的物属于中厚宽钢带。
中厚宽钢带是指厚度≥3毫米且小于 20 毫米,宽度≥600 毫米,用连续式宽带钢热轧机或炉卷轧机等设备生产、卷状交货的钢带.热轧薄宽钢带是指厚度<3 毫米,宽度≥600 毫米,用连续式宽带钢热轧机或炉卷轧机或薄板坯连轧等设备生产、卷状交货的钢带。
热轧薄板是指厚度<3 毫米的单张钢板。
热轧薄板通常用连续式宽带钢轧机、薄板坯连铸连轧等设备生产、板状交货的钢带。
(四)热轧卷板的产能及地区分布据统计,截止到2013 年底,我国共有70 套热轧卷板机组,产能 2.29 亿吨.分区域看,华北地区是我国热轧卷板产能最大的地区,共有 25 套热轧卷板机组,产能 7840 万吨,占国内总产能的34.2%;华东地区共有 17 套热轧卷板机组,产能5910 万吨,占国内总产能的 25.8%;东北地区共有11 套热轧卷板机组,产能3956 万吨,占国内总产能的17.2%;中南地区共有9 套热轧卷板机组,产能 3163万吨,占国内总产能的 13.8%;西南地区共有 5 套热轧卷板机组,产能 1385 万吨,占国内总产能的6%;西北地区共有3套热轧卷板机组,产能 680 万吨,占国内总产能的 3%。