改善大方坯内部质量的技术措施
- 格式:pdf
- 大小:582.13 KB
- 文档页数:5
HRB335连铸方坯生产英标460钢筋质量控制及改进一、连续方坯化学成分(表1)牌号 C Si Mn P S Ceq HRB335 0.21-0.24 0.50-0.60 1.35-1.45 ﹤0.045 ﹤0.045 0.46-0.51 二、主要技术参数①连续铸钢方坯加热要均匀,均热段温度要控制在1030-10700C。
②穿水压力控制在0.55-0.65Mpa,保证钢筋在冷床上的回火温度在550-6500C。
③终轧线速度控制在11.5M/s,>16mm且<25mm钢筋,终轧线速度控制在10.5M/s。
三、质量问题及改进1、钢筋时效后屈服强度明显下降。
用HRB335轧后余热处理工艺生产460MPa英标钢筋时,产品力学工艺性能检验一般取样时间较短,原则上当班检验。
结果部分钢材取样厂内检验合格,而用户取样检验出现性能不合现象。
经统计分析,Φ25mm以上大规格钢筋时效2个月后,其屈服强度平均下降50MPa左右。
棒材厂生产的Φ16mm余热处理钢筋时效2周后,其屈服强度值平均下降30MPa左右。
2、同一批号不同试样之间强度指标差别较大。
用HRB335轧后余热处理生产的460MPa英标钢筋,有时出现同批次钢筋屈服强度差值大于50MPa。
其主要原因有:化学成分不均。
对屈服强度差值较大的试样进行分析,发现不但成品化学成分与熔炼成分存在一定差别,而且,同一炉号不同试样之间化学成分也存在一定差别。
因此造成钢筋基本组织包括心部的珠光体百分含量和边部的淬硬层深度和组织分布不同,从而导致屈服强度存在差别。
3、钢筋水淬层深度及组织不均。
经试验证明,屈服强度较低者,其钢筋的淬硬层较薄,过渡层组织不均匀;而屈服强度较高者,其淬硬层较深。
这是钢筋在冷却过程中,水量或水压不稳造成的。
4、钢筋弯曲后存在裂纹。
Φ25mm以上大规格穿水钢筋初验时弯曲不合格,是冷弯合格率较低的主要原因。
经分析,造成冷弯不合的主要原因如下。
金相分析,冷弯不合样塑性夹杂物级别高达3~4级,呈条状分布,在低倍试样上肉眼即可看到距表面4~8mm处有大量较大的皮下夹杂和气泡。
方坯铸坯缺陷产生原因及预防措施1.前言由于连铸坯质量问题多发于连铸,因此对连铸质量缺陷进行了分析,总结出发生原因,以减少连铸坯质量问题的发生。
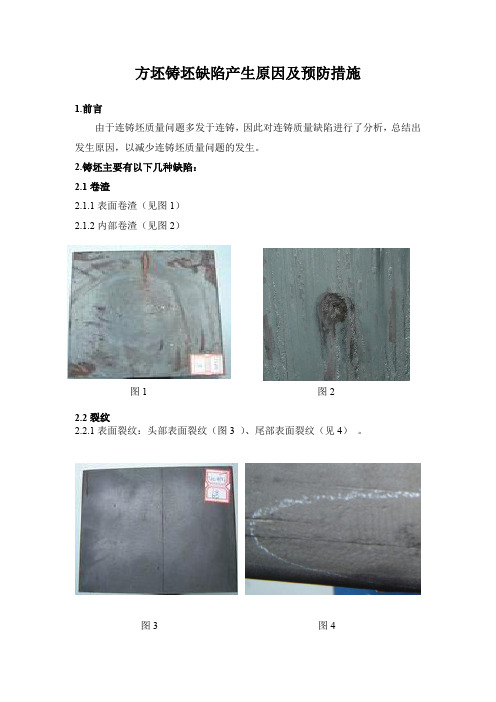
2.铸坯主要有以下几种缺陷:2.1卷渣2.1.1表面卷渣(见图1)2.1.2内部卷渣(见图2)图1 图22.2裂纹2.2.1表面裂纹:头部表面裂纹(图3 )、尾部表面裂纹(见4)。
图3 图42.2.2内部裂纹(见图5)图52.3气泡缺陷(见图6、见图7)图6 图73、缺陷产生原因及预防措施3.1卷渣产生原因及预防措施3.1.1表面卷渣产生原因及预防措施产生原因:(1)结晶器内形成渣条,当结晶器内钢液面波动量大于熔渣层厚度时、或挑渣条未挑净时、或在挑渣条过程中将渣条带入结晶器坯壳上时形成卷渣。
(2)在换包或等包降速过程中,由于操作不当造成中包液位较浅,导致中包内钢液形成涡流将中包渣卷进结晶器内,在上浮过程中被坯壳捕作形成卷渣。
(3)调整渣线高度超过液渣层厚度、或有渣条未挑净、等原因时造成颗粒渣被卷到坯壳上而形成卷渣。
(4)在开浇升速前液渣厚度未达到标准,造成颗粒渣或予熔层的保护渣直接与钢液接触,升速过程中在结晶器内造成钢液面发生波动,导致保护渣被卷入到坯壳上,形成卷渣。
(5)中包掉料或有杂物,开浇过程中被钢水冲到结晶器内,从而形成卷渣。
(6)中包内钢液面剧烈波动时,造成中包内覆盖剂被卷入中包钢液中,此时被卷入的覆盖剂受两个力作用:向上的钢水的浮力和向下的钢流股吸力作用,当向下的钢流股吸力大于向上钢水的上浮力时,卷入的覆盖剂就被卷入到结晶器内,在钢流流股的作用下,如被坯壳捕作而形成皮下卷渣,如被向下流股带入液相穴深处而形成内部卷渣。
(7)挑渣条用8#钢线(或细铁线),在钢线上结钢瘤或渣块,有钢瘤的8#线熔断到结晶器钢液内部,如被坯壳捕作到而形成皮下卷渣,如进入液相穴深处而形成内部卷渣。
(8)拉速波动,特别是在升速或降速过程,由于拉矫机电机转速发生变化,从而造成结晶器液面波动,从而形成渣条,形成的渣条被卷入结晶器坯壳上形成卷渣。

大方坯低碳包晶钢连铸坯表面凹陷成因及对策大方坯低碳包晶钢连铸坯表面凹陷成因及对策引言:大方坯低碳包晶钢连铸坯是一种重要的钢铁产品,在钢铁工业中应用广泛。
然而,有时候在连铸过程中,连铸坯表面会出现不同程度的凹陷现象,严重影响了产品的质量和效益。
本文将分析大方坯低碳包晶钢连铸坯表面凹陷的成因,并提出相应的对策。
一、成因分析1. 内部缺陷大方坯低碳包晶钢连铸坯表面凹陷的一个主要成因是内部缺陷。
在连铸过程中,如果钢液中存在气体、夹杂物或其他非金属物质,这些物质会在凝固过程中聚集在连铸坯表面,形成凹陷。
此外,连铸坯内部温度不均匀或结晶过程中晶粒长大不均匀也会导致凹陷的发生。
2. 结晶过程大方坯低碳包晶钢连铸坯表面凹陷的另一个成因是结晶过程中的问题。
在连铸过程中,结晶器的结构和温度分布会对连铸坯的结晶过程产生影响。
如果结晶器的结构设计不合理或温度分布不均匀,就会导致连铸坯表面凹陷的出现。
3. 冷却水质量连铸过程中使用的冷却水质量也会对连铸坯表面凹陷产生影响。
如果冷却水中存在杂质或者水温过高,就会导致连铸坯表面的凹陷。
二、对策建议1. 提高钢液质量为了减少内部缺陷对大方坯低碳包晶钢连铸坯表面的影响,首先应提高钢液的质量。
在生产过程中,要严格控制钢液中的气体含量和夹杂物含量,避免不必要的污染。
同时,要加强对钢液的净化处理,确保钢液的纯净度。
2. 优化结晶过程为了避免结晶过程中的问题导致连铸坯表面凹陷,可以通过优化结晶器的结构和温度分布来改善连铸坯的结晶过程。
结晶器的结构应合理设计,以确保连铸坯在结晶过程中能够均匀冷却,避免局部过热或过冷。
同时,要调整结晶器的温度分布,使其与连铸坯的结晶过程相适应。
3. 控制冷却水质量为了避免冷却水对连铸坯表面的凹陷产生影响,应加强对冷却水质量的控制。
首先,要确保冷却水的纯净度,避免杂质对连铸坯表面的污染。
其次,要控制冷却水的温度,避免过高的温度对连铸坯表面的凹陷产生不良影响。
4. 加强设备维护为了保证连铸过程的稳定性和连铸坯表面的质量,还应加强设备的维护和保养。
摘要关于钢厂方坯连铸机漏钢情况,分析了夹渣漏钢、粘结漏钢和角部裂纹漏钢的特点及机理。
产生各类漏钢的主要原因是保护渣的性能、结晶器的精度、钢水过热度、拉速及浸入式水口的对中、操作等因素。
通过采取相应的措施,铸机的漏钢率有明显的降低。
关键词:方坯连铸机、漏钢、粘结、夹渣、角部裂纹1概述在连铸生产中,漏钢是危害很大的事故,轻则影响铸坯质量,造成废品,重则影响连铸机作业率,损坏设备,危机操作人员安全。
近年来,随着连铸工艺技术的进步,漏钢事故得到了有效抑制,但仍不能完全避免。
在连铸日趋高效化的今天,要保障生产的顺利进行,提高连铸机作业率,就必须减少和控制漏钢次数。
唐钢漏钢事故较多,漏钢率达到了0.209%,严重影响生产的畅行,对漏钢的成因进行分析,并采取相应措施,从而控制了漏钢事故的发生。
2铸机参数及漏钢情况2.1连铸机的主要工艺参数唐钢二钢轧厂有两台四机四流、三台六机六流方坯连铸机,实际年产能力400万t,浇铸的断四种:150 mmX 150 mnl、165 mmX 165 Innl、165 InnlX225 nlITl、165 mmX280 nnTl,所生产的钢种主要有建筑用钢、低合金钢、硬线钢、轴承钢、焊接用钢等近100个品种。
铸机采用定径水口和塞棒控制两种,浸入式水口加保护渣进行保护浇铸。
2.1.1 漏钢情况对该厂一年全年的漏钢情况分类统计,以夹渣漏钢、粘结漏钢和角部裂纹漏钢为主要漏钢类型,分别占漏钢总数的33.2%、26.5%和22%。
2.1.2夹渣漏钢、粘结漏钢和角部裂纹漏钢的原因分析2.1.3夹渣漏钢特点及机理第二钢轧厂方坯连铸机发生夹渣漏钢主要有以下特点。
1)漏钢处坯壳有一定的弧度,不像裂纹漏钢,有撕裂的感觉。
同时一般在漏钢后结晶器内没有残余坯壳。
2)夹渣漏钢主要是由于坯壳形成时夹带保护渣或大颗粒高熔点杂物导致传热减少,形成薄坯壳而漏钢。
方坯连铸时二次氧化产物、低碳钢冶炼时高粘性渣中不当的脱氧产物、结晶器中铝丝喷加不当造成氧化铝偏高、各种耐材脱落、浇铸过程中结晶器液位波动等,都会促使坯壳夹渣,抑制坯壳生长,造成漏钢。
常规板坯连铸轻压下技术的发展与应用近年来,利用动态轻压下改善常规板坯、厚板坯以及大方坯连铸的生产效率、控制铸坯常见的中心偏析、中心疏松和中心线裂纹等缺陷在生产实践中不断得到肯定。
由于其在连铸过程既控制铸坯温度又控制铸坯的压下变形,从而在提升铸坯内部质量、提高连铸生产效率和缩短后续轧制生产流程等方面具有的巨大发展潜力和独特优越性,正在被视为发展中的新一代连铸技术而受到广泛关注。
连铸轻压下指在铸坯凝固末端一个合适的两相区内利用当地的夹辊或其它专门设备,对铸坯在线实施一个合适的压下量,用以抵消铸坯凝固末端的体积收缩,避免中心缩孔(疏松)形成;抑制凝固收缩而引起的浓化钢水流动与积聚,减轻中心宏观偏析程度的铸坯凝固过程压力加工技术。
其中,将只能在铸机辊列某一固定位置实施的轻压下称之为静态轻压下;能够在线跟踪铸坯的热状态,并根据其当时的实际凝固位置实施轻压下称之为动态轻压下。
由于动态轻压下技术在提升铸坯内质、提高连铸效率等方面独特的优越性,已得到国内外日益广泛的重视。
连铸轻压下技术发展历程1 轻压下技术思想的提出上世纪八十年代,为了研究板坯的中心偏析和避免使用电磁搅拌所带来的中心白亮带问题,新日铁公司曾尝试在凝固末端的扇形段人为加大辊缝收缩量(约0.6-0.8mm/m),发现其对控制板坯鼓肚和中心偏析有比较明显的效果。
这就是所谓的板坯静态轻压下,静态轻压下必须与拉速很好配合才能具有比较稳定的工艺效果,应用过程中有很大的局限性。
此后,新日铁和NKK 还分别研究了一些变异的轻压下途径,如NKK 提出人为鼓肚轻压下的概念,并将此应用在该公司福山6 号板坯连铸机上。
新日铁也提出过圆盘凸型辊轻压下法,其做法是把夹辊的中间部分做成凸台。
不难发现,由于上述轻压下工艺一直没能摆脱静态轻压下固有的局限性,实际生产中,难以很好地发挥作用,所以这些技术一直难以推广应用。
但它为凝固过程通过辊缝控制来改善铸坯内部质量提供了发展思路。
连铸过程中方坯脱方面临的问题及应对策略摘要:脱方也有菱变的别称,指的是矩形轧件四角不成直角,转化成菱形、梯形的一种缺陷。
通常情况下,脱方轧件角度不易测量,而且会产生较为严重的漏钢事故,对铸机正常生产运转造成一定影响,因此在连铸生产过程中,工作人员一定要重视方坯脱方的问题,分析问题成因,并采用行之有效的措施改善铸坯质量。
本文将从脱方形成的机理阐述,探讨工艺因素和设备因素对脱方的影响,提出解决问题的应对策略,希望可以为相关人士带来一定思考价值。
关键词:连铸过程;方坯脱方;存在问题;应对策略方坯脱方指的是其横断面对角线不具备相同长度,对后续轧制工序产生负面影响。
甚至产生轧钢废品,引发漏钢事故[1]。
1钢水凝固特性连铸钢水凝固部位是结晶器,钢水在结晶器之内,会和铜壁相接触形成弯月面,弯月面根部会具备较快冷却速度,产生初生坯壳。
由于凝固与相变收缩,会令坯壳和铜壁相互脱离,产生气隙,在钢水静压力的作用下,会令坯壳不断向外膨胀。
随着坯壳下移,坯壳表面会逐渐回暖,令温度不断升高,降低强度,最终令坯壳产生较大形变。
结晶器角部区域,由于热传导作用,会令坯壳以较快速度凝固,产生气隙。
坯壳下移的过程中,气隙会逐渐由角部向面部扩展,相较角部气隙在铸坯面部中心会更小,角部坯壳热流值最小,也更加容易出现形变问题。
2脱方形成机理脱方的形成机理,是由于结晶器内热流最大导致坯壳未能均匀凝固导致的。
受到结晶器周围的约束,铸坯会呈现方形,结晶器未能均匀冷却,也会导致坯壳厚度均匀性降低。
不同的冷却强度会产生不同角度,强冷却出锐角,弱冷却出钝角。
坯壳厚度方面,锐角较厚,钝角较薄。
再次对方坯进行喷水操作使其冷却,就算能够令四面冷却更加均匀,但是同样会加剧坯壳收缩的不均匀性,导致脱方问题每况愈下。
结晶器四面沸腾不同步,会对坯壳四面产生冷却作用,令坯壳厚度不够均匀,角部坯壳薄弱性会影响到脱方方向性。
如果在特定时刻,相邻两面冷却水处在沸腾状态,但是相邻面未能同步沸腾,这就会让相邻面产生锐角,令弱冷却面产生沸腾转换,令脱方方向也相应变化[2]。
方坯连铸机漏钢原因分析及改进措施摘要:近年来,随着社会经济的迅猛发展,钢铁工业中的连铸工艺技术也随之不断提升,漏钢事故的发生率虽日趋下降,但仍然还存在隐患。
本文就钢厂的方坯连铸机漏钢的各种原因进行详细分析,比如保护渣的性能情况、钢水过热、结晶器的精准度以及操作失误等。
并针对漏钢源头提供相应的解决措施,最大限度的降低连铸机的漏钢率。
关键词:方坯连铸机;漏钢;粘结;角部纵裂;夹渣1 前言在钢铁工业的连铸生产过程中,一旦发生漏钢事故,产生的影响是巨大的。
轻度的漏钢会导致铸坯质量受损从而无法投入使用,若是严重的漏钢,则会破坏设备,甚至危及工作人员的安全。
在当前连铸工艺技术日益高效的大背景下,只有最大限度的减轻和限制漏钢次数,才能够不断提升连铸机器的作业率,从而更好的保证一切生产操作的顺利运行。
2 连铸机的参数某一炼钢厂有两台4机4流全弧型单点矫直连铸机,年生产力在200万T,浇铸的断面有四种,所生产的主要钢种包括:建筑用钢、低合金钢以及焊接钢等。
连铸机是使用浸入式水口加保护渣的方式进行操作。
3 夹渣漏钢、粘结漏钢和角部裂纹的原因分析3.1 夹渣漏钢的特点和原因夹渣漏钢的主要特点是,坯壳是有一定的弯弧,给人撕裂的印象,但又与裂纹漏钢并不相似。
并且,在漏钢后,结晶器内一般没有残留的坯壳。
连铸坯壳在形成的时候夹杂着保护渣或是有极大颗粒的高熔点杂物,从而造成热的传递大大减少而形成了坯壳漏钢。
出现夹渣漏钢的主要因素有以下几点:第一,当结晶器发生震动的时候,平衡度不够而造成的左右摆度不均衡,结晶器内部的渣子因此被带入钢水中,当其临近坯壳的时候,就会导致传热过低的情况,从而造成坯壳根本不能够耐受钢水所产生的压力,就出现了漏钢事故。
第二,操作人员的操作不当,导致结晶器的钢水液面波过大,因此而产生卷渣漏钢情况。
第三,钢水不够纯净。
冶炼过程中,如果钢水的纯净度不够或者被二次氧化,导致杂质不断增多,当杂质积累到一定的数量,就会被卷入结晶器的钢水当中,于是就会产生与结晶器震动不平稳的时候相类似的漏钢情况。