生产机器工作负荷图表
- 格式:doc
- 大小:49.00 KB
- 文档页数:2
机器工作负荷图表(二)
日期: 月 日至 月 日
时 间 月 日 月 日
机 不 7 9 11 13 15 17 19 21 23 1 3 5
A
B
C
D
机不
日期 月 日
A
B
C
D
机不
日期 月 日
A
B
C
D
机不
日期 月 日
A
B
C
D
机器工作负荷图表(二)
日期: 月 日至 月 日
时 间 月 日 月 日
机 不 7 9 11 13 15 17 19 21 23 1 3 5
A
B
C
D
机不
日期 月 日
A
B
C
D
机不
日期 月 日
A
B
C
D
机不
日期 月 日
A
B
C
D
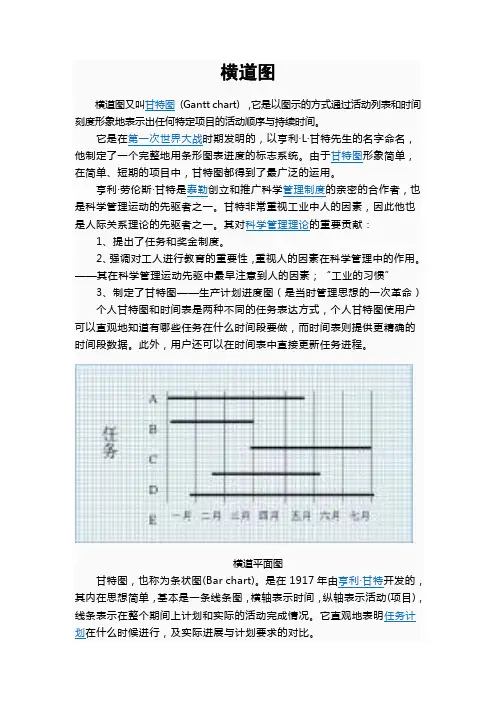
横道图
横道图又叫甘特图 (Gantt chart) ,它是以图示的方式通过活动列表和时间刻度形象地表示出任何特定项目的活动顺序与持续时间。
它是在第一次世界大战时期发明的,以亨利〃L〃甘特先生的名字命名,他制定了一个完整地用条形图表进度的标志系统。由于甘特图形象简单,在简单、短期的项目中,甘特图都得到了最广泛的运用。
亨利〃劳伦斯〃甘特是泰勒创立和推广科学管理制度的亲密的合作者,也是科学管理运动的先驱者之一。甘特非常重视工业中人的因素,因此他也是人际关系理论的先驱者之一。其对科学管理理论的重要贡献:
1、提出了任务和奖金制度。
2、强调对工人进行教育的重要性,重视人的因素在科学管理中的作用。——其在科学管理运动先驱中最早注意到人的因素;“工业的习惯”
3、制定了甘特图——生产计划进度图(是当时管理思想的一次革命)
个人甘特图和时间表是两种不同的任务表达方式,个人甘特图使用户可以直观地知道有哪些任务在什么时间段要做,而时间表则提供更精确的时间段数据。此外,用户还可以在时间表中直接更新任务进程。
横道平面图
甘特图,也称为条状图(Bar chart)。是在1917年由亨利〃甘特开发的,其内在思想简单,基本是一条线条图,横轴表示时间,纵轴表示活动(项目),线条表示在整个期间上计划和实际的活动完成情况。它直观地表明任务计划在什么时候进行,及实际进展与计划要求的对比。
管理者由此极为便利地弄清一项任务(项目)还剩下哪些工作要做,并可评估工作是提前还是滞后,亦或正常进行。是一种理想的控制工具。
1、以图形或表格的形式显示活动;
2、现在是一种通用的显示进度的方法;
3、构造时应包括实际日历天和持续时间,并且不要将周末和节假日算在进度之内。 甘特图具有简单、醒目和便于编制等特点,在企业管理工作中被广泛应用。甘特图按反映的内容不同,可分为计划图表、负荷图表、机器闲置图表、人员闲置图表和进度表等五种形式。
加工课
人机操作分析
实验报告
实验对象:130镗铣加工中心
报 告 人:
上海春日机械工业有限公司
2
一、实验目的
1.学会绘制人机操作图。
2.学会如何根据人机操作分析来了解人工或机器的闲余能量,并设法加以利用,以提高工作效率。
二、实验说明
人机操作分析是操作分析之一。操作分析的目的,在于详细地研究改进一个工作地的作业。如果是利用机器的作业,则利用人机程序操作图来分析,人机操作(程序)图是用来记录在机器的工作过程中,工人操作的手动时间和机器的机动时间的互相配合的关系。根据人机操作图,可很清楚地了解到工人或机器设备工作量的负荷情况。在一般人机操作图中一个工作周期时间内,操作者的手动时间往往比设备的机动时间短,为了充分利用操作者的空闲时间,可以从以下两个方面考虑。
1.利用此空闲时间,操作另一台机器。
2.利用机器工作的时间进行其他的工作,如测量、检查,或清除铁屑,擦拭机床以达到缩短周期的目的。
三、实验内容及步骤
1.通过在在生产现场的观察,选择5T加工中心为实验对象。
2.绘制人机操作程序图,
(1)绘制人机操作图;
(2)划分操作单元;
(3)在图表下方的纸上,采用适当的间隔分开人与机,作出垂线。最左方为工人操作单元(动作单元)及垂线,在此垂线上以适当的线段的长短代表时间比例(如1 cm代表10 min),由上往下记录工人(机器)每一动作单元所需时间,用实践、虚线、点划线或用其它方式表示工作、空闲等内容。
3.待人与机器的操作时间均记录后,将工人与机器的操作时间、空闲时间,每周程人工时数加以统计。人机操作图和分析图如图1和表1所示。 上海春日机械工业有限公司
3
图1 改善前人机操作图
比较项目 人 时间/s 机器
工作内容 装夹工件 5 使用
启动机器 10 使用
空闲 60 切割
卸下工件 5 使用
统计 项目 周程/s 工作时间/s 空闲时间/s 利用率
人 80 20 60 25%
德信诚培训网
更多免费资料下载请进: 好好学习社区 生产统计报表编制规范
统计员的工作汇报就是及时、准确、完善的向相关部门呈递《生产统计报表》。尽量让我们高层管理人员对所管辖的下属部门的工作情况了如指掌,及时地发现问题作出决策,并使管理工作得以顺利进行。通过我们详细的汇报中了解生产计划的执行情况,了解生产进度、材料供应、计划执行状况,机器设备的运转状况等,可以及时掌握生产动态和异常情况,可以了解人员的思想变化等。可以及时发现工作中存在的困难和问题,生产中不可避免会出现这样或那样的问题,通过定期或不定期的工作汇报,可以及时了解这些困难或问题,并及时加以研究和解决,并把可能造成的各种损失降低到最小的程度。统计一般是交叉统计为最佳,例如生产的数据,由仓库监督统计;报表上的统计,审核必须是对口的人员。即生产上的数据是由仓库进行监督统计的,就是反应了交叉统计。
没有统计软件的情况下,最简单的理解就是输入与输出平行,例如总输入的用料单与总产成的进仓单,进仓不单是产品的数量进仓,还要重量进仓(因为重量是要和你的输入材料做对比的),还有废品进仓(也是数量与重量登记)。有入必有出。
统计的人员首先要明白数据怎么来的,要学会利用数据,而不是为数据打工。
一、工作汇报的内容,工作汇报的内容很多,现只就生产、质量、物料方面的内容做一个简单的介绍。
1、生产方面的汇报 德信诚培训网
更多免费资料下载请进: 好好学习社区 (1)各类生产计划的完成情况
(2)各项工作的落实与执行情况
(3)生产进度状况与工时投入,生产跟踪情况。
(4)现场作业状况
(5)各类生产异动情况:包括进度异动、工艺异动、其它异动。
(6)生产人员工作情况
(7)各订单完成情况
(8)产品交货状况
2、质量方面的汇报
(1)各道工序、各车间(班组)的产品质量情况
(2)质量问题及质量异动
(3)各种产品的不合格率机造成因素
SKF轴承课堂,由无锡SKF进口轴承销售商无锡旭日晟进口轴承有限公司专门为广大需求SKF进口轴承的用户开设,主要解决的问题有SKF轴承的使用说明,SKF进口轴承的包装要求、SKF轴承的清洗规范等SKF进口轴承使用中碰到的各种问题
在选择轴承的尺寸时,可以根据作用在轴承上的负荷和对工作寿命可靠性的要求,以轴承的额定负荷初步定出所需要的轴承。产品表列出基本额定动负荷C及基本额定静负荷Co。轴承静负荷与动负荷的条件必须独立验算。静负荷不仅指对轴承在静止或很低转速(n<10r/min)时所作用的负荷,还应检查在重冲击负荷(很短时间作用下的负荷)下的静负荷安全系数。在检查动负荷时,应使用最符合实际情况的负荷谱进行验算,包括可能出现的最大负荷。
选择轴承的系统方法与轴承的可靠性
在SKF额定寿命公式中所考虑的应力包括:外力导致的应力,由表面状况、润滑情况以及滚动接触面在运动学上引起的应力。通过综合考虑这些应力对轴承寿命的影响,在特定的应用,可以对轴承的性能和表现作更准确的预测。
一般来说,滚动接触面的金属疲劳是滚动轴承损坏的主要原因。因此对某特定的应用,基于滚道疲劳已足以选出合适的滚动轴承及其尺寸。国际标准 ISO 281 就是以滚动接触面的金属疲劳作为基础。但更重要的是,应把整套轴承视作为一个系统,其中可能存在的部件,即保持架、润滑剂以及密封件,其寿命对于轴承的耐用性起著主导作用。理论上,当所有部件达到同样的寿命,才是最理想的工作寿命。
也就是说,要轴承的实际工作寿命达到计算寿命,其部件的工作寿命也必须至少达到轴承的计算寿命。关键的部件包括保持架、密封件以及润滑剂。在实际应用中,金属疲劳还是最主要的因素。
额定负荷于寿命
轴承静负荷
轴承在下列情况时,应使用基本额定静负荷C0进行计算:
低转速(一般n<10 r/min)
缓慢地往复摆动
在负荷长时间作用下保持静止
对于转动中(承受动态应力)或静止状态下的轴承,只在短时间的作用负荷,也必须检查其相关的安全系数,包括冲击负荷或最大负荷。基本额定静负荷ISO 76:1981标准,相当于负载最重的滚动体与滚道接触的中心位置,其计算接触应力: