SIEMENSCS使用入门
- 格式:docx
- 大小:497.50 KB
- 文档页数:101
WinCC C/S 结构快速入门 WinCC C/S Getting Started Getting-Started Edition (2010 年 6 月摘要本文以 WinCC 7.0 SP1 为例介绍搭建服务器客户机结构的前提条件以及具体步骤,并列举了一些在搭建过程中的常见问题。
关键词服务器,客户机,多用户,分布式,组态 Key Words Service, Client, Multi-User System, Distribution System, Configuration IA&DT Service & Support Page 2-17目 1 录服务器客户机结构概述.................................................................................................. 4 1.1 服务器客户机结构的介绍......................................................................................... 4 1.2 与操作系统的兼容性................................................................................................ 4 1.3 服务器客户机结构的限制条件.................................................................................. 4 2 服务器客户机结构组态介绍 .......................................................................................... 5 2.1 服务器客户通讯前提................................................................................................ 5 2.2 客户机类型介绍 ....................................................................................................... 7 2.3 多用户系统 .............................................................................................................. 8 2.4 分布式系统 ............................................................................................................ 12 3 常见问题 ..................................................................................................................... 15 IA&DT Service & Support Page 3-171 1.1 服务器客户机结构概述服务器客户机结构的介绍 WinCC 客户机/服务器结构(Client/Server 结构,以下简称 C/S 结构)是一种在网络基础上,以数据库管理为后援,以微机为工作站的系统结构。
数控车床的基本操作和编程数控车床是目前使用最广泛的数控机床之一。
数控车床主要用于加工轴类、盘类等回转体零件。
通过数控加工程序的运行,可自动完成内外圆柱面、圆锥面、成形表面、螺纹和端面等工序的切削加工,并能进行车槽、钻孔、扩孔、铰孔等工作。
车削中心可在一次装夹中完成更多的加工工序,提高加工精度和生产效率,特别适合于复杂形状回转类零件的加工。
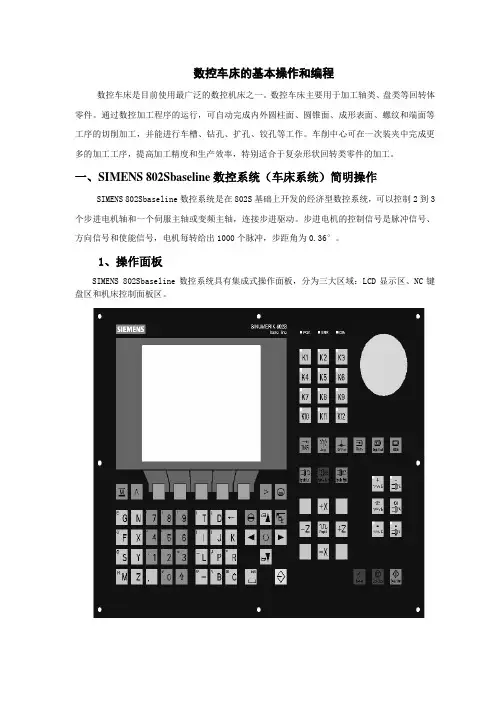
一、SIMENS 802Sbaseline数控系统(车床系统)简明操作SIMENS 802Sbaseline数控系统是在802S基础上开发的经济型数控系统,可以控制2到3个步进电机轴和一个伺服主轴或变频主轴,连接步进驱动。
步进电机的控制信号是脉冲信号、方向信号和使能信号,电机每转给出1000个脉冲,步距角为0.36°。
1、操作面板SIMENS 802Sbaseline数控系统具有集成式操作面板,分为三大区域:LCD显示区、NC键盘区和机床控制面板区。
2、数控键盘区数控键盘区按键功能3、机床控制面板区各按键功能说明:1.POK绿灯:电源上电,灯亮表示电源正常供电。
2.ERR红灯:系统故障。
3.DIA黄灯:显示不同的诊断状态。
4.急停开关5.K1~K12键(带LED):用户自定义键,用户可以编写PLC程序进行键的定义。
6.用户定义键:不带LED灯。
运行方式键:7.增量选择键:在JOG方式下,按此键可以进行增量方式的选择。
8.点动方式键:按此键切换到手动方式。
9.参考点方式键:在此方式下运行回参考点。
10.自动方式键:按此键切换到自动方式,按加工程序自动执行。
11.单段方式键:自动方式下复位后,按此键设定单段方式,程序按单段执行。
12.MDA方式键:此方式下,手动编写程序,然后自动执行。
主轴键:13.主轴正转键:按此键,主轴正方向旋转。
14.主轴停止键:按此键,主轴停止转动。
15.主轴反转键:按此键,主轴反方向旋转。
点动键:16.X轴点动正向键:手动方式下按此键,X轴在正方向点动。
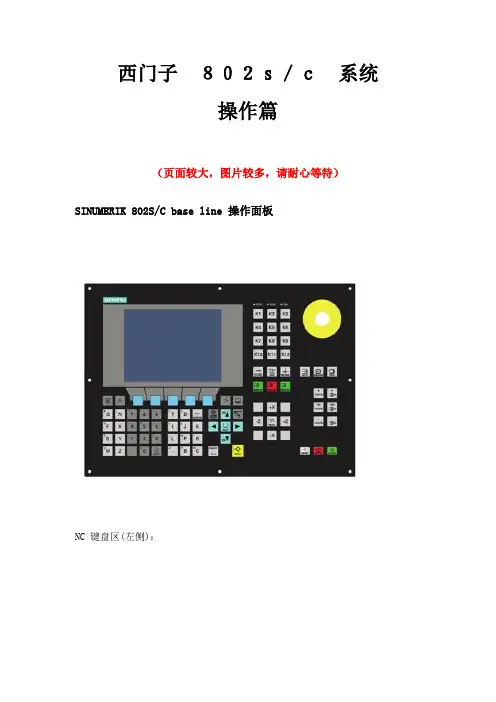
西门子802s/c系统操作篇(页面较大,图片较多,请耐心等待)SINUMERIK 802S/C base line 操作面板NC 键盘区(左侧):机床控制面板区域(右侧):1.1 屏幕划分符号说明屏幕中的缩略符分别具有如下含义:表 1-1 符号说明图中元素缩略符含义MA 加工PA 参数(1)当前操作区域程序PRDI 通讯DG 诊断STOP 程序停止(2)程序状态程序运行RUNRESET 程序复位表 1-1 符号说明(续)有效”。
PRT 程序测试(无指令给驱动)1_1000 INC 步进增量系统处于 JOG 运行方式时不显示程序控制而是显示所选择的步进增量。
开机和回参考点 2操作步骤第一步,接通 CNC 和机床电源。
系统引导以后进入“加工”操作区 JOG 运行方式。
出现“回参考点”窗口。
3 参数设定在 CNC 进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具补偿参数输入/修改零点偏置输入设定数据3.1输入刀具参数及刀具补偿参数—“参数”操作区功能刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
参见章节8.6“刀具和刀具补偿”。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度补偿值用“扩展键”扩展软键功能所有的刀具补偿值复位为零建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。
在内存中最多可以建立 30 个刀沿删除一个刀具所有刀沿的刀补参数建立一个新刀具的刀具补偿参数。
注意:最多可以建立 15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。
输入待搜索的刀具号,按“确认键”开始搜索。
刀具寻找到后打开刀具补偿窗口。
3.1.2刀具补偿参数刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同3.1。
3对刀确定刀具补偿值功能利用此功能可以计算刀具 T 未知的几何长度前提条件换入该刀具。

siemens pads standard 标准版使用指导书一、介绍Siemens的TIA Portal(Totally Integrated Automation Portal)是用于配置和编程S7-1200系列PLC(可编程逻辑控制器)的软件工具。
本指导书将引导您完成使用Standard版的TIA Portal进行PLC编程的基本步骤。
二、安装与启动1. 安装: 请按照TIA Portal安装程序的指示进行安装。
确保您的计算机满足软件的系统要求。
2. 启动: 打开桌面或开始菜单中的TIA Portal图标,然后按照屏幕上的提示完成启动过程。
三、界面与布局1. 主界面: TIA Portal的主界面主要包括菜单栏、工具栏、项目浏览器、编辑器等部分。
2. 项目浏览器: 在项目浏览器中,您可以浏览和编辑您的PLC项目。
3. 编辑器: 在此区域,您可以编写和编辑程序、设置硬件配置等。
四、基础操作1. 创建新项目: 从文件菜单中选择“新建”->“项目”,然后按照向导步骤完成项目的创建。
2. 配置硬件: 在项目浏览器中,选择“设备”->“PLC”,然后添加和配置所需的模块。
3. 编写程序: 使用TIA Portal的编程语言(如Ladder Diagram, Function Block Diagram等)编写程序。
4. 下载程序: 在编辑器中选择“下载”选项,将程序下载到PLC 中。
五、高级功能1. HMI(人机界面)开发: 使用TIA Portal开发HMI应用程序,实现更复杂的过程控制和监视。
2. 网络通讯: 配置PLC与其他Siemens设备或第三方设备的通讯设置。
3. 数据记录和诊断: 使用TIA Portal进行数据记录和诊断,以便于问题排查和性能优化。
六、调试与仿真1. 单步调试: 在调试模式下,逐步执行程序以检查逻辑错误。
2. 仿真功能: 使用TIA Portal的仿真功能,在无硬件连接的情况下测试程序。

Fire Safety西门子西伯乐斯公司应用文件——操作说明S11系统控制器操作说明(EP5) No.3601a控制器操作说明Opereting instruction(for EP5)FI 报警控制器FT操作盘FC报警控制器的操作显示面板CS11 fire detection system control unitwith control console目录一系统概述 (3)二操作盘概貌 (6)三操作级别 (7)四信息种类 (8)五“地区”“区域”和“分区” (9)六正常运行 (10)七《有人》与《无人》运行状态 (10)八报警 (12)九探测分区的暂时隔离与开放 (15)十单个探测器的脱离与接通 (17)十一故障 (18)十二《探测器测试》功能 (20)三《安装测试》模式 (24)十四《装修》模式 (26)十五远程传输关闭/开通 (28)十六报警设备的关闭与开通 (29)十七打印机的关闭与开通 (30)十八 CP7201打印机 (31)十九指示灯测试 (33)二十查询报警数 (34)二十一事件记录 (35)二十二设定时钟和日期 (36)二十三输出模块的启动和停止 (38)附2 菜单操作一览表(Overview of operating menus) (41)附3 菜单操作一览表(Overview of operating menus) (42)附4 菜单操作一览表(Overview of operating menus) (43)附5 菜单操作一览表(Overview of operating menus) (44)附6 菜单操作一览表(Overview of operating menus) (44)附7 操作盘面板(Operating panel) (45)一系统概述S11系统控制器完全采用瑞士西伯乐斯技术,整机采用组合式结构,软件和硬件都可以根据工程需要进行组合。
通过软件EP5对现场进行编程,液晶显示器上显示的地址即为实际地址,从而使工作人员一目了然。
SIEMENSSIMATIC过程控制系统PCS 7使用入门手册前言,目录1 简介2 建立一个项目3 使用CFC编辑器4 使用输入/输出助手5 使用SFC编辑器6 编译,下载及测试7 使用操作员站版本 12/2000A5E00058928-04安全指南本手册包括应该遵守的注意事项,以保证你自己的生命安全以及保护产品和所连接的设备。
这些注意事项在本手册中是用符号进行突出强调,并根据危险等级注明如下:危险(Danger)表示假设若不采取适当的预防措施的话,将造成死亡,严重的人身伤害。
警告(Warning)表示假若不采取适当的预防措施的话,将可能造成死亡,严重的人身伤害。
告诫(Caution)表示假若不采取适当的预防措施的话,可能造成财产损失。
注意(Notice)表示假若不采取适当的预防措施的话,可能产生不合需要的结果和状态。
合格人员只有合格人员才允许安装和操作这一设备。
合格人员规定为根据既定安全惯例和标准进行试运行,接地和为电路、设备与系统加装标签的人员。
正确使用注意如下:警告本仪器及其元件只能用于产品目录或技术说明书中阐述的应用,并且只能与西门子批准或推荐的其它生产厂购买的装置或元件相连接。
本产品只有在正确运输、存贮、组装和安装的情况下,按推荐的方式运行和维护,才能正确安全地发挥其功能。
商标SIMATIC,SIMATIC HMI 和SIMATIC NET 是SIEMENS AG的注册商标。
本系列文件中使用的其它名称也是注册商标:第三方厂商出于他们自己的目的引用任何注册商标都将侵犯商标所有者的合法权益。
SIEMENS AG 2000版权所有未经明确的书面许可不得复制,传播或使用本资料或其中的内容。
违者要对造成的损失承担责任,保留所有权包括专利授权与实用模型,或者设计登记所产生的权利。
Siemens AGBereich Automatisierungs-und AutriebstechnikGeschaeftsgebiet Industrie-AutomatisierungssystemePostfach 4848 D-90327 Nurnberg拒负责任的声明我们已核对本手册的内容与所叙述的硬件和软件相符,因为差错难以避免,所以我们不能保证完全的一致,然而,本手册中的数据定期审查,并在下一版的文件中作必要的修改,欢迎提出改进建议。
01https:///cs/cn/zh/view/109481007C o p y r i g h t S i e m e n s A G C o p y r i g h t y e a r A l l r i g h t s r e s e r v e d目录1 关于入门指南 ....................................................................................................... 32 基本定位功能授权 ................................................................................................ 4 3许可证密钥 ........................................................................................................... 5 3.1 使用“网络许可证管理器”生成许可证密钥 .............................................. 5 3.2 使用“网络许可证管理器”查询已安装的许可证密钥 . (8)4将许可证密钥写入存储卡 ................................................................................... 10 4.1使用 STARTER 输入许可证密钥 ........................................................ 10 4.2 使用 BOP-2 输入许可证密钥 .............................................................. 10 4.3 使用电脑新建KEYS 文件写入 (11)5参考资料 (12)C o p y r i g h t S i e m e n s A G C o p y r i g h t y e a r A l l r i g h t s r e s e r v e d1 关于入门指南在西门子SINAMICS G 系列产品中,G120的CU250S-2控制单元以及G120D 的CU250D-2控制单元支持基本定位功能(EPOS 功能)。
SIMATIC 工业软件编程和操作手册法律资讯警告提示系统为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
注意表示如果不采取相应的小心措施,可能导致财产损失。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。
其操作必须遵照各自附带的文件说明,特别是其中的安全及警告提示。
由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危险。
按规定使用 Siemens 产品请注意下列说明:警告Siemens 产品只允许用于目录和相关技术文件中规定的使用情况。
如果要使用其他公司的产品和组件,必须得到 Siemens 推荐和允许。
正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前提。
必须保证允许的环境条件。
必须注意相关文件中的提示。
商标所有带有标记符号 ® 的都是 Siemens AG 的注册商标。
本印刷品中的其他符号可能是一些其他商标。
若第三方出于自身目的使用这些商标,将侵害其所有者的权利。
责任免除我们已对印刷品中所述内容与硬件和软件的一致性作过检查。
然而不排除存在偏差的可能性,因此我们不保证印刷品中所述内容与硬件和软件完全一致。
印刷品中的数据都按规定经过检测,必要的修正值包含在下一版本中。
Siemens AG Digital Industries A5E33215622-AMⓅ 11/2022 本公司保留更改的权利Copyright © Siemens AG 2011 - 2022.保留所有权利重要事项本文档的用途本文档中的信息将在组态 (页 49)和编程 (页 116) SIMATIC Safety 故障安全系统方面为您提供支持。
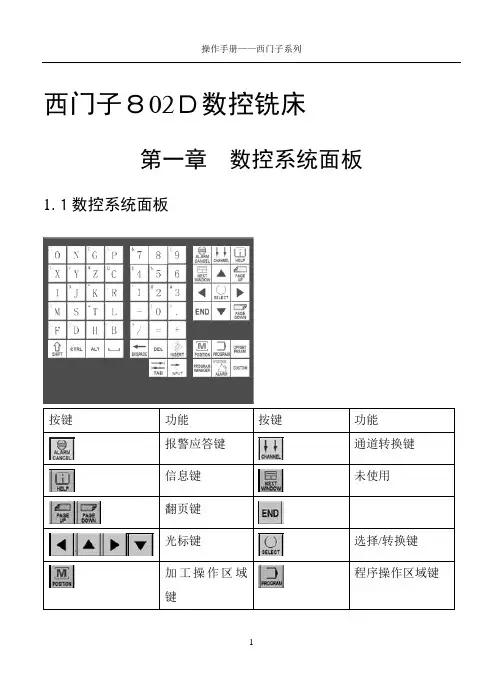
西门子802D数控铣床第一章数控系统面板1.1数控系统面板按键功能按键功能报警应答键通道转换键信息键未使用翻页键光标键选择/转换键程序操作区域键加工操作区域键参数操作区域键程序管理操作区域键报警/系统操作区域键字母键上档键转换对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键1.2机床控制面板按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入主轴正转主轴翻转主轴停Z轴点动X轴点动Y轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停。
点击急停键,使急停键抬起。
这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆(如下图);3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0。
2.2 JOG运行方式2.2.1JOG运行1.按下机床控制面板上的点动键;2.选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动。
只要按住坐标轴键不放,机床就会以设定的速度连续移动。
2.2.2JOG进给速度选择使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减。
用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。
2.2.3快速移动先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。
2.2.4增量进给1.按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式;2.设定增量倍率;3.按一下“+X”或“-X”按键,X轴将向正向或负向移动一个增量值;4.依同样方法,按下“+Y”、“-Y”、“+Z”、“-Z”按键,使Y、Z轴向正向或负向移动一个增量值;5.再按一次点动键可以去除步进增量方式。
WinCC-CS结构快速入门要点WinCC C/S结构快速入门1 服务器客户机结构概述1.1 服务器客户机结构的介绍WinCC客户机/服务器结构(Client/Server结构,以下简称C/S结构)是一种在网络基础上,以数据库管理为后援,以微机为工作站的系统结构。
这种结构将任务合理分配到客户机端和服务器端,降低了系统的通讯开销,充分的利用了两端硬件环境优势。
WinCC可组态含有多个客户机和服务器的C/S系统,从而更有效地操作和监控大型系统,通过在多个服务器中分配操作和监控任务,平衡了服务器的使用率,从而使性能得到更大的改善。
图1 图21.2 与操作系统的兼容性对于安装,必须满足操作系统和软件组态的某些要求,不同版本的WinCC服务器客户机与操作系统的兼容性参考以下链接:87957161.3 服务器客户机结构的限制条件服务器端:每台WinCC服务器上都必须安装“WinCC Server”授权客户机端:根据需求可以分为客户机,Web客户机和瘦客户机。
最大值服务器或冗余服务器对1) 12系统中的WinCC 客户机32 2) 3)系统中的Web 客户机50 4)表11) 中央归档服务器会被视为一个服务器。
但它无法被同时当作操作单元使用。
2) 如果服务器也作为操作单元使用,则此服务器的客户机数目会减少到四个。
3) 混合组态:32 个客户机+ 3 个Web 客户机4) 混合组态:50 个Web 客户机+ 1 个WinCC 客户机(也适合工程用途)2 服务器客户机结构组态介绍2.1 服务器客户通讯前提> 网络连接正常客户机/服务器系统中所有计算机都必须通过网络(局域网)相互连接。
可以通过Ping命令查看通讯是否正常最好使用ping <计算机名称>来查看通讯是否正常因为IP地址和计算机名称的映射需要通过NETBIOS解析完成,在某些情况下ping IP地址并不能确保整体网络连接正常,更多信息请参考Microsoft MSDN 相关文档连接正常如下图:图3> 分配Windows用户权限服务器客户机使用相同的用户名(推荐)服务器端用户◊本地用户和组◊管理工具◊1)点击Windows开始菜单图42)创建一个新用户或者使用默认Administrator,为用户分配Administrators,SIMATIC HMI和SQLServer2005MSSQLUSER$<计算机名称>$WinCC三个用户组。
第二节内、外圆加工固定循环为了达到简化编程的目的,FANUC、SIEMENS 802D/C/S系统中都配备了许多固定循环功能。
这些循环功能主要用于对零件进行内、外圆粗精加工,螺纹加工,外切槽及端面槽等加工。
LCYC外圆固定循环编程例题:LJ.MPF主程序AA3.SPF(子程序)N10 G90 G94 N10 G00 X19.8 Z2N20 M03 S400 N20 G01 Z0N30 T1 D1 N30 X23.8 Z-2N40 G00 X52 Z2 N40 Z-25N50 _CNAME="AA3“N50 X24R105=1.000 R106=0.100 N60 X28.16 Z-45.8R108=1.000 R109=0.000 N70 G02 X44.08 Z-53 CR=8 R110=1.000 R111=100.000 N80 G01 X52R112=80.000 N90 RET/M17N60 LCYC95N60 G00 X100 Z100N70 T2 D1N80 S1000 F80N90 AA3N100 G00 X100 Z100…LCYC95内孔固定循环编程例题:LJ2.MPF (主程序)N10 G90 G54 G94N20 T6D1(内孔车刀)N30 M03 S500N40 G00 X20 Z2N50 _CNAME="AA1"R105=3.000 R106=0.100R108=1.000 R109=7.000R110=1.000 R111=100.000 R112=50.000LCYC95N60 G00 X20 Z2N70 S1000 F80N80 AA1N90 G00 Z100N100 X100N110 T1D1N120 S400N130 G00 X52 Z2N140 _CNAME="AA2"R105=1.000 R106=0.100R108=1.000 R109=0.000R110=1.000 R111=100.000 R112=80.000LCYC95N150 G00 X100 Z100N160 T2D1N170 S1000 F80N180 AA2N190 G00 X100 Z100N200 M30AA1.SPF (子程序)N10 G00 X26 Z2N20 G01 Z0N30 X24 Z-1N40 Z-20N50 X21N60 RET加工结果图形线路:A二维显示B截面显示LCYC95毛坯切削循环走刀详解:G00(快速点定位)“时间就是金钱”对CNC机床也是如此,刀具必须快速从起始点运行到工件处。
SIEMENSSIMATIC过程控制系统PCS 7使用入门手册前言,目录1 简介2 建立一个项目3 使用CFC编辑器4 使用输入/输出助手5 使用SFC编辑器6 编译,下载及测试7 使用操作员站版本 12/2000A5E00058928-04安全指南本手册包括应该遵守的注意事项,以保证你自己的生命安全以及保护产品和所连接的设备。
这些注意事项在本手册中是用符号进行突出强调,并根据危险等级注明如下:危险(Danger)表示假设若不采取适当的预防措施的话,将造成死亡,严重的人身伤害。
警告(Warning)表示假若不采取适当的预防措施的话,将可能造成死亡,严重的人身伤害。
告诫(Caution)表示假若不采取适当的预防措施的话,可能造成财产损失。
注意(Notice)表示假若不采取适当的预防措施的话,可能产生不合需要的结果和状态。
合格人员只有合格人员才允许安装和操作这一设备。
合格人员规定为根据既定安全惯例和标准进行试运行,接地和为电路、设备与系统加装标签的人员。
正确使用注意如下:警告本仪器及其元件只能用于产品目录或技术说明书中阐述的应用,并且只能与西门子批准或推荐的其它生产厂购买的装置或元件相连接。
本产品只有在正确运输、存贮、组装和安装的情况下,按推荐的方式运行和维护,才能正确安全地发挥其功能。
商标SIMATIC®,SIMATIC HMI®和SIMATIC NET®是SIEMENS AG的注册商标。
本系列文件中使用的其它名称也是注册商标:第三方厂商出于他们自己的目的引用任何注册商标都将侵犯商标所有者的合法权益。
SIEMENS AG 2000版权所有未经明确的书面许可不得复制,传播或使用本资料或其中的内容。
违者要对造成的损失承担责任,保留所有权包括专利授权与实用模型,或者设计登记所产生的权利。
Siemens AGBereich Automatisierungs-und AutriebstechnikGeschaeftsgebiet Industrie-AutomatisierungssystemePostfach 4848 D-90327 Nurnberg拒负责任的声明我们已核对本手册的内容与所叙述的硬件和软件相符,因为差错难以避免,所以我们不能保证完全的一致,然而,本手册中的数据定期审查,并在下一版的文件中作必要的修改,欢迎提出改进建议。
WinCC C/S结构快速入门1 服务器客户机结构概述1.1 服务器客户机结构的介绍WinCC客户机/服务器结构(Client/Server结构,以下简称C/S结构)是一种在网络基础上,以数据库管理为后援,以微机为工作站的系统结构。
这种结构将任务合理分配到客户机端和服务器端,降低了系统的通讯开销,充分的利用了两端硬件环境优势。
WinCC可组态含有多个客户机和服务器的C/S系统,从而更有效地操作和监控大型系统,通过在多个服务器中分配操作和监控任务,平衡了服务器的使用率,从而使性能得到更大的改善。
图1 图21.2 与操作系统的兼容性对于安装,必须满足操作系统和软件组态的某些要求,不同版本的WinCC服务器客户机与操作系统的兼容性参考以下链接:1.3 服务器客户机结构的限制条件服务器端:每台WinCC服务器上都必须安装“WinCC Server”授权客户机端:根据需求可以分为客户机,Web客户机和瘦客户机。
最大值服务器或冗余服务器对1) 12系统中的 WinCC 客户机32 2) 3)系统中的 Web 客户机50 4)表11) 中央归档服务器会被视为一个服务器。
但它无法被同时当作操作单元使用。
2) 如果服务器也作为操作单元使用,则此服务器的客户机数目会减少到四个。
3) 混合组态: 32 个客户机 + 3 个 Web 客户机4) 混合组态: 50 个 Web 客户机 + 1 个 WinCC 客户机(也适合工程用途)2 服务器客户机结构组态介绍2.1 服务器客户通讯前提> 网络连接正常客户机/服务器系统中所有计算机都必须通过网络(局域网)相互连接。
可以通过Ping命令查看通讯是否正常最好使用ping <计算机名称>来查看通讯是否正常因为IP地址和计算机名称的映射需要通过NETBIOS解析完成,在某些情况下ping IP地址并不能确保整体网络连接正常,更多信息请参考Microsoft MSDN 相关文档连接正常如下图:图3> 分配Windows用户权限服务器客户机使用相同的用户名(推荐)服务器端用户本地用户和组管理工具1)点击Windows开始菜单图42)创建一个新用户或者使用默认Administrator,为用户分配Administrators,SIMATIC HMI和 SQLServer2005MSSQLUSER$<计算机名称>$WinCC三个用户组。