手糊成型工艺课堂教学-简易篇
- 格式:ppt
- 大小:757.00 KB
- 文档页数:50
绪论第一节概述在玻璃钢的诸成型工艺发中,手糊工艺是玻璃钢工业生产中最早使用,也是我国目前使用最广泛的成型方法。
在我国手糊制品占整个玻璃钢产品的80%左右。
顾名思义,手糊成型工艺以手工操作为主,不用或少用机械设备。
手糊成型法又称接触成型法,固化时无反应副产物放出,因而不需要高压以去除反应副产物,在常温,高压下即可成型。
因此,无论小型制品或大型制品都可用手糊成型。
随着玻璃钢工业的发展,尽管新的成型工艺不断涌现,由于手糊工艺具有其独特的优点,特别是在手糊过程中可以对壁厚任意改变,纤维增强材料可以任意组合,可以根据与制品需要的载荷相对应的应力进行材料设计,选用。
因此该工艺在各国的玻璃钢生产中,仍占有较大比重。
对某些大型,批量较少或形状特殊的制品,采用手糊成型工艺是最适宜不过的了。
手糊工艺由于操作者用手及用工具,以模具为依托制成玻璃钢制品,因此,产品的质量在很大程度上依赖操作者的操作技能及责任心,它要求操作者有熟练的操作技巧,丰富的操作经验,对产品的结构,材料性能,模具的表面处理,表面胶衣层质量。
含胶量的控制,增强材料的铺放,产品厚度的均匀性,以及对影响质量、强度等的各种因素都应有所了解,尤其对操作中出现问题的判断和处理,不但需要有丰富的实践经验,而且要有一定的化学基础知识,还应具备一定的识图能力,所以决不能错误的认为什么人都能胜任手糊成型操作。
在国外,手糊工被视作为有较高技术的工种。
糊制操作虽然较简单,但产品质量同操作工人糊制技术的熟练程度和对待工作的态度关系极大,操作人员的经验和技术高低的差异,给产品带来性能上的差异是不可避免的,但为了确保玻璃钢制品的最终性能,从而对操作人员进行生产前的培训,并定期进行考核是很必要的。
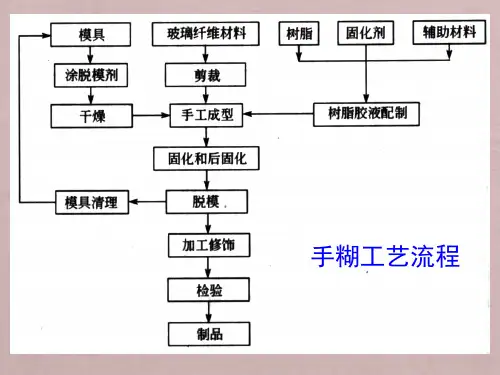
第二节手糊工艺流程手糊成型的工艺过程是:先清理好(或经表面处理好)的模具成型面上涂抹脱模剂,待充分干燥后,将加有引发剂(或固化剂),促进剂,颜料等添加剂的树脂混合料涂刷在模具成型面上,随之在其上铺放剪裁好的玻璃布(毡)等增强材料,并注意浸透树脂,驱逐气泡;如此重复上述铺层操作,直至达到设计厚度,然后进行固化,脱模,加工修饰及检验等。

手糊成型工艺流程手糊成型是一种传统的工艺流程,用于制作陶瓷、玻璃、陶瓷瓷砖等产品。
这种工艺流程需要熟练的技术和经验,通过手工操作将原料塑造成所需的形状,然后经过干燥、烧结等步骤,最终制成成品。
在本文中,我们将详细介绍手糊成型工艺的流程和步骤。
第一步,准备原料。
手糊成型的第一步是准备原料。
通常情况下,原料是由粘土、石英、长石等天然矿物混合而成。
这些原料需要经过精细的研磨和筛分,以确保其颗粒大小和均匀度。
在准备原料的过程中,需要注意控制原料的配比,以确保最终制品的质量和性能。
第二步,配料和混合。
一旦原料准备好,就需要进行配料和混合的工作。
这个步骤非常重要,因为原料的配比和混合程度直接影响最终制品的质量。
通常情况下,原料会根据配方进行称量,然后放入混合机中进行搅拌和混合。
在混合的过程中,需要控制搅拌时间和速度,以确保原料充分混合均匀。
第三步,制作坯体。
配料和混合完成后,就需要将原料塑造成所需的形状。
这个过程通常称为制作坯体。
制作坯体的方法有很多种,可以采用手工制作、压制成型、注塑成型等不同的方式。
在手糊成型工艺中,通常会采用手工制作的方式,即工人通过手工操作将原料塑造成所需的形状。
这需要工人具备熟练的技术和经验,以确保制作出的坯体质量和形状符合要求。
第四步,干燥。
制作好的坯体需要经过干燥的过程。
干燥的目的是去除坯体中的水分,以便后续的烧结工艺。
通常情况下,坯体会被放置在通风良好的地方进行自然干燥,也可以采用烘干设备进行人工干燥。
在干燥的过程中,需要控制干燥的时间和温度,以确保坯体干燥均匀,不会出现开裂或变形的情况。
第五步,烧结。
干燥完成后,就需要进行烧结的工艺。
烧结是手糊成型工艺中非常重要的一个环节,它可以使坯体变得更加坚硬和耐磨,同时也可以改变坯体的颜色和质地。
烧结的温度和时间是非常关键的,需要根据具体的原料和产品要求进行调控。
在烧结的过程中,需要控制炉温和气氛,以确保烧结的效果和质量。
第六步,修整和装饰。
编辑本段玻璃钢工艺分类纤维增强材料的材料特性,导致其常用的基本成型工艺有如下几种:手糊成型工艺、拉挤成型工艺、缠绕成型工艺、模压成型工艺。
(一手糊成型工艺 1.手糊成型法原理手糊成型工艺又称接触成型,是树脂基复合材料生产中最早使用和应用最普遍的一种成型方法。
手糊成型工艺是以加有固化剂的树脂混合液为基体,以玻璃纤维及其织物为增强材料,在涂有脱模剂的模具上以手工铺放结合,使二者粘接在一起,制造玻璃钢制品的一种工艺方法。
基体树脂通常采用不饱和聚酯树脂或环氧树脂,增强材料通常采用无碱或中碱玻璃纤维及其织物。
在手糊成型工艺中,机械设备使用较少,它适于多品种、小批量制品的生产,而且不受制品种类和形状的限制。
2.成型工艺流程手糊成型工艺的流程是:先在清理好或经过表面处理的模具成型面上涂抹脱模剂,待充分干燥好后,将加有固化剂(引发剂、促进剂、颜料糊等助剂并搅拌均匀的胶衣或树脂混和料,涂刷在模具成型面上,随后在其上铺放裁剪好的玻璃布(毡等增强材料,并注意浸透树脂、排除气泡。
重复上述铺层操作,直到达到设计厚度,然后进行固化脱模 3.成型设备手糊成型工艺所用的设备较少,制作模型的设备有木工车床、木工刨床、木工圆锯;脱模一般会用到空气压缩机、吊装设备等。
(二模压成型法 1.模压成型法原理热固性模压成型是将一定量的模压料加入预热的模具内,经加热加压固化成型塑料制品的方法。
其基本过程是:将一定量经一定预处理的模压料放入预热的模具内,施加较高的压力使模压料填充模腔。
在一定的压力和温度下使模压料逐渐固化,然后将制品从模具内取出,再进行必要的辅助加工即得产品。
2.成型工艺流程模压成型工艺主要分为压制前的准备和压制两个阶段。
3.成型设备(1浸胶机制备胶布的主要设备是浸胶机,由送布架、热处理炉、浸胶槽、烘干箱和牵引辊等几部分组成。
根据热处理炉和烘干箱放置的位置,可以分为卧式浸胶机和立式浸胶机两种。
(2预浸料机组这一方法所用设备有切割机、捏合机和撕松机。
玻璃钢手糊成型工艺嘿,朋友们!今天咱来聊聊玻璃钢手糊成型工艺,这可真是个有意思的玩意儿呢!你想想看,那玻璃钢就像是个神奇的材料,能被我们用手糊的方式变成各种各样的形状。
这就好比是我们在玩泥巴,只不过这个泥巴可高级多啦!要进行玻璃钢手糊成型啊,首先得准备好材料。
树脂就像是胶水,把那些玻璃纤维牢牢地粘在一起。
玻璃纤维呢,就像是钢筋,让成品变得坚固无比。
咱可不能小瞧了这些材料,它们可是关键中的关键呢!然后呢,就是动手的时候啦!把树脂均匀地涂在模具上,这可得仔细着点儿,不能厚一块薄一块的,不然做出来的东西可就不漂亮啦。
接着把玻璃纤维一层一层地铺上去,就像是给模具穿上一件特制的衣服。
嘿,你说这像不像给娃娃做衣服呀?在这个过程中,可不能马虎。
要把每一层都压实了,让它们紧紧地贴合在一起,这样做出来的东西才结实呢。
要是马马虎虎的,那最后成品可能就会这儿鼓一块儿,那儿凹一块儿的,那多难看呀!等都铺好了,就把它放在一边晾着。
这时候可别心急去碰它,得让它好好地固化。
就像蒸馒头得等它蒸熟了才能开锅一样,急不得呀!你说这玻璃钢手糊成型工艺神奇不神奇?咱就靠着自己的双手,能把这些材料变成有用的东西。
这多有成就感呀!而且啊,这玻璃钢的用途可广啦!可以做成各种各样的制品,像什么小船啦、雕塑啦、管道啦。
想象一下,你在公园里看到的那些漂亮的雕塑,说不定就是用这种工艺做出来的呢!这工艺虽然看起来不难,但真要做好可不容易。
得有耐心,还得细心。
就跟咱过日子一样,得用心经营才能过得好。
总之啊,玻璃钢手糊成型工艺真的是个很有趣也很实用的工艺。
朋友们,要是你们有兴趣,不妨自己也试试,感受一下亲手创造的乐趣!这可不是一般人能体验到的呢!相信我,一旦你尝试了,你就会爱上它的!。