水辅助注塑成型技术及其进展
- 格式:ppt
- 大小:621.50 KB
- 文档页数:45
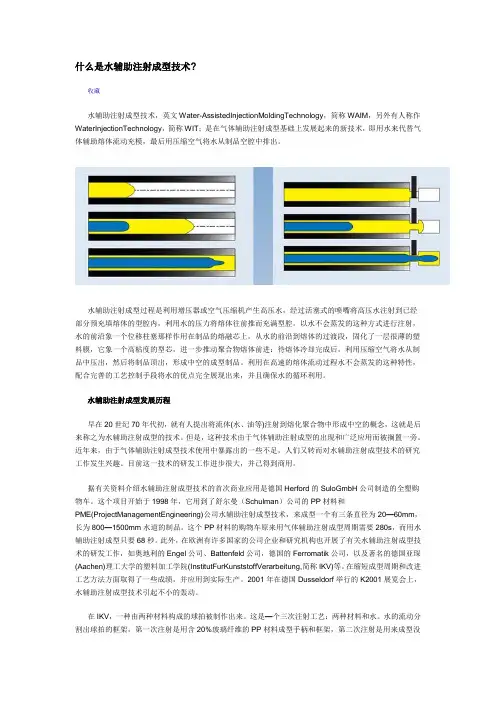
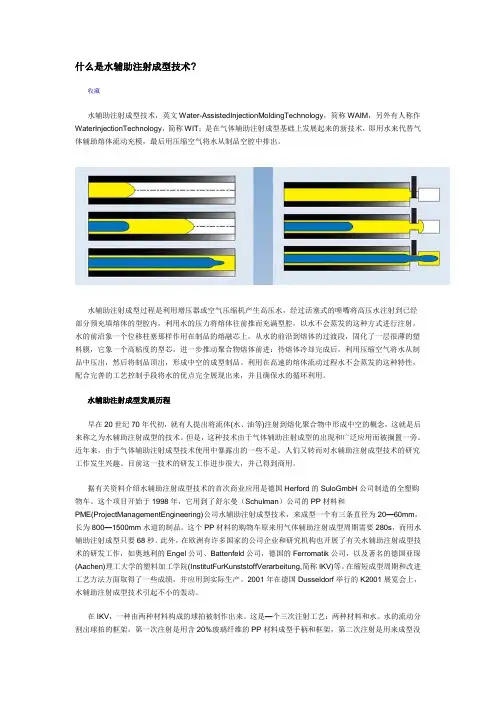
什么是水辅助注射成型技术?收藏水辅助注射成型技术,英文Water-AssistedInjectionMoldingTechnology,简称WAIM,另外有人称作WaterInjectionTechnology,简称WIT;是在气体辅助注射成型基础上发展起来的新技术,即用水来代替气体辅助熔体流动充模,最后用压缩空气将水从制品空腔中排出。
水辅助注射成型过程是利用增压器或空气压缩机产生高压水,经过活塞式的喷嘴将高压水注射到已经部分预充填熔体的型腔内,利用水的压力将熔体往前推而充满型腔。
以水不会蒸发的这种方式进行注射,水的前沿象一个位移柱塞那样作用在制品的熔融芯上,从水的前沿到熔体的过渡段,固化了一层很薄的塑料膜,它象一个高粘度的型芯,进一步推动聚合物熔体前进:待熔体冷却完成后,利用压缩空气将水从制品中压出,然后将制品顶出,形成中空的成型制品。
利用在高速的熔体流动过程水不会蒸发的这种特性,配合完善的工艺控制手段将水的优点完全展现出来,并且确保水的循环利用。
水辅助注射成型发展历程早在20世纪70年代初,就有人提出将流体(水、油等)注射到熔化聚合物中形成中空的概念,这就是后来称之为水辅助注射成型的技术。
但是,这种技术由于气体辅助注射成型的出现和广泛应用而被搁置一旁。
近年来,由于气体辅助注射成型技术使用中暴露出的一些不足,人们又转而对水辅助注射成型技术的研究工作发生兴趣。
目前这一技术的研发工作进步很大,并己得到商用。
据有关资料介绍水辅助注射成型技术的首次商业应用是德国Herford的SuloGmbH公司制造的全塑购物车。
这个项目开始于1998年,它用到了舒尔曼(Schulman)公司的PP材料和PME(ProjectManagementEngineering)公司水辅助注射成型技术,来成型一个有三条直径为20—60mm,长为800—1500mm水道的制品。
这个PP材料的购物车原来用气体辅助注射成型周期需要280s,而用水辅助注射成型只要68秒。
六种特殊成型⼯艺⼀、压缩注塑成型压缩注塑成型是⽐较传统的⼀种注塑⽅式原理:先将熔料注⼈到模腔,当熔料进⼈模肺时。
模具在其压⼑下打开少许;待熔料充满型腔后,再⽤⾼压锁紧模具得到所需的制品。
第⼆步是压制成型。
由于熔料是在模具已成微量开启状态下进⼊型腔的,故所需允模⼯⼒较⼩。
在成型时螺杆已不再向模腔内注料,⽽靠⾼压锁紧模具从⽽⼒Lf压于塑料⽽成型,因⽽制品取向较⼩,内应⼒低。
该法特别适合于成型⽽积⼩的透明度要求⾼的制品;优点:它能增加注塑零件的流长⽐;采⽤更⼩的锁模⼒和注塑压⼒;减少材料内应⼒;以及提⾼加⼯⽣产率。
注射压缩成型适⽤于各种热塑性⼯程塑胶制作的产品;如⼤尺⼨的曲⾯零件,薄壁,微型化零件,光学镜⽚,以及有良好抗冲击要求的零件;⼆、排⽓注塑成型原理:当注塑体积达到⼤约80%-95%时,注塑暂停;把模具打开⼤约0.1-0.2mm以便挥发性⽓体的排出;⼆次合模,并注塑剩余注塑量。
优点:⽓体辅助注射成型零件注射压⼒较低,可以选择较低锁模⼒的设备成型较⼤的零件。
三、低压注塑成型原理:压注塑⼯艺是⼀种使⽤很低的注塑压⼒将热熔材料注⼊模具并快速固化的封装⼯艺,以热熔材料卓越的密封性和优秀的物理、化学性能来达到绝缘、耐温、抗冲击、减振、防潮、防⽔、防尘、耐化学腐蚀等功效,对电⼦元件起到良好的保护作⽤。
优点:低压注塑成型⼯艺的设备成本低;四、⽓辅注塑成型注塑阶段(部分)-充⽓阶段(N2)-⽓体保压阶段(冷却⽓压不变)-降压阶段-脱模阶段优点:辅注塑技术具有很多的⽆可相⽐的优点,它不仅仅降低塑料制品的制造本钱,还可以进步其某些性能;振业注塑认为在制件能够达到相同的使⽤要求情况下,采⽤⽓辅注塑可以⼤⼤节省塑胶原料,其节省率可⾼达50%,⼀⽅⾯,塑胶原料⽤量减少带来整个成型周期各个环节时间的减少;五、⽔辅注塑成型⽔辅助注塑成型技术是将部分熔体注⼊模腔后,通过设备将⾼压⽔注⼊熔体内,最终使⼯件成型的⼀种先进注塑⼯艺。
几种特殊的塑胶成型工艺1.气体(水)辅助注射成型气体辅助注射成型是自往复式螺杆注塑机咨询世以来,注射成型技术最重要的进展之一。
它通过高压气体在注塑制件内部产生中空截面,利用气体积压,减少制品残余内应力,排除制品表面缩痕,减少用料,显示传统注射成型无法比拟的优越性。
气体辅助注射的工艺过程要紧包括三个时期:起始时期为熔体注射。
该时期把塑料熔体注人型腔,与传统注射成型相同,然而熔体只充满型腔的60%-95%,具体的注射量随产品而异。
第二时期为气体注人。
该时期把高压惰性气体注人熔体芯部,熔体前沿在气体压力的驱动下连续向前流淌,直至充满整个型腔。
气辅注塑时熔体流淌距离明显缩短,熔体注塑压力能够大为降低。
气体可通过注气元件从主流道或直截了当由型腔进人制件。
因气体具有始终选择阻力最小(高温、低粘)的方向穿透的特性,因此需要在模具内专门设计气体的通道。
第三时期为气体保压。
该时期使制件在保持气体压力的情形下冷却.进一步利用气体各向同性的传压特性在制件内部平均地向外施压,并通过气体膨胀补充因熔体冷却凝固所带来的体积收缩(二次穿透),保证制品外表面紧贴模壁。
气辅技术为许多原先无法用传统工艺注射成型的制件采纳注塑提供了可能,在汽车、家电、家具、电子器件、日常用品、办公自动化设备、建筑材料等几乎所有塑料制件领域差不多得到了广泛的应用,同时作为一项带有挑战性的新工艺为塑料成型开创了全新的应用领域。
气辅技术专门适用于制作以下几方面的注塑制品:1)管状、棒状制品:如手柄、挂钩、椅子扶手、淋浴喷头等。
采纳中空结构,可在不阻碍制品功能和使用性能的前提下;大幅度节约原材料,缩短冷却时刻和生产周期。
2)大型平板制件:如汽车外表板、内饰件格栅、商用机器的外军及抛物线形卫星天线等。
通过在制件内设置式气道,能够显著提高制品的刚度和表面质量,减小翘曲变形和表面凹陷,大幅度降低锁模力,实现用较小的设备成型较大的制件。
3)厚、薄壁一体的复杂结构制品:如电视机、运算机、打印机外壳及内部支撑和外部装饰件等。
汽车内饰主流的六大制造工艺随着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用尤其是对汽车内饰的精致性、舒适性和豪华性要求越来越高。
而满足用户对汽车内饰的要求,更离不开汽车内饰的各种制造工艺。
为此,今天小编针对当前汽车内饰的主流制造工艺及应用情况进行了介绍。
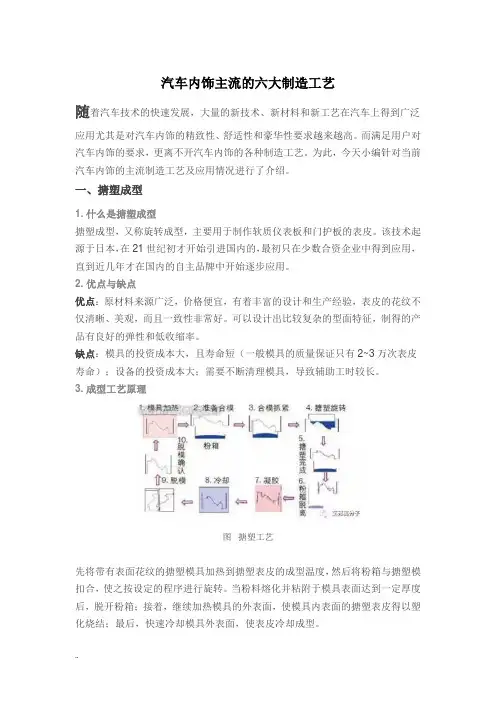
一、搪塑成型1. 什么是搪塑成型搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。
该技术起源于日本,在21世纪初才开始引进国内的,最初只在少数合资企业中得到应用,直到近几年才在国内的自主品牌中开始逐步应用。
2. 优点与缺点优点:原材料来源广泛,价格便宜,有着丰富的设计和生产经验,表皮的花纹不仅清晰、美观,而且一致性非常好。
可以设计出比较复杂的型面特征,制得的产品有良好的弹性和低收缩率。
缺点:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
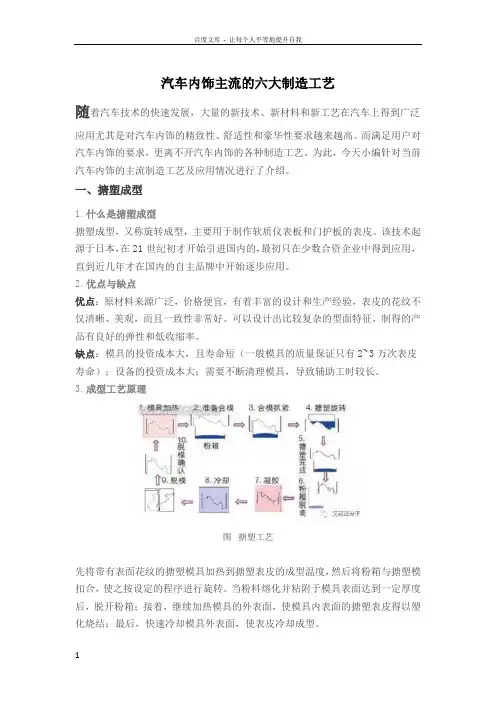
3. 成型工艺原理图搪塑工艺先将带有表面花纹的搪塑模具加热到搪塑表皮的成型温度,然后将粉箱与搪塑模扣合,使之按设定的程序进行旋转。
当粉料熔化并粘附于模具表面达到一定厚度后,脱开粉箱;接着,继续加热模具的外表面,使模具内表面的搪塑表皮得以塑化烧结;最后,快速冷却模具外表面,使表皮冷却成型。
二、PU(聚氨酯)喷涂PU喷涂工艺是近几年迅速发展起来的一种新的表皮成型工艺,主要用于仪表板的表皮和护板的表皮等。
1. 成型工艺图 PU喷涂表皮的生产流程PU喷涂是指先在表皮成型模表面喷上脱模剂,而后再喷涂模内漆(可根据产品需要喷涂不同颜色的模内漆),随后喷涂液态的PU原料(可通过喷涂机械手控制表皮的厚度),最后冷却起模。
2. 相比于搪塑工艺的优势第一部分搪塑工艺和PU喷涂工艺都是软质仪表板表皮的主要制作工艺,但相对于搪塑工艺而言,PU喷涂有许多优点,比如:可实现双色仪表板表面,使得造三、模内转印(IMD)1. 模内转印概念与应用模内转印是一种在成型过程中与装饰同步进行的工艺。
蚀性。
一些加工厂家将聚丙烯用在水辅工艺中,另外一些厂家则正在评估非填充型丙烯腈-丁二烯-苯乙烯共聚物(ABS)、乙缩醛及聚对苯二甲酸丁二醇脂(PBT)等基料的相关应用。
应用前景
水辅注塑成型技术主要在欧洲得到发展,这意味着在欧洲这一技术的商业应用比在北美或亚洲更为领先。
它的应用涉及车用部件、消费品部件及工业用部件。
典型的应用有手柄、顶架、摇杆盖、车门组块、铲子、托架、椅子和办公家具等。
这些管状组件中有些过去采用气辅成型技术生产,但用水辅技术更为适合。
法国L av ans-lès-St.-Claude的Smoby SA公司生产的三轮车把和前轮支叉是采用水辅注塑成型的一个范例。
这套车把-前叉三组件由聚丙烯制成。
车把重约400克,前叉重约350克。
壁厚为20-40毫米。
使用Battenfeld公司的Aquamold系统,水辅的应用使其成型周期较之气辅注塑成型减少了约40%。
BMW公司的机油油尺现正采用Engel公司的Watermelt水辅工艺生产。
此标管长450毫米,有着15毫米的外径和6.5毫米的壁厚。
油尺由杜邦公司的水辅注塑尼龙制成。
紧密容忍度要求油尺公隙不超过1毫米。
来源于:注塑财富网连续硬段/软段水辅注塑成型技术水辅注塑成型技术(WIT)最早由德国塑料加工研究院(IKV)于20世纪90年代开发出来。
2004年,采用水辅技术注射成型的双组分材料的双层汽车管材的价值得到了显现。
目前,IKV正在进一步开发这种具有硬段和软段的汽车中空部件的连续注射成型生产技术的潜在优势。
在亚琛举行的德国塑料加工研究院第24届技术研讨会上,研究生AndreasNeuss介绍了他在连续硬段/软段水辅注射成型技术方面的研究成果。
据介绍,该技术的潜在应用包括汽车进气管、冷气道、输油管以及一些非汽车用部件,如洗衣机的排水管等。
尽管采用3D连续共挤出吹塑成型的方法也可将这些产品生产出来,但是Neuss表示,与使用一台带有水辅助技术的多组分注射成型机相比,在多数情况下,上述设备的投资明显要昂贵许多。
关于连续硬段/软段水辅注射成型技术,Neuss介绍了2种工艺方法。
其中,“流体泡迁移(fluid-bubbletransfer)”工艺是同步在管道的中心注射软组分材料,并在部件的两端注入硬组分材料,接着,从部件的一端注入水。
受水压的推动,管道前端的硬段熔体流峰便向软段渗入。
在此过程中,水由硬段流经软段然后再通过硬段到达管道的另一端。
第二种工艺方法被称为“熔体突破(meltbreakthrough)”。
其特点是:在管道的中心注射硬组分材料,并在其一端注射软组分材料。
当软组分的熔体前峰与管道中心的硬组分材料相遇后,就会渗透过去,并到达另一端。
在这个工艺中,水由一端被注入,并且其前峰保留在软段材料的内部,它穿过硬段向前流动,由此便形成了一个中空的双层结构。
Neuss使用了一台220t的FerromatikMilacronK-Tec注射机,用水平料筒注射硬段,小型的立式料筒注射软段。
硬段材料为PP,软段材料可以使用TPO、TPV 或者苯乙烯系TPE。
Neuss介绍说,他还将在研究中考察其他多种具有商业化应用价值的材料组合,如玻纤增强尼龙12和柔性尼龙12、PPS和柔性尼龙、PBT和共聚酯TPE等。
什么是水辅助注射成型技术?收藏水辅助注射成型技术,英文Water-AssistedInjectionMoldingTechnology,简称WAIM,另外有人称作WaterInjectionTechnology,简称WIT;是在气体辅助注射成型基础上发展起来的新技术,即用水来代替气体辅助熔体流动充模,最后用压缩空气将水从制品空腔中排出。
水辅助注射成型过程是利用增压器或空气压缩机产生高压水,经过活塞式的喷嘴将高压水注射到已经部分预充填熔体的型腔内,利用水的压力将熔体往前推而充满型腔。
以水不会蒸发的这种方式进行注射,水的前沿象一个位移柱塞那样作用在制品的熔融芯上,从水的前沿到熔体的过渡段,固化了一层很薄的塑料膜,它象一个高粘度的型芯,进一步推动聚合物熔体前进:待熔体冷却完成后,利用压缩空气将水从制品中压出,然后将制品顶出,形成中空的成型制品。
利用在高速的熔体流动过程水不会蒸发的这种特性,配合完善的工艺控制手段将水的优点完全展现出来,并且确保水的循环利用。
水辅助注射成型发展历程早在20世纪70年代初,就有人提出将流体(水、油等)注射到熔化聚合物中形成中空的概念,这就是后来称之为水辅助注射成型的技术。
但是,这种技术由于气体辅助注射成型的出现和广泛应用而被搁置一旁。
近年来,由于气体辅助注射成型技术使用中暴露出的一些不足,人们又转而对水辅助注射成型技术的研究工作发生兴趣。
目前这一技术的研发工作进步很大,并己得到商用。
据有关资料介绍水辅助注射成型技术的首次商业应用是德国Herford的SuloGmbH公司制造的全塑购物车。
这个项目开始于1998年,它用到了舒尔曼(Schulman)公司的PP材料和PME(ProjectManagementEngineering)公司水辅助注射成型技术,来成型一个有三条直径为20—60mm,长为800—1500mm水道的制品。
这个PP材料的购物车原来用气体辅助注射成型周期需要280s,而用水辅助注射成型只要68秒。
汽车内饰主流的六大制造工艺随着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用尤其是对汽车内饰的精致性、舒适性和豪华性要求越来越高。
而满足用户对汽车内饰的要求,更离不开汽车内饰的各种制造工艺。
为此,今天小编针对当前汽车内饰的主流制造工艺及应用情况进行了介绍。
一、搪塑成型1. 什么是搪塑成型搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。
该技术起源于日本,在21世纪初才开始引进国内的,最初只在少数合资企业中得到应用,直到近几年才在国内的自主品牌中开始逐步应用。
2. 优点与缺点优点:原材料来源广泛,价格便宜,有着丰富的设计和生产经验,表皮的花纹不仅清晰、美观,而且一致性非常好。
可以设计出比较复杂的型面特征,制得的产品有良好的弹性和低收缩率。
缺点:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
3. 成型工艺原理图搪塑工艺先将带有表面花纹的搪塑模具加热到搪塑表皮的成型温度,然后将粉箱与搪塑模扣合,使之按设定的程序进行旋转。
当粉料熔化并粘附于模具表面达到一定厚度后,脱开粉箱;接着,继续加热模具的外表面,使模具内表面的搪塑表皮得以塑化烧结;最后,快速冷却模具外表面,使表皮冷却成型。
1. 成型工艺图膜内转印的膜片结构2. 成型工艺图膜内转印的制作工艺流程是指将事先设计有不同花纹的膜片在合模前吸附到注塑模具的型腔表面,再将熔融状态的塑胶(一般为PC+ABS)注射到模具内,从而使膜片与塑胶融合为一体。
3. 优点与缺点优点:1)一体成型,制程简化,降低生产/库存成本及工时,缩短产品制造周期,提高生产效率;2)各类可靠性测试均为业界最高水准,保证产品的稳定性及耐久性;3)高自动化生产,保证高良品率稳定生产;4)采用自动印刷及环保油墨,符合环保要求;5)可作多色印刷,如木纹丶炭纤维丶金属色系等。
产品表面纹理及坑纹可同时着色。
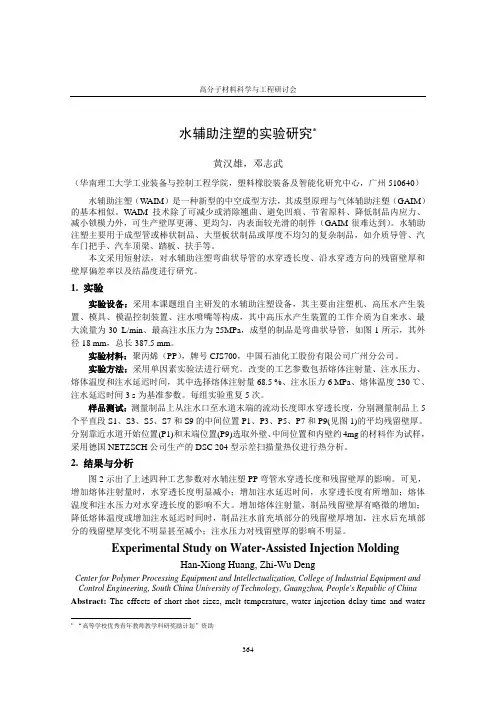
高分子材料科学与工程研讨会水辅助注塑的实验研究*黄汉雄,邓志武(华南理工大学工业装备与控制工程学院,塑料橡胶装备及智能化研究中心,广州510640)水辅助注塑(W AIM)是一种新型的中空成型方法,其成型原理与气体辅助注塑(GAIM)的基本相似。
W AIM技术除了可减少或消除翘曲、避免凹痕、节省原料、降低制品内应力、减小锁模力外,可生产壁厚更薄、更均匀,内表面较光滑的制件(GAIM很难达到)。
水辅助注塑主要用于成型管或棒状制品、大型板状制品或厚度不均匀的复杂制品,如介质导管、汽车门把手、汽车顶梁、踏板、扶手等。
本文采用短射法,对水辅助注塑弯曲状导管的水穿透长度、沿水穿透方向的残留壁厚和壁厚偏差率以及结晶度进行研究。
1. 实验实验设备:采用本课题组自主研发的水辅助注塑设备,其主要由注塑机、高压水产生装置、模具、模温控制装置、注水喷嘴等构成,其中高压水产生装置的工作介质为自来水、最大流量为30 L/min、最高注水压力为25MPa,成型的制品是弯曲状导管,如图1所示,其外径18 mm,总长387.5 mm。
实验材料:聚丙烯(PP),牌号CJS700,中国石油化工股份有限公司广州分公司。
实验方法:采用单因素实验法进行研究。
改变的工艺参数包括熔体注射量、注水压力、熔体温度和注水延迟时间,其中选择熔体注射量68.5 %、注水压力6 MPa、熔体温度230 ℃、注水延迟时间3 s为基准参数。
每组实验重复5次。
样品测试:测量制品上从注水口至水道末端的流动长度即水穿透长度,分别测量制品上5个平直段S1、S3、S5、S7和S9的中间位置P1、P3、P5、P7和P9(见图1)的平均残留壁厚。
分别靠近水道开始位置(P1)和末端位置(P9)选取外壁、中间位置和内壁约4mg的材料作为试样,采用德国NETZSCH公司生产的DSC 204型示差扫描量热仪进行热分析。
2. 结果与分析图2示出了上述四种工艺参数对水辅注塑PP弯管水穿透长度和残留壁厚的影响。
水辅助注射成型(WAIM)水辅注射成型(WAIM)是在气体辅助注射成型(GAIM)的基础上发展起来的一种新兴的注射成型工艺。
尽管早在20世纪70年代就有人提出将流体注入聚合物熔体中成型中空制件的概念,但水辅注射成型技术真正兴起始于1998年,在著名的德国亚琛理工大学塑料加工研究中心IKV召开的技术研讨会上发表的一篇水辅注射技术研究报告中首次提出了这一新兴的成型技术[1]。
与GAIM相比,WAIM具有诸多优点,比如它具有较短的生产周期、较便宜的冷却介质和较小的制品壁厚等,并且还可以生产内壁非常光滑的塑料制品,因此WAIM现已越来越受到重视。
一、水辅助注射成型原理水辅注射成型是利用升压装置产生高压水,经喷嘴将高压水注射到已部分预先填充熔体的型腔内,利用水的压力将熔体前推充满型腔。
水的前沿像一个位移柱塞那样作用在制件的熔融芯上,从水的前沿到熔体的过渡段,固化了一层很薄的塑料膜,它像一个高粘度的型芯,进一步推动聚合物熔体,从而形成空心体[4]。
最后利用重力或压缩空气将水从制件中排出,冷却脱模后获得制品。
其成型过程一般概况为三个阶段:熔体充填,水的注入,水保压与冷却[3]。
如图1所示。
(a)(b)(c)(a)熔体充填(b)水的注入(c)水保压与冷却图1 水辅助注射成型原理图二、水辅助注射成型工艺与气辅注射成型类似,水辅注射成型工艺一般分为4种,如上所示。
各种工艺方法优缺点比较,如下表1所示。
三、水辅助注射成型工艺的优缺点1 优点(1)水辅注射成型工艺可以显著缩短工件冷却时间从而大大缩短成型周期。
这是WAIM的最大优点。
水辅注射成型是将一定温度(10~80℃)的高压(30MPa)水注入模腔内熔体的芯部,因此水可直接从制品壁厚的芯部对制品进行冷却,而且这种冷却是随着制品形状由内到外均匀作用的,冷却充分。
研究表明,水辅助注射成型的冷却循环时间只有气体辅助成型的25%,甚至更低[5]。
(2)利用水辅注射成型塑料制件时,与气辅注射成型最大的差别在于气体是可压缩的,而水不可压缩。
水辅注塑原理的基本原理水辅注塑(Water Assisted Injection Molding,简称WAIM)是一种注塑成型方法,它利用高压水来辅助形成产品的中心腔道,从而实现产品内部的空心结构。
相较于传统注塑成型方法,水辅注塑具有节约材料、降低成本、提升产品质量等优点,在汽车零部件、电器电子、医疗器械等领域得到广泛应用。
水辅注塑的基本原理是在注塑成型过程中,利用高压水冷却,形成产品中心腔道并促使塑料材料排列紧密,从而实现产品的中空结构。
下面详细介绍水辅注塑的基本原理步骤:1. 射料阶段水辅注塑的射料阶段与传统注塑成型方法基本相同。
首先将塑料颗粒加入注射机的料斗中,通过螺杆和加热筒将塑料颗粒熔化,形成熔融状态的塑料浆料。
接着,塑料浆料被注射机的射嘴送入模具腔腹中。
2. 水辅助阶段当塑料浆料注入模腔后,开始进入水辅助阶段。
在这个阶段中,高压水被引入模具中的一部分空腔,冷却并充填塑料浆料周围的空间,形成产品的中心腔道。
这一步骤的关键在于控制水的压力和进入点。
首先,在射入模腔紧接着的瞬间,通过喷嘴或其他装置将高压水注入模腔中,以保持塑料浆料周围形成一个密闭的空腔。
然后,通过调节高压水的压力,使其对塑料浆料施加适度的压力,使其在塑料浆料恢复固态之前不会发生开裂,同时还可以在形成中心孔之后,继续有效地冷却塑料浆料。
3. 成型浇注阶段在完成水辅助阶段后,注射机将继续压缩塑料浆料,确保完全填满整个模具腔道。
这一阶段与传统注塑成型中的充填阶段相似,但由于水的辅助,塑料浆料的压实和填充更加均匀和完整。
注射机会持续施加一定的压力,并保持塑料浆料的温度,以确保整个模具腔道内的塑料可以完全流动充实。
4. 冷却阶段在成型浇注阶段之后,塑料浆料需要继续保持一定的压力,以确保塑料在冷却过程中不发生形状变化。
此时,高压冷却水将继续通过模具中的水道进行流动,通过吸热冷却塑料浆料,使其迅速恢复到固态状态。
在冷却结束后,模具可以打开,产品可以从模具中取出。