0Cr17Ni12Mo2 - Q235 12mm板异种钢对接焊接工艺评定(焊条手工焊)共6页word资料
- 格式:doc
- 大小:92.00 KB
- 文档页数:6
压力管道焊接工艺规程1 适用范围本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 主要编制依据GB50236-2011《现场设备、工业管道焊接工程施工及验收规范》;GB/T20801-2006《压力管道规范-工业管道》;SH3501-2011《石油化工剧毒、可燃介质管道工程施工及验收规范》;GB50235-2010《工业金属管道工程施工及验收规范》;CJJ28-2014《城市供热管网工程施工及验收规范》;CJJ33-2005 《城镇燃气输配工程施工及验收规范》;GB/T5117-2012 《碳钢焊条》;GB/T5118-2012 《热强钢焊条》;GB/T983-2012 《不锈钢焊条》;YB/T5092-2005《焊接用不锈钢丝》;GB14957-1994《焊接用钢丝》;其他现行有关标准、规范、技术文件。
3 施工准备技术准备3.1.1压力管道焊接施工前,应依据设计文件及其引用的标准、规范,并依据我公司焊接工艺评定报告编制出焊接工艺技术文件(焊接工艺卡或作业指导书)。
如果属本公司首次焊接的钢种,则首先要制定焊接工艺评定指导书,然后对该种材料进行工艺评定试验,合格后做出焊接工艺评定报告。
3.1.2编制的焊接工艺技术文件(焊接工艺卡或作业指导书)必须针对工程实际,详细写明管道的设计材质、选用的焊接方法、焊接材料、接头型式、具体的焊接施工工艺、焊缝的质量要求、检验要求及焊后热处理工艺(有要求时)等。
3.1.3 压力管道施焊前,根据焊接作业指导书应对焊工及相关人员进行技术交底,并做好技术交底记录。
3.1.4对于高温、高压、剧毒、易燃、易爆的压力管道,在焊接施工前应画出焊口位置示意图,以便在焊接施工中进行质量监控。
对材料的要求3.2.1被焊管子(件)必须具有质量证明书,且其质量符合国家现行标准(或部颁标准)的要求;进口材料应符合该国家标准或合同规定的技术条件。
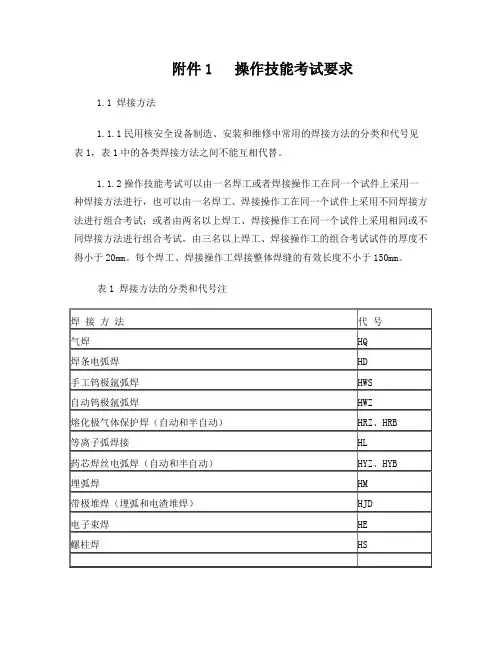
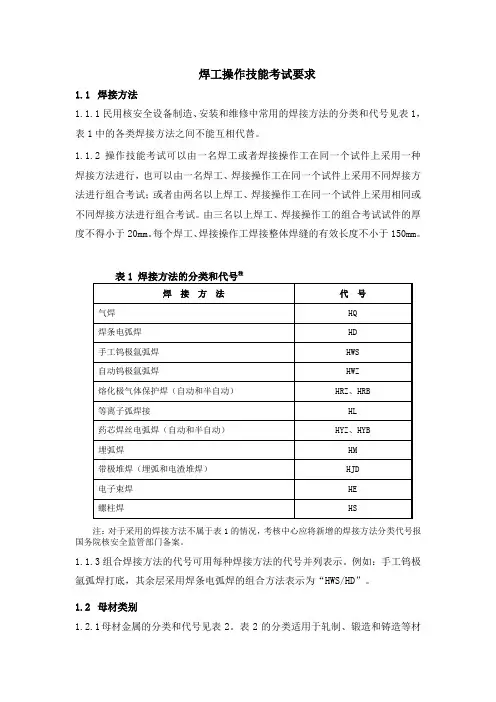
附件1 操作技能考试要求1.1 焊接方法1.1.1民用核安全设备制造、安装和维修中常用的焊接方法的分类和代号见表1,表1中的各类焊接方法之间不能互相代替。
1.1.2操作技能考试可以由一名焊工或者焊接操作工在同一个试件上采用一种焊接方法进行,也可以由一名焊工、焊接操作工在同一个试件上采用不同焊接方法进行组合考试;或者由两名以上焊工、焊接操作工在同一个试件上采用相同或不同焊接方法进行组合考试。
由三名以上焊工、焊接操作工的组合考试试件的厚度不得小于20mm。
每个焊工、焊接操作工焊接整体焊缝的有效长度不小于150mm。
表1 焊接方法的分类和代号注注:对于采用的焊接方法不属于表1的情况,考核中心应将新增的焊接方法分类代号报国务院核安全监管部门备案。
1.1.3组合焊接方法的代号可用每种焊接方法的代号并列表示。
例如:手工钨极氩弧焊打底,其余层采用焊条电弧焊的组合方法表示为“HWS/HD”。
1.2 母材类别1.2.1 母材金属的分类和代号见表2。
表2的分类适用于轧制、锻造和铸造等材料。
1.2.2 焊工、焊接操作工在操作技能考试时应符合下列规定:(1)焊工采用同类材料中任一钢号考试合格后可免去该类其它材料的考试。
(2)焊工采用Ⅰ~Ⅳ类材料中类别较高的考试合格后,可免去类别较低材料的考试。
(3)焊工采用Ⅵ~Ⅸ类材料的考试不能由其它类别材料互相代替。
(4)对于异种材料的焊接,焊工若采用母材中的两类材料均包括在表2中第Ⅰ—Ⅳ类别内,并且对两者中较高类别的材料已考试合格,则可免考;若采用两类材料中有第Ⅵ类,且已对两类母材分别考试合格,则可免考,但焊接材料采用镍基合金材料时,仍须考试。
(5)焊接操作工采用某类别任一钢号经焊接操作技能考试合格后,适用其他类别钢号。
表2 母材金属的分类和代号1.2.3异种材料在考试项目代号中的表示方法用“X/Y”表示,X、Y表示母材金属的类别号。
1.2.4 当母材金属为表2之外的材料类别时,考核中心可根据材料焊接性能试验或者焊接工艺评定的结果对母材进行分类,并将分类意见报国务院核安全监管部门备案。
0cr17ni12mo2是一种不锈钢材料,也被称为316L不锈钢。
在使用中,我们经常遇到关于这种材料热处理硬度的问题。
本文将从以下几个方面对0cr17ni12mo2的热处理硬度进行介绍和分析。
一、0cr17ni12mo2的基本性能0cr17ni12mo2是一种低碳型的不锈钢,其含有的镍、钼等合金元素使得其在耐蚀性能、抗氧化性能方面有着较好的表现。
0cr17ni12mo2还具有良好的加工性能和焊接性能,是一种常用的工业材料。
二、0cr17ni12mo2的热处理工艺1. 固溶处理对于0cr17ni12mo2材料,在固溶处理时,通常在1050℃左右进行保温处理,使其内部的碳化物和沉淀物溶解均匀,从而提高其塑性和加工性能。
2. 冷却速度控制在固溶处理后,需要对0cr17ni12mo2材料进行适当冷却,控制冷却速度。
过快的冷却速度可能导致材料的脆性增加,降低其抗拉强度和硬度;而过慢的冷却速度则可能导致材料的残余奥氏体含量增加,影响其力学性能。
三、0cr17ni12mo2的热处理硬度0cr17ni12mo2在热处理后,通常会出现一定程度的硬化。
其硬度受热处理工艺中固溶温度、保温时间和冷却速度的影响较大。
1. 固溶温度固溶温度的高低会直接影响到材料内部的晶粒和溶解碳化物的均匀程度,进而影响到硬度的大小。
过高或过低的固溶温度都会降低材料的硬度。
2. 保温时间保温时间的长短也会对材料的硬度产生影响。
保温时间过长可能会导致晶粒长大,降低硬度;保温时间过短则可能导致固溶不完全,影响硬度的提高。
3. 冷却速度适当的冷却速度可以帮助固溶后的0cr17ni12mo2材料产生一定的弥散硬化作用,提高硬度。
但是过快的冷却速度也会导致材料产生应力过大,影响其硬度和力学性能。
四、0cr17ni12mo2热处理硬度的测试与评定1. 硬度测试0cr17ni12mo2的硬度通常通过洛氏硬度试验或巴氏硬度试验进行测试。
这些测试方法可以有效地评定材料的表面硬度和内部硬度,从而反映出其热处理后的硬度变化情况。
2022年特种设备焊接作业《承压焊》安全生产模拟考试题(一)姓名:_____________ 年级:____________ 学号:______________1、(判断题)《中华人民共和国特种设备安全法》规定,特种设备生产、经营、使用单位及其主要负责人对其生产、经营、使用的特种设备安全负责。
A、正确B、错误正确答案:正确2、(判断题)当焊接线能量和其它工艺参数一定时,母材中的硫、磷含量高于焊接材料,其熔合比越大越好。
A、正确B、错误正确答案:错误3、(判断题)在恶劣的气候条件下,特别是6级以上大风、雨天、雾天、大雪等天气条件下,禁止进行高处焊割作业。
A、正确B、错误正确答案:正确4、(判断题)场(厂)内专用机动车辆,是指除道路交通、农用车辆以外仅在工厂厂区、旅游景区、游乐场所等待定区域使用的专用机动车辆。
A、正确B、错误正确答案:正确5、(判断题)奥氏体不锈钢焊件多层焊时,一定要保持层间温度不能太低,这样才能得到高质量的焊接接头。
A、正确B、错误正确答案:错误6、(判断题)气电立焊电流密度高,焊接线能量小。
A、正确B、错误正确答案:错误7、(判断题)减压器即起降压的作用又起稳压器的作用。
A、正确B、错误正确答案:正确8、(判断题)气电立焊时,为了确保焊接质量,气体的流量越大越好。
A、正确B、错误正确答案:错误9、(判断题)采用气体火焰矫正变形时应该使用中性焰。
A、正确B、错误正确答案:正确10、(判断题)焊机接地线应采用有足够截面的铜线,且中间不允许有接头。
A、正确B、错误正确答案:正确11、(判断题)焊接热影响区内塑料最好的区段是粗晶区。
A、正确B、错误正确答案:错误12、(判断题)用纯铜焊条焊接纯铜时可得到与母材性能完全相同的焊缝。
A、正确B、错误正确答案:错误13、(判断题)不锈钢复合板的不锈钢复合层的厚度占总厚度的40~50%。
A、正确B、错误正确答案:错误14、(判断题)电弧是一种空气燃烧的现象。

焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
(精编)锅炉压力容器压力管道焊工考试管理规则国家质量监督检验检疫总局锅炉压力容器压力管道焊工考试与管理规则国家质量监督检验检疫总局锅炉压力容器安全监察局国家质量监督检验检疫总局文件国质检锅[2002]109号关于印发《锅炉压力容器压力管道焊工考试与管理规则》的通知各省、自治区、直辖市质量技术监督局,国务院有关部、委、集团公司,新疆生产建设兵团质量技术监督局,有关单位:为提高焊工的焊接水平,保证锅炉压力容器产品的焊接质量,在总结各地执行有关锅炉压力容器焊工考试规则情况的基础上,根据我国当前锅炉压力容器压力管道安全监察工作需要,组织有关专家研究制定了《锅炉压力容器压力管道焊工考试与管理规则》。
现印发你们,请遵照执行。
附件:锅炉压力容器压力管道焊工考试与管理规则二OO二年四月十八日目录第一章总则 (3)第二章焊工考试的监督管理及组织 (3)第三章考试内容和方法 (5)第四章考试结果与评定 (18)第五章发证和持证焊工的管理 (27)第六章附则 (30)第一章总则第一条根据《锅炉压力容器安全监察暂行条例》、《压力管道安全管理与监察规定》,为加强焊工管理工作,保证锅炉、压力容器(含气瓶,下同)和压力管道的焊接质量,制定本规则。
第二条本规则适用于各类钢制锅炉、压力容器和压力管道受压元件焊接的焊工考试,主要包括:(一)受压元件焊缝;(二)与受压元件相焊的焊缝;(三)熔入永久焊缝内的定位焊缝;(四)受压元件母材表面堆焊。
其他设备的焊工考试可参照本规则。
第三条钢制锅炉、压力容器和压力管道的焊条电弧焊、气焊、钨极气体保护焊、熔化极气体保护焊、埋弧焊、电渣焊、摩擦焊和螺柱焊等方法的焊工考试及管理应符合本规则要求;钛和铝材的焊工考试内容、方法和结果评定分别按JB4745《钛制压力容器》和JB4734《铝制压力容器》中的规定;铜和镍材的焊工考试内容、方法和结果评定按GB50236《现场设备工业管道焊接工程施工及验收规范》中的规定。
焊工操作技能考试要求1.1焊接方法1.1.1民用核安全设备制造、安装和维修中常用的焊接方法的分类和代号见表1,表1中的各类焊接方法之间不能互相代替。
1.1.2操作技能考试可以由一名焊工或者焊接操作工在同一个试件上采用一种焊接方法进行,也可以由一名焊工、焊接操作工在同一个试件上采用不同焊接方法进行组合考试;或者由两名以上焊工、焊接操作工在同一个试件上采用相同或不同焊接方法进行组合考试。
由三名以上焊工、焊接操作工的组合考试试件的厚度不得小于20mm。
每个焊工、焊接操作工焊接整体焊缝的有效长度不小于150mm。
注注:对于采用的焊接方法不属于表1的情况,考核中心应将新增的焊接方法分类代号报国务院核安全监管部门备案。
1.1.3组合焊接方法的代号可用每种焊接方法的代号并列表示。
例如:手工钨极氩弧焊打底,其余层采用焊条电弧焊的组合方法表示为“HWS/HD”。
1.2母材类别1.2.1母材金属的分类和代号见表2。
表2的分类适用于轧制、锻造和铸造等材料。
1.2.2焊工、焊接操作工在操作技能考试时应符合下列规定:(1)焊工采用同类材料中任一钢号考试合格后可免去该类其它材料的考试。
(2)焊工采用Ⅰ~Ⅳ类材料中类别较高的考试合格后,可免去类别较低材料的考试。
(3)焊工采用Ⅵ~Ⅸ类材料的考试不能由其它类别材料互相代替。
(4)对于异种材料的焊接,焊工若采用母材中的两类材料均包括在表2中第Ⅰ—Ⅳ类别内,并且对两者中较高类别的材料已考试合格,则可免考;若采用两类材料中有第Ⅵ类,且已对两类母材分别考试合格,则可免考,但焊接材料采用镍基合金材料时,仍须考试。
(5)焊接操作工采用某类别任一钢号经焊接操作技能考试合格后,适用其他类别钢号。
1.2.3异种材料在考试项目代号中的表示方法用“X/Y”表示,X、Y表示母材金属的类别号。
1.2.4 当母材金属为表2之外的材料类别时,考核中心可根据材料焊接性能试验或者焊接工艺评定的结果对母材进行分类,并将分类意见报国务院核安全监管部门备案。
.. 关于印发焊接工艺评定一览表的通知公司各单位:根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
现将《焊接工艺评定一览表》印发给你们,以方便各单位选择使用。
附件:焊接工艺评定一览表质量安全部二○一二年十月三十日附件:焊接工艺评定一览表中化二建集团有限公司二○一二年十月.编制说明根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号)”文件精神,依据NB/T 47014-2011标准,质量安全部、三公司制造厂、焊接试验室共同将原有的焊接工艺评定进行了进行系统的整理和修改(即转化)。
经转化,合格的对接焊缝工艺评定为164项、换热器工艺评定为13项。
另有符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定项目为1项。
具体详见目录。
需要说明的是:1.焊接工艺评定编号:编号由焊接工艺评定代号、顺序号、材料类组、试件规格、焊接方法、焊接位置代号、焊后热处理等组成。
PQR-焊接工艺评定代号。
顺序号编排从001、002、003……。
接头型式代号:B——板对接;P——管对接;J——角接接头。
试件规格:板件用厚度表示;管件用直径×壁厚表示。
材料类组别号见相应评定标准。
焊接方法代号: SMAW-焊条电弧焊;GTAW-手工钨极氩弧焊; SAW-埋弧自动焊;GMAW-气保焊;FCAW-药芯焊丝自保护半自动焊;EGW-气电立焊。
焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定;3G——板对接立焊;4G——板对接仰焊;5G——管对接水平固定;6G——管对接45°固定;5GX——管对接水平固定向下焊、6GX——管对接45°固定向下焊。
0Crl7Nil2Mo2 6mm板对接焊接工艺评定(气保半自动焊)* * * * * 丿口]焊接工艺评定编号:XXX-PQR-009编制:XXX审核: _____ XXX _______批准:陈穗生一、焊接工艺评定报告二、机械性能报告(共2页)(共1页)焊接工艺评定报告(PQR)单位名称:. ****水公司(XXX)艺指导书编号:XXX-P8MAM6GMAW械化程度:(手工、半自动、自动) 半自动接头简图:(坡口形式、尺寸、衬接工艺、焊缝金属厚度)母材:材料标准:GB13296 钢号:焊后热处理:热处理温度(°C):保温时间(h):焊接工艺评定报告编号:XXX・PQR・009焊接工每种難方迭或焊0Crl7Nil2Mo2P8・1(ASME)类、组别号:『2(GB) /相焊厚度: 保护气体: 气体合比 流量(L/min)保护气体: g (X 98/2 16〜18尾部保护气: _________直径:其他: __________________ 背面保护气: _________填充金属:恒温时间: __________焊材标准:YB/T 5092H0Crl9Nil2Mo21.2mm 焊材规格:6mm焊材烘干温度:电流种类: 反接极性:鸽极尺寸: __________________ 焊接电流(A) : 120〜180 电弧电压(V):26〜32其他:类、组别号:vn ・2(GB) /P8-KASME)6mm电特性:其他:__________________焊接位置:预热:预热温度(°C): _________ 其 他单丝焊 其他拉彳申试验试验报告编号: LH-03-009试样 编号试样 宽度 (mm) 试样 厚度(mm)横截 面积 (mm 2)断裂 载荷 (KN) 抗拉 强度(MPa)断裂部位和 特征1-1 25.1 5.8 145.58 8L1 557 断于母材 1-225.26.1153.7288.5576断于母材对接焊缝位置:水平 焊接速度(cm/min):方向:(向上、向下) 18 〜25 角缝:摆动或不摆动:_______________ 方向:(向 上、向下)摆动 摆 动 参 数:技术措施: 层间温度(°C):多道焊或单道焊(每面): 多丝焊或单丝金相检验(角焊缝):根部:(焊透、未焊透)缝:(熔合、未熔合)_____________________RT:II级UT:MT:_________________________________ PT:焊缝、热影响区:(有裂纹、无裂纹)检验截面I II m IV V焊脚差(mm)无损检验耐蚀堆焊金属化学成分(重量%)c Si Mn P S Cr Ni Mo V Ti Nb 分析表面或取样开始表面至熔合线的距离(mm):物理性能试验报告委托单位:*****公司委托日期:2003年10月11 0编号:工程名称焊培中心受检件名称焊接工艺评定试件(注:本记录结果指来样而言)发出日期:2003年10月16日。
xxx公司焊接工艺评定编号: PQR151-F e1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书(共1页)二、预焊接工艺指导书(共2页)三、焊接工艺评定报告(共3页)四、附件(检验和材料报告)(共5页)焊接工艺评定任务书工程单位: xxx 公司委托编号: PQR151 焊接位置:立焊(3G) 委托日期:2011.10.20 接头型式:V 型对接接头编号: PQR151 机械化程度(手工、半自动、自动) 手工焊接方法:SMAW 保护焊:/执行标准NB/T47014要求完成日期: 2011.11.4检验项目检验标准评定指标检验项目检验标准评定标准试样数量外观检查目测拉伸试验常温GB/T228NB/T470142无损检测射线JB/T4730II超声/ / 弯曲试验面弯背弯GB/T2653 NB/T47014 2 渗透/ / GB/T2653 NB/T47014 2 磁粉/ / 冲击试验焊缝热影响区GB/T229 NB/T47014 3 焊缝化学/ / GB/T229NB/T470143 接头硬度/ / 铁素体测定///金相微观/ / 腐蚀试验/ / /宏观//接头型式简图:母材:钢号:Q235B 与Q235B相焊规格: 12mm焊材牌号:J427规格:3.24.0 mm4321121.0~1.52.0~3.060±5°编制日期审核日期注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS )共2页第1页单位名称: xxx 公司预焊接工艺规程编号: pWPS151 日期2011.10.21所依据焊接工艺评定报告编号: /焊接方法: SMAW机动化程度(手工、机动、自动):手工焊接接头: 坡口形式:V型衬垫(材料及规格): /其他:/简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 4321121.0~1.52.0~3.060±5°母材: 类别号Fe1 组别号Fe1-1与类别号Fe1 组别号Fe1-1相焊或标准号GB/T3247材料代号Q235B 与标准号GB/T3247材料代号Q235B 相焊对接焊缝焊件母材厚度范围: 12mm 角焊缝焊件母材厚度范围:/ 管子直径、壁厚范围:对接焊缝/ 角焊缝其他/填充金属: 焊材类别:FeT1-1 焊材标准:NB/T47018.2 填充金属尺寸: 3.2 4.0 mm 焊材型号:E4315 焊材牌号(金属材代号):J427 填充金属类别:FeT1-1其他:对接焊缝焊件焊缝金属厚度范围:12 mm角焊缝焊件焊缝金属厚度范围:/耐蚀堆焊金属化学成分(%): CSiMnPSCrNiMoVTiNb其他注:对每一种母材与焊接材料的组合均需分别填表。
焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
㈠手工焊焊工考试项目表示方法为:①- ②- ③- ④/ ⑤- ⑥- ⑦其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件钢号分类代号,见表3,有色金属材料按相应标准规定的代号。
异种钢号用X / X表示③试件形式代号,见表4,带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号,见表2。
⑦焊接要素代号,见表5。
考试项目中不出现某项时,则不填。
㈡焊机操作工考试项目表示方法为:①- ②- ③,其中:①焊接方法代号,见表1,耐蚀堆焊代号加:(N及试件母材厚度)。
②试件形式代号,见表4,带衬垫代号加:(K)。
③焊接要素代号,见表5,存在两种以上要素时,用“/ ”分开。
考试项目中不出现该项时,则不填。
㈢项目代号应用举例如下:⑴厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透,项目代号:SMAW-Ⅱ-1G(K)-12-F3J。
⑵壁厚为8mm、外径为60 mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm然后采用J427焊条手工填满坡口,项目代号为:GTAW-Ⅰ-5G-3/60-02和SMAW-Ⅰ-5G(K)-5/60-F3J。
⑶板厚为10mm的16MnR钢板立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,试件全焊透。
项目代号:GMAW-Ⅱ-3G-10。
⑷管材对接焊缝无衬垫水平固定试件,壁厚为8mm,外径为70 mm,钢号为16Mn,采用自动熔化极气体保护焊,使用实芯焊丝,在自动跟踪条件下进行多道焊全焊透,项目代号:GMAW-5G-06/09。
⑸壁厚为10mm,外径为86 mm的16Mn钢管管材垂直固定试件上使用A312焊条手工堆焊,项目代号:SMAW(N10) -Ⅱ-2G-86-F4。
⑹管板角接头无衬垫水平固定试件,管材厚度为3mm外径为25mm,材质为20号钢,板材厚度为8mm,材质为16MnR,采用手工钨极氩弧焊打底不加填充焊丝,焊缝金属厚度为2mm,然后采用自动钨极氩弧焊药芯焊丝多道焊,填满坡口,焊机无稳压系统,无自动跟踪系统,项目代号为:GTAW-Ⅰ/Ⅱ-5FG-2/25-01和GTAW-5FG(K)05/07/09。
焊接⼯艺评定(PQR)青岛德通起重机有限公司焊接⼯艺评定(PQR)⽂件编号:DT1019-2012版本: B受控状态:发放编号:2012年3⽉1⽇发布2012年4⽉1⽇实施焊接⼯艺评定(PQR)第1条焊接⼯艺评定是⽤以评定施焊单位是否有能⼒焊出符合产品技术条件所要求的焊接接头,验证施焊单位制订的焊接⼯艺指导书是否合适。
第2条焊接⼯艺评定是在焊接性试验基础上进⾏的⽣产前⼯艺验证试验,应在制订焊接⼯艺指导书以后,焊接产品以前进⾏。
焊接⼯艺评定是由施焊单位的熟练焊⼯(不允许外单位的焊⼯)按照焊接⼯艺指导书的规定焊接⼯艺试件,然后对⼯艺试件进⾏包观、⽆损探伤、⼒学性能和⾦相等项检验,同时将焊接时的实际⼯艺参数和各项检验结果记录在焊接⼯艺评定报告上,施焊单位规定的技术负责⼈应对该报告进⾏审批。
第3条对于产品上每种焊缝(按接头类型、母材、焊接材料、焊接⽅法和⼯艺等划分),施焊单位应编制焊接⼯艺指导书。
如果改变其中某项条件或参数,应另⾏编制焊接⼯艺指导书。
第4条焊接⼯艺指导书应有下列内容;1.焊接⼯艺指导书编号和⽇期;2.相应的焊接⼯艺评定报告的编号;3.焊接⽅法及⾃动化程度;4.接头形式、有⽆衬垫及衬垫材料牌号;5.⽤筒图表明坡⼝、间隙、焊道分布和顺序;6.母材的钢号、分类号;7.母材、熔敷⾦属的厚度范围、管⼦直径范围;8.焊条、焊丝的牌号和直径,焊剂的牌号和类型,钨极的类型、牌号和直径,保护⽓体的名称和成分;9.焊接位置、⽴焊的焊接⽅向;10.预热的最低温度、预热⽅式、最⾼的层间温度、焊后热处理的温度范围和保温时间范围;11.每层焊缝的焊接⽅法,焊条、焊丝、钨极的牌号和直径,焊接电流的种类、极性和数值范围,电弧电压范围,焊接速度范围,送丝速度范围,导电嘴⾄⼯件的距离,喷嘴尺⼨及喷嘴与⼯件的⾓度,保护⽓体、⽓体垫和尾部⽓体保护的成分和流量,施焊技术(有⽆摆动、摆动⽅法、清根⽅法、有⽆锤击等);12.焊接设备及仪表;13.编制⼈和审批⼈的签字和⽇期。
*****公司
焊接工艺评定
编号: XXX-PQR-011
编制: xxx
审核: xxx
批准: xxx
目录
一、焊接工艺评定报告(共2页)
二、机械性能报告(共1页)
焊接工艺评定报告(PQR)
广东省石油化工建设集团公司
物理性能试验报告
委托单位:*****公司委托日期:2003年10月 15日编号:LH-03-011
(注:本记录结果指来样而言)发出日期:2003年10月17日
希望以上资料对你有所帮助,附励志名言3条:
1、宁可辛苦一阵子,不要苦一辈子。
2、为成功找方法,不为失败找借口。
3、蔚蓝的天空虽然美丽,经常风云莫测的人却是起落无从。
但他往往会成为风云人物,因为他经得起大风大浪的考验。