第八章 复杂控制系统
- 格式:ppt
- 大小:2.93 MB
- 文档页数:32
21 复杂控制系统一、概述1、单回路控制系统——简单控制系统:在一般情况下能够满足生产控制要求。
特殊情况:系统干扰因素多、干扰变化剧烈,以及工艺特殊要求。
2、复杂控制系统——串级控制系统、比值控制系统、均匀控制系统、前馈控制系统、选择控制系统、分程控制系统等复杂系统--随着控制理论与工业应用的发展,包含的内容也不同,例如复杂大系统--人口系统,环境控制,能源控制,企业生产经营控制等。
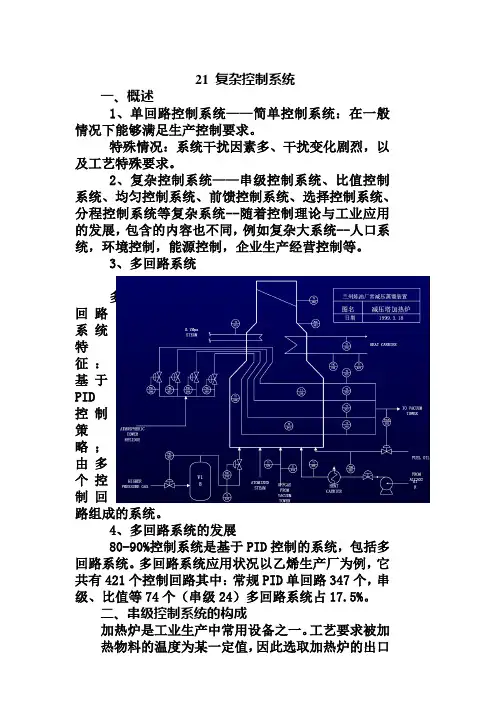
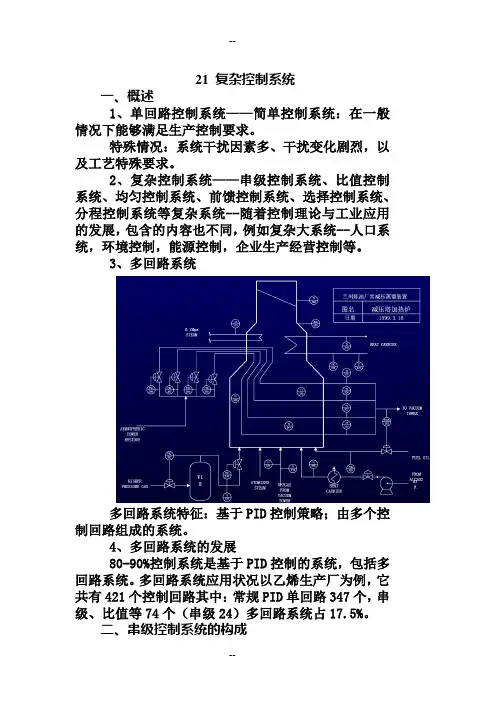
3、多回路系统多回路系统特征:基于PID控制策略;由多个控制回路组成的系统。
4、多回路系统的发展80-90%控制系统是基于PID控制的系统,包括多回路系统。
多回路系统应用状况以乙烯生产厂为例,它共有421个控制回路其中:常规PID单回路347个,串级、比值等74个(串级24)多回路系统占17.5%。
二、串级控制系统的构成加热炉是工业生产中常用设备之一。
工艺要求被加热物料的温度为某一定值,因此选取加热炉的出口温度为被控变量,选取燃料量为操纵变量,构成图5-1(a)所示的单回路控制系统。
影响炉出口温度的因素很多,主要有:被加热物料的流量和炉前温度变化[f1(t)];燃料热值的变化、压力的波动[f2(t)];烟囱挡板位置的改变、抽力的变化[f3(t)]等。
图5-1(a)系统的特点是,所有对被控变量的扰动都包含在这个回路之中,并都由温度控制器来克服。
但是控制通道的时间常数和容量滞后较大,控制作用不用及时,系统克服扰动的能力较差,不能满足工艺的要求。
为此,另外选择,炉膛温度为被控变量,燃料量为操纵变量,设计图5-1(b)所示的单回路控制系统,以维持炉口温度为某一定值。
该系统的特点是对于扰动[f2(t)] 、[f3(t)]能及时有效地克服,但是扰动[f1(t)]未包括在系统内,系统不能克服扰动[f1(t)]对炉出口温度的影响,仍然不能达到生产工艺要求。
综上分析,为了充分应用上述两种方案的优点,选取炉出口温度为被控变量,选择炉膛温度为中间辅助参数,把炉出口温度控制器的输出作为炉膛温度控制器的设定值,构成了图5-2所示的炉出口温度与炉膛温度的串级控制系统,图5-3是它的方块图。
培训教案复杂控制系统一、教学要求1、教材分析复杂控制系统是“化工过程控制”课程中的重要内容,是化工生产过程控制不可缺少的组成部分。
本章是在单回路控制系统的基础上,对控制系统的进一步引伸。
掌握好本章内容,有助于正确的分析和处理复杂控制系统运行和维护过程中出现的各种问题。
2、教学目的①理解和掌握复杂控制系统的组成原理及特点。
②了解对象特性,提高分析和解决问题的能力。
3、教学重点复杂控制系统的组成、特点及参数的选择。
4、教学难点理解复杂控制系统主要参数的选择、PID参数的选择和控制的稳定性问题。
5、课堂教学方式讲授为主。
二、教学过程及实施1、导入课程先举一个聚合釜温度控制系统的例子。
说明单回路控制系统在化工生产过程中的局限性,必须采用更为先进的控制方案,才能满足要求。
2、讲授新课第一节串级控制系统1、串级控制系统的组成简单的说,串级控制系统就是把两个调节器串接起来,其中前一调节器的输出作为后一调节器的给定。
组成见图1。
图1串级控制系统方块图2、串级控制系统的常用名词主参数:生产工艺过程中主要控制的工艺指标。
在串级调节系统中其主导作用的那个被调参数即为主参数。
副参数:影响主参数的主要变量或是因为满足某种关系的需要而引入的中间变量。
主对象:为生产过程中所要控制的,由主参数表征其主要特性的工艺生产设备。
副对象:生产过程中影响主参数的,由副参数表征其主要特性的工艺生产设备。
主调节器:在系统中起主导作用,按主参数与给定值的偏差而动作,其输出作为副参数给定值的那个调节器。
副调节器:其给定值由主调节器的输出所决定,并按副参数与主调节器的输出的偏差而动作,其输出直接控制调节阀的那个调节器。
副回路:处于串级调节系统内部的,由副参数测量变送、副调节器、调节阀、副对象等组成的内部回路。
主回路:既整个串级调节系统,共包括主调节器,副回路等效环节,主对象及主参数测量变送等部分。
3、串级控制系统的特点①由于副回路的预先调节作用,对进入副回路的干扰有较强的抗干扰能力。
21 复杂控制系统一、概述1、单回路控制系统——简单控制系统:在一般情况下能够满足生产控制要求。
特殊情况:系统干扰因素多、干扰变化剧烈,以及工艺特殊要求。
2、复杂控制系统——串级控制系统、比值控制系统、均匀控制系统、前馈控制系统、选择控制系统、分程控制系统等复杂系统--随着控制理论与工业应用的发展,包含的内容也不同,例如复杂大系统--人口系统,环境控制,能源控制,企业生产经营控制等。
3、多回路系统多回路系统特征:基于PID控制策略;由多个控制回路组成的系统。
4、多回路系统的发展80-90%控制系统是基于PID控制的系统,包括多回路系统。
多回路系统应用状况以乙烯生产厂为例,它共有421个控制回路其中:常规PID单回路347个,串级、比值等74个(串级24)多回路系统占17.5%。
二、串级控制系统的构成加热炉是工业生产中常用设备之一。
工艺要求被加热物料的温度为某一定值,因此选取加热炉的出口温度为被控变量,选取燃料量为操纵变量,构成图5-1(a)所示的单回路控制系统。
影响炉出口温度的因素很多,主要有:被加热物料的流量和炉前温度变化[f1(t)];燃料热值的变化、压力的波动[f2(t)];烟囱挡板位置的改变、抽力的变化[f3(t)]等。
图5-1(a)系统的特点是,所有对被控变量的扰动都包含在这个回路之中,并都由温度控制器来克服。
但是控制通道的时间常数和容量滞后较大,控制作用不用及时,系统克服扰动的能力较差,不能满足工艺的要求。
为此,另外选择,炉膛温度为被控变量,燃料量为操纵变量,设计图5-1(b)所示的单回路控制系统,以维持炉口温度为某一定值。
该系统的特点是对于扰动[f2(t)] 、[f3(t)]能及时有效地克服,但是扰动[f1(t)]未包括在系统内,系统不能克服扰动[f1(t)]对炉出口温度的影响,仍然不能达到生产工艺要求。
综上分析,为了充分应用上述两种方案的优点,选取炉出口温度为被控变量,选择炉膛温度为中间辅助参数,把炉出口温度控制器的输出作为炉膛温度控制器的设定值,构成了图5-2所示的炉出口温度与炉膛温度的串级控制系统,图5-3是它的方块图。
/dalilvcai 豆丁网独家上传.1.某聚合反应釜内进行放热反应,釜温过高会发生事故,为此采用夹套水冷却。
由于釜温控制要求较高,且冷却水压力、温度波动较大,故设置控制系统如图1所示。
(1)这是什么类型的控制系统?试画出其方块图,说明其主变量和副变量是什么?(2)选择控制阀的气开、气关型式。
(3)选择控制器的正、反作用。
(4)如主要干扰是冷却水的温度波动,试简述其控制过程。
(5)如主要干扰是冷却水压力波动,试简述其控制过程,并说明这时可如何改进控制方案,以提高控制质量。
图1聚合反应釜的控制示意图2.某干燥器的流程图如图2所示。
干燥器采用夹套加热和真空抽吸并行的方式来干燥物料。
夹套内通入的是经列管式加热器加热后的热水,而加热器采用的是饱和蒸汽。
为了提高干燥速度,应有较高的干燥温度θ,但θ过高会使物料的物性发生变化,这是不允许的,因此要求对干燥温度θ进行严格控制。
图2 干燥器流程图(1)如果蒸汽压力波动是主要干扰,应采用何种控制方案?为什么?试确定这时控制阀的气开、气关型式与控制器的正、反作用。
(2)如果冷水流量波动是主要干扰,应采用何种控制方案?为什么?试确定这时控制阀的气开、气关型式与控制器的正、反作用。
(3)如果冷水流量与蒸汽压力都经常波动,应采用何种控制方案?为什么?试确定这时控制流程图,确定控制器的正、反作用。
3.图3所示的串级控制系统是否有错?错在什么地方?应作如何改正,为什么?图3 精馏塔釜控制系统4 .图4所示氨冷器,用液氨冷却铜液,要求出口铜液温度恒定。
为保证氨冷器内有一定汽化空间,并避免液氨带入冰机造成事故,采用温度—液位串级控制。
(1)试画出温度—液位串级控制系统示意图和方块图;(2)试确定气动调节阀的气开、气关型式;(3)试确定调节器的正、反作用形式。
图4 氨冷器5.串级控制系统有哪些特点?主要使用在哪些场合?6.串级控制系统中主、副变量应如何选择?7.为什么说串级控制系统中的主回路是定值控制系统,而副回路是随动控制系统?8.怎样选择串级控制系统中主、副控制器的控制规律?9.如何选择串级控制系统中主、副控制器的正、反作用?10.串级控制系统中主、副控制器参数的工程整定主要有哪两种方法?11.均匀控制系统的目的和特点是什么?12.简述均匀控制系统的控制方案。