疵点检测系统中疵点检测算法
- 格式:doc
- 大小:242.00 KB
- 文档页数:5

织物疵点自动检测系统中疵点图像特征参数选择与提取研究摘要:疵点图像的特征提取是识别织物疵点的重要依据,它直接影响疵点识别的效率和准确率。
特征参数应具有灵敏度高、独立性强、运算快的特点,提取出疵点的区域面积、边界周长、中心点坐标、长短轴长度、形状参数F和离心率E作为疵点的特征参数。
实验证明它能够识别出大部分常见疵点,并为疵点定位标识提供充分依据。
关键词:疵点识别特征提取疵点检测图像处理1 引言织物疵点是影响产品质量的重要因素,目前,在国内绝大部分的纺织企业中,对织物的疵点检测还是采用人工离线检测。
随着计算机技术和数字图像处理技术的飞速发展,可以实现织物疵点的自动检测。
基于数字图像处理技术的疵点检测过程包括图像采集、图像分析和特征值提取、疵点判别和分类,其核心技术是特征值提取和分类。
织物图像的特征值提取实质是寻找描述织物疵点特征的一组度量值,这组值能够准确地表达疵点的大小、方向和位置等,为疵点的识别和分类提供依据。
2 织物疵点图像的特征参数选择特征参数选取很重要,若特征抽取不正确,就不能很精确的进行分类。
但是,可选取的特征参数很多,如果这些参数全部用来表征图像的特征,不仅计算量大,而且各个参数的灵敏度不同,有些参数表达的内容会有重复,因此需要对参数进行认真选择。
从所提取的特征参数中选取特征向量时,一般的方法是根据每一类的协方差矩阵,在变换后的矩阵中,作为特征向量取代原来的特征参数代表图像特征,这种取代的结果均方差最小。
由此看出,特征向量的抽取目的是在不明显降低系统识别性能条件下,用较少的特征参数代表图像。
在特征向量选择时的依据为:[1]1)可靠性:特征向量各元素对应的特征参数的灵敏度要高,即各参数的误判率较低;2)独立性:特征向量之间各个元素彼此独立,表达不同疵点的特征;3)数量要少:特征向量的元素尽可能少,这样可以使判断速度快,计算量小。
各种疵点分类的主要依据是疵点的形状,所以对它们进行特征提取时,主要选择描述形状特征的参数作为特征值。

基于改进的引导滤波的织物疵点检测算法马腾;杨大利;侯凌燕【摘要】为解决织物疵点自动检测算法对不同种类疵点检测的鲁棒性问题以及算法的实时性问题,提出针对疵点图像的改进的引导滤波算法及其疵点检测算法.实验表明:引导滤波在保持边缘的同时速度最快,该改进算法使用高斯滤波后图像作为输入图像,原图像为引导图像,在保持细节的同时锐化并保持边缘,一张图片滤波时间为26.2ms.该检测算法使用改进后引导滤波,再进行光照校正等处理得到疵点检出图片.实验表明,该检测算法疵点检出率为97.35%,检测时间为158.1 ms,保持检出率的同时达到实时性要求.【期刊名称】《毛纺科技》【年(卷),期】2017(045)011【总页数】4页(P70-73)【关键词】疵点检测;图像滤波;引导滤波;鲁棒性;实时性【作者】马腾;杨大利;侯凌燕【作者单位】北京信息科技大学,北京 100020;北京信息科技大学,北京 100020;北京信息科技大学,北京 100020【正文语种】中文【中图分类】TS131.9我国的纺织行业至今仍主要采用人工验布,为了实现疵点检测阶段的自动化,各种疵点检测算法应运而生。
由于已存在的疵点检测算法实时性以及对各类疵点的鲁棒性均不稳定,没有能够运用到现实生产过程中,但是疵点自动检测系统更适应纺织业的发展,机器视觉代替人类视觉是必然的,如何通过鲁棒性检测各类疵点,并满足实时性成为关键。
本文数据为疵点样本,分割出疵点区域的关键在于疵点边缘的保持,本文用可以保持边缘的图像滤波方法对图像进行预处理,减弱图像噪声并且锐化图像边缘。
对图像边缘具有保持作用的图像滤波方法有各向异性扩散滤波、非局部均值滤波、双边滤波及引导滤波。
各向异性扩散滤波[1]使用偏微分方程进行求解,计算较复杂且对于某些给出初值问题上状态不稳定;非局部均值滤波器[2-4]计算复杂度较大。
双边滤波[5-6]时间复杂度较大,处理时间较长。
引导滤波[7]是新的滤波方法,具有O(N)的复杂度,时间复杂度与窗口大小无关,现多用于图片去雾处理,该方法具有更好的边缘保持特性,并且是保持边缘的滤波方法中速度最快的。

摘要纺织品生产中,质量控制是非常重要的,布匹疵点的检测是其中重要的一部分。
目前疵点检测仍由人工目视完成,检测效果不稳定,检测结果受到检测人员的训练和熟练程度影响。
因此纺织工业开始转向使用自动布匹检测。
自上世纪90年代以来,自动布匹检测一直是纺织工业自动化研究的热点。
本文提出了一种基于机器视觉的布匹疵点自动检测系统的设计方案,其中包括系统软、硬件总体设计,图像采集模块的设计,疵点检测算法和疵点分类算法的研究和设计等。
布匹图像采集、疵点检测算法是系统设计的重点。
首先,在简要介绍了采集图像卡原理的基础上,本文给出了图像采集软件的设计方案。
软件分为三个层次,包括图像卡驱动程序,图像卡接口函数库,系统图像采集模块。
这种设计方式有利于软件的维护。
接着,本文讨论了疵点检测的算法研究和设计。
疵点检测目的在于提取疵点的信息。
本文把疵点检测的任务进行了分解,分为疵点检测、疵点分类和疵点分割三个层次。
同时,通过对疵点检测的深入分析以及对前人的研究成果的总结,本文分别提出了基于小波分析的疵点检测算法和基于BP神经网络的疵点分类算法。
疵点检测算法,通过构造和优化选择小波的方法,来提高算法的检测效果和自适应能力;疵点分类算法着重考虑布匹疵点特征的选取和BP网络学习算法的优化。
本文讨论的布匹疵点自动检测系统目前仍在研究和设计中,虽然已经取得了一定的成果,但还有许多地方需要进一步的改善,才能满足实际布匹检测的需要。
在本文的最后,给出了一些系统改进的想法。
关键词:布匹检测;机器视觉;图像采集;驱动程序;疵点检测;小波分析;疵点分类;BP神经网络AbstractIn the process of textile production, quality control is very important. Detection of fabric defects is an important part of this. Presently, much of the fabric inspection is performed manually by human inspectors. Many defects are missed, and the inspection is inconsistent, with its outcome depending on the training and the skill level of the personnel.Since 1990's, automation of fabric inspection has been a topic of considerable research in automation of textile industry. In this paper, a project of design of automatic fabric inspection system is bringing forward. It includes the system hardware structure design, software structure design, image capturing module design, fabric defects detection algorithm and defects classification algorithm design and research. Fabric image capturing and fabric defects inspection algorithm are the key points of system design.First, after briefly introducing the principle of the image capturing card, we give the software design of fabric image capturing. The software is divided into three level parts. It includes Windows driver of image capturing card, the API(Application Programming Interface)of the card, fabric image capturing .This software architecture avail to software maintenance.Second, we discuss the research and design of algorithms of automatic inspection of fabric defects. The arm of fabric inspection is finding the information of fabric defects. We divide the task of fabric inspection into three parts: defects detection, defects classification, defects segmentation. Base on the deeply analysis fabric inspection and summarizing the research before, we propose a fabric detection algorithm using wavelet analysis, and an fabric classification algorithm using BP Neural Network. Fabric detection algorithm creates and optimizes to select the wavelet in order to improve it's detection effect and capability of self-adaptation. Fabric classification algorithm considers the fabric feature parameters selection and optimization of training algorithm of BP neural network.The fabric defect automatic inspection system in the paper is still in research and design. Though some achievement have been got, the system has many parts should improve in order to satisfy the need of the fabric industry. In the end of the paper, we givesome idea to improve the system.Key words: Fabric Inspection; Machine Vision; Image Capturing; Device Driver;Fabric Defect Detection; Wavelet Analysis; Fabric Defect Classification;BP Neural Network独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研究成果。
基于机器视觉的布匹疵点检测系统为了提高布匹疵点检测的精度与速度,提出了一种基于机器视觉的布匹疵点检测系统用于取代人工检测。
论述了系统的整体结构,包括成像设备、光源选择以及图像采集与处理方式等,并提出了一种基于类别共生矩阵与支持向量机的布匹疵点检测算法。
检测算法将疵点检测看作一个两类分类问题,采用从灰度共生矩阵中提取的特征来描述纹理特性,并采用支持向量机来对特征向量进行分类完成疵点的检测。
最后通过大量的布匹疵点实例对算法的可靠性进行验证,并对检测算法在不同参数下的检测精度与实时性进行了讨论。
引言布匹的疵点检测是纺织工业中一项十分重要的环节。
传统的布匹疵点检测通常是由人工完成,其劳动强度大,且缺乏一致性与稳定性,存在检测速率低、漏检与误检率高、检测精度低等问题。
调查表明,即使是熟练工人,其检测精度也只有70%左右,其检测速率只有15〜20 m/min •随着计算机图像处理技术的不断发展,基于机器视觉的检测方法被越来越多的用于布匹疵点检测中。
该研究采用图像处理与模式识别方法来完成布匹疵点的自动检测任务,设计了布匹疵点检测系统的结构,并提出了一种以灰度共生矩阵为纹理特征,以支持向量机为机器学习方法的布匹疵点检测算法。
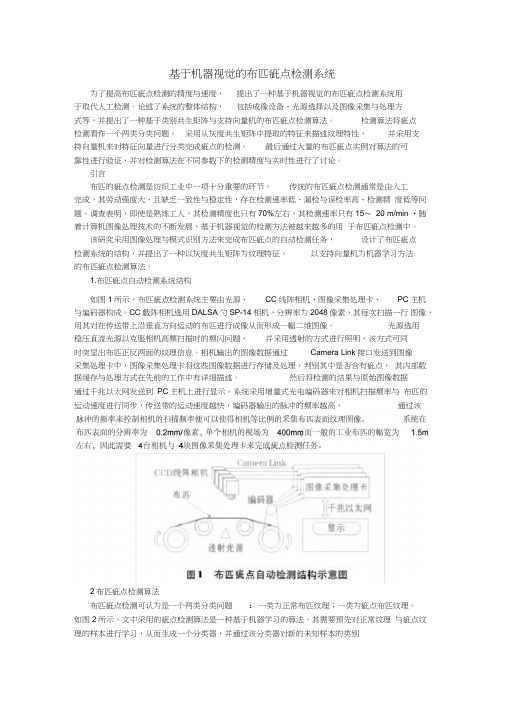
1.布匹疵点自动检测系统结构如图1所示,布匹疵点检测系统主要由光源、CC线阵相机、图像采集处理卡、PC主机与编码器构成。
CC戯阵相机选用DALSA勺SP-14相机,分辨率为2048像素,其每次扫描一行图像,用其对在传送带上沿垂直方向运动的布匹进行成像从而形成一幅二维图像。
光源选用稳压直流光源以克服相机高频扫描时的频闪问题,并采用透射的方式进行照明,该方式可同时突显出布匹正反两面的纹理信息。
相机输出的图像数据通过Camera Link接口发送到图像采集处理卡中,图像采集处理卡将这些图像数据进行存储及处理,判别其中是否含有疵点,其内部数据缓存与处理方式在先前的工作中有详细描述。
然后将检测的结果与原始图像数据通过千兆以太网发送到PC主机上进行显示。
基于YOLOv5n的轻量级织物疵点检测算法
李洋;李敏;黄政;董雄伟;朱立成
【期刊名称】《毛纺科技》
【年(卷),期】2024(52)5
【摘要】针对轻量级模型在检测织物疵点时精确率低的问题,在YOLOv5n的基础上提出一种上下文增强与混合感受野的织物疵点检测算法。
首先,为主干网络设计了一种轻量扩张卷积空间金字塔模块,并将主干网络的下采样比增加至64,在增强上下文信息的同时提取更深层的语义信息,提高模型识别性能;其次,为颈部网络设计了一种混合感受野融合模块代替原C3模块并进行特征融合,提高极端长宽比目标的检测精度。
实验表明:该算法在基于天池织物数据集上的IOU阈值为0.5时的平均精度均值mAP 50、精确率、召回率分别达到了93.1%、91.6%、89.1%,相较于原YOLOv5n算法分别提高了4.9%、7.3%、5.0%,且模型文件大小仅6.28 MB,更适用于织物疵点检测领域。
【总页数】11页(P87-97)
【作者】李洋;李敏;黄政;董雄伟;朱立成
【作者单位】武汉纺织大学先进纺纱织造及清洁生产国家地方联合工程实验室;武汉纺织大学计算机与人工智能学院;武汉纺织大学纺织服装智能化湖北省工程研究中心;毕生纺织有限公司
【正文语种】中文
【中图分类】TS391.41
【相关文献】
1.基于机器视觉检测算法的织物疵点检测系统研究
2.基于Blob算法的织物疵点检测算法的研究
3.基于最大熵阈值算法的织物疵点检测与疵点织物应用
4.基于语义分割的织物疵点检测算法研究
5.基于多尺度Laws纹理能量和低秩分解的织物疵点检测算法
因版权原因,仅展示原文概要,查看原文内容请购买。
基于机器视觉的布匹疵点检测系统为了提高布匹疵点检测的精度与速度,提出了一种基于机器视觉的布匹疵点检测系统用于取代人工检测。
论述了系统的整体结构,包括成像设备、光源选择以及图像采集与处理方式等,并提出了一种基于类别共生矩阵与支持向量机的布匹疵点检测算法。
检测算法将疵点检测看作一个两类分类问题,采用从灰度共生矩阵中提取的特征来描述纹理特性,并采用支持向量机来对特征向量进行分类完成疵点的检测。
最后通过大量的布匹疵点实例对算法的可靠性进行验证,并对检测算法在不同参数下的检测精度与实时性进行了讨论。
引言布匹的疵点检测是纺织工业中一项十分重要的环节。
传统的布匹疵点检测通常是由人工完成,其劳动强度大,且缺乏一致性与稳定性,存在检测速率低、漏检与误检率高、检测精度低等问题。
调查表明,即使是熟练工人,其检测精度也只有70%左右,其检测速率只有15 ~20 m/min.随着计算机图像处理技术的不断发展,基于机器视觉的检测方法被越来越多的用于布匹疵点检测中。
该研究采用图像处理与模式识别方法来完成布匹疵点的自动检测任务,设计了布匹疵点检测系统的结构,并提出了一种以灰度共生矩阵为纹理特征,以支持向量机为机器学习方法的布匹疵点检测算法。
1.布匹疵点自动检测系统结构如图1 所示,布匹疵点检测系统主要由光源、CCD线阵相机、图像采集处理卡、PC主机与编码器构成。
CCD线阵相机选用DALSA的SP-14相机,分辨率为2048像素,其每次扫描一行图像,用其对在传送带上沿垂直方向运动的布匹进行成像从而形成一幅二维图像。
光源选用稳压直流光源以克服相机高频扫描时的频闪问题,并采用透射的方式进行照明,该方式可同时突显出布匹正反两面的纹理信息。
相机输出的图像数据通过Camera Link接口发送到图像采集处理卡中,图像采集处理卡将这些图像数据进行存储及处理,判别其中是否含有疵点,其内部数据缓存与处理方式在先前的工作中有详细描述。
然后将检测的结果与原始图像数据通过千兆以太网发送到PC主机上进行显示。
织品(帘子布)瑕疵点检测算法纺织品的生产过程中总会产生瑕疵点,这些瑕疵点直接影响到织物质量的好坏,从而直接影响到产品的销售以及出口等相关行业。
所以验布环节是织物质量控制的一个十分重要的过程。
迄今为止,传统的验布工作都是由人工完成的,鉴于验布人员主观意识影响,常常存在有错检、漏检等问题,并且效率比较低。
但是随着计算机数字图像处理技术和工业自动化的发展,纺织品生产的自动化成为了必然趋势,基于机器视觉的自动验布系统已经成为大家关注的焦点。
1.引言目前,国外纺织品的检测已经开始靠硬件完成,但价格非常昂贵。
找到一种基于PC平台的自动检测算法,可以有效的快速、准确并且低成本的检测织物表面的瑕疵点。
帘子布图像瑕疵点检测算法研究主要有四部分组成,1)首先是预处理,在对织物图像进行直方图均衡化后,通过对比分析几种平滑锐化算法,选择了用中值滤波对图像进行平滑去噪,用Top-Hat 算子变换对织物图像进行锐化增强;2)接着是通过分析对比,选择了灰度直方图法对织物图像是否含有瑕疵点进行快速判断;3)然后是图像分割,提出了一种基于数学形态学的检测算法,即先利用自相关函数和FFT 找出织物经纬结构的重复单元,以其为依据,用形态学中腐蚀背景和膨胀目标的方法检测图像中的疵点信息,再在传统的形态学处理法之后,再一次采用开运算进一步的消除噪声,从而更加突出疵点;4)最后通过织物疵点长度L、疵点宽度W、疵点的经纬伸长度R、疵点面积S 及疵点的紧密度C五个特征常量对织物进行特征提取。
通过实验可以结果证明,本文提出的算法都是有效可行的。
1.1 背景众所周知,产品的质量关系着企业的存亡。
而产品质量的检测是企业生存的一个重要内容。
比如纺织物等表面瑕疵点的检测和识别。
它是产品质量的一个重要因素,亦是产品材料表面检测的重要环节。
瑕疵点检测就是在产品生产完成后,通过肉眼观察,找到有瑕疵的地方,然后再经过修复和整理,尽可能的降低瑕疵点数量,从而保证产品的质量。
疵点检测系统中疵点检测算法1引言在氟塑料薄膜生产中,薄膜上会出现一些缺陷,称为表面疵点。
产生表面疵点有多种原因,比如设备的性能不良、人为操作不当!生产原料在传送过程中被意外污染等。
在氟塑料薄膜生产过程中,要经过较多的工序,且每个工序都可能产生一些影响,从而产生疵点。
表面疵点会严重地影响塑料薄膜的质量和品质,致使产品的残次品率增加、疵点检测的目的就是在产品生产过程中及时发现这些疵点,通过修复和预防,尽可能降低由疵点导致的产品质量下降,有时也同时完成疵点的分类。
由于疵点种类众多,要找出一种能检验出所有疵点的通用模式识别算法的可能性不大。
为了便于本文的讨论,根据氟塑料薄膜表面疵点的特征,并结合常见的疵点类型,将薄膜表面疵点种类简单地划分有机物污染、金属斑点、孔洞三类疵点。
2常见的疵点检测算法基于机器视觉的疵点检测技术的核心内容是对采集的图像进行分析,将疵点从背景中分离出来"疵点检测的图像分析算法一般有两类"一类是直接对图像的灰度值在空间域进行分析和计算;另一类是通过傅立叶变换!小波变换等算法,先把图像转换到频域,再进行分析和计算畔。
2.1在空间域的疵点检测算法在空间域进行疵点检测的常用算法中包括灰度匹配法!数学形态法、灰度统计量法、纹理结构模型法。
(1)灰度匹配法:它一般通过将待测产品与无疵点样品进行灰度比较,求出两者灰度的一种度量差,再与设定闽值比较,对待测图像做出判断。
这种方法比较简洁,检测速度比较快,适合实时处理。
但对图像的质量要求较高,易受噪声的影研句。
(2)数学形态法:该算法首先根据标准无疵点图像的自相关函数计算产品的基本重复单元;然后计算有疵点产品图像像素点的灰度均值及标准差,并根据它们确定产品图像疵点区域与无疵点区域的判别闭值。
由己知的无疵点的产品图像得到结构元素。
实际检测时,首先将待检产品图像的像素点与该阂值进行逐点比较,对图像进行二值化,然后通过数学形态处理来判断待检产品是否带有疵点并根据疵点的形状确定疵点的类别。
这种方法能够判断具体疵点的类别,但由于它要对像素点进行逐点二值化,因而受噪声的影响大,容易引起错误检测。
其次,因为这种检测方法的计算步骤多,所以处理速度较慢。
(3)灰度统计量法:这种算法与形态法有些相似,首先根据标准无疵点产品图像的自相关函数计算产品的基本重复单元。
然后以基本重复单元为标准窗口大小,计算无疵点产品图像中每幅窗口像素点的平均灰度,并求出这些平均灰度的均值和标准差,并根据公式来确定无疵点窗口和有疵点窗口的判别闭值。
这种方法的关键在于选择标准窗口的大小。
窗口选择太大,虽然能降低窗口平均灰度的标准差,但是疵点对窗口平均灰度的影响相对减弱,从而造成漏检;另一方面,如果窗口选择偏小,标准差将会增加而使判别闭值范围很大,会引起误检。
(4)纹理结构模型法:通过提取正常纹理中少量特征参数,建立相应的纹理模型,通过分析待检测图像找到异常信息来断定疵点是否存在。
首先根据无疵点样品的图像估计该随机场模型参数,并以此为匹配模板。
在实际检测时,将待检测图像的模型参数与模板进行对比,通过统计假设法对待检图像做出判断。
该方法的最大优点在于采用较少的随机场模型参数表示一幅产品图像,同时又因为其模型参数的估计算法的效率高,从而减少了图像分析的总体计算量。
其次由于该方法从图像时域信号统计的角度出发,它对疵点的检测不受疵点类别的限制。
这种方法的不足在于仅仅通过随机场模型并不能最大限度地降低图像分析的计算复杂度和提高图像处理的速度,因而还不能实现疵点的快速自动检测。
这种方法比较容易从整体上检测出有无疵点,但是难于精确地进行疵点分类。
2.2在频域的疵点检测算法在频域进行疵点检测的常用算法中包括基于傅立叶变换的算法,基于小波变换的算法。
(l)基于傅立叶变换的算法(a)基于傅立叶变换的检测算法由于纹理信号的重复性使基于傅立叶变换的方法较适于采用频谱方法进行分析。
但由于基于傅立叶变换的检测方法缺乏空间域中的定位能力。
因此只适合于检测全局疵点,而不适合检测局部疵点。
(b)基于Short-time傅立叶变换的检测算法通过傅立叶变换可以获取信号所含的频率信息,但是并不知道这些频率信息出现在那个时间段上。
基于Short-time傅立叶变换的检测方法较好地解决了这个问题。
它可以描述某一局部时间段上的频率信息,能反映出一个信号在任意局部范围的频率信息。
为了适应不同问题的需要,人们构造了多种形式的窗口函数,如常用的矩形窗、汉明窗等。
这种方法具有空间域定位能力,具有空频域结合分析能力。
它的缺点是对闭值的选取很敏感,误检率较高,并且计算量很大。
(2)基于小波变换的算法小波在疵点检测中也具有较多的应用"小波滤波器系数和待检产品图像构成二次代价函数,再加上小波滤波器系数的正交约束条件构成一个二次函数"把疵点图像经该滤波器滤波,二值化后疵点的位置有明显的峰值"当滤波器系数个数同纹理重复单元的像素个数相等时,则说明疵点对自适应小波的反应最敏感"该算法一般情况下对疵点图像作小波分解并对小波分解的纬向!经向输出进行检测"该算法具有多分辨率的特点,以及在时频两域表征信号局部特征的能力,非常适合检测信号的奇异点,有利于疵点正确定位"小波变换则由于其检测畸变信号的优良特性,使之成为傅立叶变换之后在信号检测中最具发展前途的研究工具之一"这些频域算法计算时一般较复杂,实时性较差,同一算法对不同类型疵点的适应性差,因而距实际应用尚有一定距离"由于疵点具有种类多样性和形态复杂性等特点,使得此方向的研究还有待于开发出简单易行的高效算法。
本文综合考虑上述各类算法的优缺点,结合氟塑料薄膜背景色单一的自身特点,采用基于灰度匹配的疵点检测快速算法。
因此,下一节将结合本文北京,讨论三种常见的基于灰度的疵点检测算法。
从中得到适合本文的基于灰度匹配的疵点检测快速算法。
3三种常见的基于灰度的检测算法通过对以往研究的总结和对实际薄膜图像的分析可知,薄膜图像在灰度上呈现一定规律变化,具有一定的连续性和相关性,是一个灰度渐变的过程。
而疵点则被认为是这种灰度连续性的破坏,即在疵点处出现与周围灰度的突变。
由此可见,对疵点的检测过程其实就是一个薄膜图像的灰度分析的过程。
氟塑料薄膜疵点的种类较多,并且这些疵点大小不一,形态各异,造成这些疵点的原因也大相径庭。
因此,目前要找到一种能检验出所有疵点的通用模式识别算法不太现实。
因此可以将疵点的类型分为有机物污染、金属斑点、孔洞三类常见疵点。
需要说明的是疵点的种类较多,以上分类只是包含了较常见的种类。
三种常见的基于灰度的疵点检测算法分别是直接闭值分割法,多次闭值分割法,标准模板匹配法。
下面以本实验所采集的疵点图像进行实验和比较。
图1 采集的疵点图像(1)直接阐值分割法:对灰化后的图像直接选取闽值进行闽值分割,滤波,可以检测出疵点"此方法很难直接得到准确的闭值,需要依靠经验;而且对图像的质量要求较高,易受噪声的影响"(2)多次闭值分割法:本实验中对灰化后的图像直接用150进行阂值分割,可以检测出金属斑点,如图2所示。
由于剩下的孔洞和有机物污染差别较小,所以要进行直方图均衡化把灰度差值拉大。
对直方图均衡化后的图像用35进行闭值分割,可以检测出孔洞。
然而由于原图像中存在灰度值较低的金属斑点,直接进行直方图均衡化,效果必然不够明显,因此这里的均衡化仅对金属斑点以外的像素进行操作,如图3所示。
为了去除由于直方图均衡化带来的噪点,达到良好的效果,这里选用了3X3模板的中值滤波器进行滤波,如图4所示。
再对图像进行直方图均衡化吧灰度差值拉大,对直方图均衡化的图像用110进行阈值分割,如图5所示,由于有机物污染一般面积较大,故选取9*9领域的中值滤波进行去噪,如图6所示。
其中,三次所选用的阈值是基于不同的领域。
阈值150是直接原图像上的灰度值,阈值35是经过一次直方图均衡化新图像上的灰度值,110是经过两次直方图均衡化后新图像上的灰度值。
图2 阈值分割图3 直方图均衡化后的阈值分割图4 对图3进行中值滤波图5 直方图均衡化后的阈值分割图6 对图5进行中值滤波(3)标准模板匹配法:对图像灰化后,选取没有疵点的一行为模板。
现选取第一行为模板。
从第二行起,其它各行对应位上像素的灰度值分别与第一行相减,此时构造一个与原图像大小相同的矩阵,各对应位上分别存放一次差分后的差值,这样形成一个一次差分矩阵。
再分别用闽值100,25,10检测到金属斑点、孔洞、有机物污染,如7至图9所示。
图7 一次差分后阈值分割(100)图8一次差分后阈值分割(25)图9 一次差分后阈值分割三种算法分别从以下几个方面加以比较:(l)在程序执行时间上直接闭值分割法所用时间最少;多次阈值分割法在检测孔洞和有机物污染之前要先分别做一次直方图均衡化,再进行闭值分割,所以所用时间最多;标准模板匹配法先做一次差分,然后再用闭值分割,所以时间折中。
(2)在系统抗干扰性上由于实际生产的现场比试验室情况复杂,存在各种干扰。
所以对于同一疵点的检测,闭值可调范围越大,则说明此种方法抗干扰性强。
直接闭值分割法很难直接得到准确的闲值,需要依靠经验;而且对图像的质量要求较高,易受噪声的影响,所以闭值可调范围最小。
多次阂值分割法中金属斑点的可调范围是140~200,孔洞的可调范围是25~40,有机物污染的可调范围是90~180。
标准模板匹配法中金属斑点的可调范围是60~120,孔洞的可调范围是21~28,有机物污染的可调范围是8~14。
所以,多次阈值分割法对三种疵点的闭值可调范围最大,标准模板匹配法次之,直接闭值分割法最小。
即在抗干扰性上,多次闭值分割法最强,标准模板匹配法折中。
直接闭值分割法最差,(3)在所需的存储空间上直接闭值分割法是对灰化后的图像直接闭值分割,所以所需的存储空间最小;多次闭值分割法需要存储两幅直方图均衡化后的图像(检测孔洞和有机物污染时需要),然后再去闭值分割,所以所需的存储空间最多;标准模板匹配法要保留一幅一次差分后的图像,所以所需的存储空间折中"(4)在所需人工参与上由于各方法所包含的处理过程不同,而导致所需人工参与的多少不同。
直接阈值分割法中包含的处理过程最少,方法简单,调节范围小,当外界环境变化时,需要的人工参与最多;多次闭值分割法中包含的处理过程最多,调节范围大,能适应复杂的工况环境,需要的人工参与最少;标准模板匹配法中包含的处理过程数目折中,需要的人工参与也折中。
表1三种常见的基于灰度的检测算法性能比较直接阈值分割法多次阈值分割法标准模板匹配法运行时间最少最多折中抗干扰性最差最强折中所需储存空间最小最多折中所需人工参与最多最少折中优点速度快,处理过程简单,所需存储空间小抗干扰性强,所需人工参与少各性能指标折中缺点抗干扰性差;阈值需依靠经验;阈值稍有变化可能导致漏检速度慢,所需占用的存储空间大各性能指标折中通过三种常见的基于灰度的检测算法的对比,并结合课题的需求,本实验中选择标准模板匹配法和多次闭值分割法分别作为粗检测和细检测的核心方法。