生产能力、设备和过程能力分析报告_2010
- 格式:doc
- 大小:42.00 KB
- 文档页数:2
某公司设备能力和过程能力调查背景介绍某公司是一家制造业公司,专注于生产电子设备。
为了确保产品质量和生产效率,公司决定进行设备能力和过程能力调查。
本文将介绍这个调查的目的、方法和结果,并提出改进建议。
目的设备能力和过程能力调查的目的是评估公司的设备能力和生产过程的稳定性。
通过调查分析,可以识别潜在的问题,并提出改进措施以提高产品质量和生产效率。
方法为了进行设备能力和过程能力调查,我们采取了以下步骤:1. 数据收集我们收集了一段时间内的生产数据,包括设备运行时间、生产数量、生产速度等。
此外,我们还收集了设备维护记录和生产过程中的问题记录。
2. 设备能力评估通过分析收集的设备运行数据,我们评估了设备的稳定性和可靠性。
我们使用了以下指标来评估设备的能力: - 均匀性:评估设备运行时间的稳定性,通过计算设备运行时间的变异系数来衡量。
- 效率:评估设备的生产速度和生产数量的达成率,通过计算生产速度和生产数量的实际值与目标值之间的差距来衡量。
3. 过程能力评估通过分析收集的生产数据,我们评估了生产过程的稳定性和可控性。
我们使用了以下指标来评估过程能力: - 均值:评估生产数量的稳定性,通过计算生产数量的均值来衡量。
- 变异性:评估生产数量的变异程度,通过计算生产数量的标准差来衡量。
结果根据我们的调查和分析,我们得出了以下结果:1. 设备能力•均匀性:设备运行时间的变异系数为15%,表明设备的运行时间相对稳定,但仍有改进空间。
•效率:设备的生产速度达到了目标值,但生产数量的达成率只有85%,存在提高的空间。
原因可能是因为设备故障或维护工作不及时导致生产中断。
2. 过程能力•均值:生产数量的均值为1000个,表明生产过程相对稳定。
•变异性:生产数量的标准差为50个,表明生产过程的变异较小,但仍有改进的空间。
改进建议基于我们的调查结果,我们提出以下改进建议:1.设备维护计划:建立定期维护计划,确保设备的正常运行和及时维修。
生产设备管理总结汇报
尊敬的领导和各位同事:
我很荣幸能够在此向大家汇报我们生产设备管理工作的情况。
在过去的一段时间里,我们团队努力工作,克服了许多困难,取得
了一些显著的成绩,现在我将就此向大家做一份总结汇报。
首先,我们团队在生产设备管理方面取得了一些重要的进展。
我们对生产设备进行了全面的检查和维护,确保了设备的正常运转。
同时,我们还对设备进行了升级和改造,提高了设备的生产效率和
质量,为企业节约了大量的成本。
其次,我们在设备管理方面加强了安全生产工作。
我们建立了
完善的安全管理制度,加强了对设备操作人员的培训和监督,有效
地提高了安全生产意识,减少了事故的发生,保障了员工的人身安全。
此外,我们还在设备管理方面加强了技术创新和研发工作。
我
们引进了一些先进的生产设备,提高了生产工艺水平,为企业产品
的质量和品牌形象奠定了坚实的基础。
最后,我们还在设备管理方面加强了团队建设和协作。
我们建
立了一个高效的团队管理机制,激发了团队成员的工作激情,提高
了团队的凝聚力和执行力,为企业的发展注入了新的活力。
总的来说,我们在生产设备管理方面取得了一些积极的成果,
但也存在一些不足之处,需要进一步改进和完善。
我们将继续努力,不断提高设备管理水平,为企业的发展做出更大的贡献。
谢谢大家!。
过程能力与过程能力指数过程能力过程能力以往也称为工序能力。
过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。
而生产能力则是指加工数量方面的能力,二者不可混淆。
过程能力决定于质量因素,而与公差无关。
当过程处于稳态时,产品的计量质量特性值有99.73%落在μ±3σ的范围内,其中μ为质量特性值的总体均值,σ为质量特性值的总体标准差,也即有99.73%的产品落在上述6σ范围内,这几乎包括了全部产品。
故通常用6倍标准差(6σ)表示过程能力,它的数值越小越好。
过程能力指数(一)双侧公差情况的过程能力指数对于双侧公差情况,过程能力指数C p的定义为:C p= T =TU-TL (公式1);6σ 6σ式中,T为技术公差的幅度,T U、T L分别为上、下公差限,σ为质量特性值分布的总体标准差。
当σ 未知时,可用σˆ1=R/d2或σˆ2=s/c4估计,其中R为样本极差,R为其平均值,s占为样本标准差,s为其平均值,d2、c4为修偏系数,可查国标《常规控制图》GB/T4091—2001表。
注意,估计必须在稳态下进行,这点在国标GB/T4091—2001《常规控制图》中有明确的规定并再三强调,不可忽视。
在过程能力指数计算公式中,T反映对产品的技术要求,而σ反映过程加工的一致性,所以在过程能力指数C p中将6σ与T比较,就反映了过程加工质量满足产品技术要求的程度。
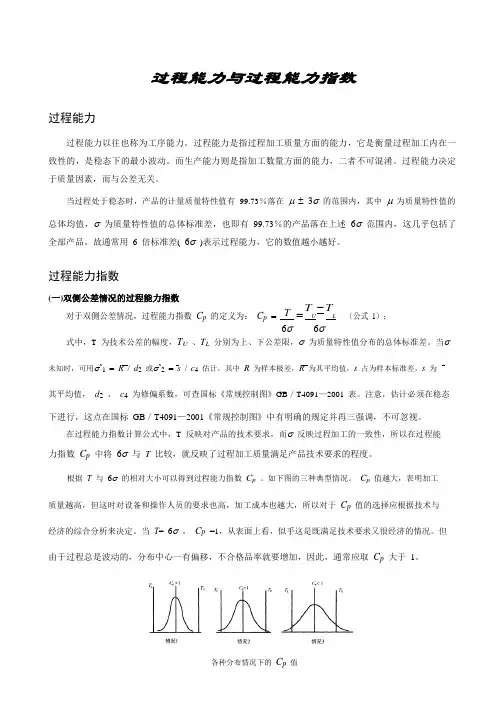
根据T与6σ的相对大小可以得到过程能力指数C p。
如下图的三种典型情况。
C p值越大,表明加工质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于C p值的选择应根据技术与经济的综合分析来决定。
当T=6σ,C p=1,从表面上看,似乎这是既满足技术要求又很经济的情况。
但由于过程总是波动的,分布中心一有偏移,不合格品率就要增加,因此,通常应取C p大于1。
各种分布情况下的C p值一般,对于过程能力指数制定了如下表所示的评价参考。
生产制程能力分析讲解1. 引言生产制程能力分析是指通过对生产过程中各环节能力的评估,来确定生产系统能否满足预期的生产要求。
这对于企业来说是非常重要的,因为生产能力的不足或者不稳定会导致生产周期延长、质量问题增加以及成本上升。
因此,对生产制程能力进行分析是企业提高竞争力和运营效率的关键。
2. 生产制程能力的定义生产制程能力是指生产系统在特定条件下按照规定的方法,能够稳定地生产出合格产品的能力。
生产制程能力与生产过程中的关键节点和环节密切相关,包括设备性能、操作工艺、材料质量等因素的综合影响。
3. 生产制程能力分析的方法在进行生产制程能力分析时,通常采用以下几种主要方法:3.1 控制图分析法控制图是生产制程能力分析中常用的方法之一。
通过统计样本数据的变异情况,判断生产过程是否稳定,并根据控制图的结果进行相应的控制和改进。
3.2 流程分析法流程分析法是对生产流程进行详细分析和评估,找出其中的瓶颈和关键环节,并针对这些问题提出改进措施。
通过对流程进行优化,提升生产系统的能力。
3.3 统计分析法统计分析法是通过对生产数据进行统计学分析,评估生产过程的稳定性和能力。
常用的统计方法包括方差分析、六西格玛等。
3.4 设备性能评估法设备性能评估法是对生产设备的使用情况进行评估,包括设备的故障率、维护保养情况、使用效率等。
通过评估设备的性能,找出其中的问题并采取相应的措施进行改进。
4. 生产制程能力分析的指标在进行生产制程能力分析时,常用的指标包括:4.1 Cp指数Cp指数是衡量生产制程能力的一种常用指标。
它是由制程能力上限和下限之间的差异除以制程偏差的标准差得到的。
4.2 Cpk指数Cpk指数是Cp指数的改进版本,它考虑了过程中偏离目标值的情况,进一步衡量了生产过程能力的稳定性和准确性。
4.3 Pp指数Pp指数是在生产过程中统计标准差固定的情况下,测定过程对应的能力,类似于Cp指数。
Pp指数可以反映制程上下限的变异情况。
设备生产情况报告范文英文回答:Device Production Status Report.Introduction.This report provides a comprehensive overview of the current production status of the device. It includes details on the production line, quality control measures, and any challenges or delays encountered.Production Line.Line Setup: The production line is fully operational and running at optimal capacity.Equipment: All necessary equipment is in place and functioning properly.Staffing: The production team is fully trained and experienced.Materials: Ample supply of raw materials is available to meet production demands.Quality Control.Inspections: Rigorous inspections are conducted at every stage of the production process to ensure product quality.Testing: Devices undergo comprehensive testing to verify functionality and performance.Compliance: Production processes adhere to all applicable industry standards and regulations.Corrective Actions: Any identified defects are promptly addressed and corrective actions are implemented.Production Status.Current Output: The production line is producing [number] units per [time period].Target Output: The target production output is [number] units per [time period].Progress: Production is on schedule and meeting all targets.Challenges and Delays.Supply Chain Issues: Minor delays have beenexperienced due to temporary supply chain disruptions. Alternative suppliers have been identified to mitigatethese issues.Equipment Maintenance: Scheduled maintenance of equipment has resulted in temporary production slowdowns. These activities ensure optimal performance and prevent potential breakdowns.Employee Training: New employees require additional training to reach full productivity. This has temporarily impacted production efficiency.Recommendations.Optimize Supply Chain: Explore long-term relationships with reliable suppliers to minimize future disruptions.Preventive Maintenance: Implement a comprehensive preventive maintenance program to reduce equipment downtime.Continued Training: Provide ongoing training for new employees to ensure consistent productivity.Capacity Expansion: Consider expanding production capacity to meet increased demand.Conclusion.The device production line is currently runningsmoothly and meeting all targets. Quality control measuresare robust, ensuring the delivery of high-quality products. Minor challenges have been encountered, but these are being addressed and do not significantly impact production output. With the implementation of the recommended actions, we can further optimize production and ensure the continuedsuccess of the device.中文回答:设备生产情况报告。
生产过程及评估报告范文1. 引言本报告是对某产品的生产过程进行评估的详细分析与总结。
在生产过程中我们遵循了严格的标准和流程,以确保产品的质量和安全性。
本报告将介绍生产过程的各个环节,包括原料采购、生产设计、生产实施以及最终的产品评估。
2. 原料采购我们的原材料采购部门与多个供应商建立了长期稳定的合作关系,并且对供应商的生产能力和质量进行了充分调查和评估。
我们只选择那些符合标准的供应商,并且通过多个渠道进行市场调研,确保所采购的原料质量和价格都在合理范围内。
3. 生产设计在生产设计阶段,我们借鉴了市场上其他类似产品的设计经验,并且加入了自己的创新理念。
我们的设计团队进行了多次讨论和改进,以确保产品的功能和外观设计符合市场需求。
4. 生产实施生产实施是整个生产流程的核心环节。
我们拥有一支经验丰富的生产团队,并且引进了先进的生产设备和技术。
我们严格执行生产计划,确保生产进度和质量的达标。
我们对每个生产环节都进行了严格的监控和检验,包括原料配比、生产温度、产品形状等。
我们采用了先进的自动化控制系统,提高了生产效率和产品质量的稳定性。
5. 产品评估在生产完成后,我们进行了产品评估,以确保产品的品质和性能达到客户的需求。
我们从产品的外观、功能、安全性等多个方面进行评估。
产品评估的结果被用作改进产品的依据,以不断提高产品质量和用户体验。
6. 结论通过以上的生产过程评估与报告,我们得出以下结论:- 原料采购过程得到了充分的控制和监管,确保了产品原材料的质量和价格的合理性。
- 生产设计经过多次的讨论和改进,保证了产品与市场需求的匹配性。
- 生产实施过程中采用了先进的技术和设备,实现了生产过程的自动化和标准化。
- 产品评估结果指出产品的质量和性能达到了预期要求,并且提供了改进产品的建议。
综上所述,我们的生产过程经过严格的评估和控制,确保了产品的质量和安全性。
我们将继续不断优化生产流程,以提供更好的产品和服务。
设备能力Cmk分析报告引言概述:设备能力是指设备在生产过程中的稳定性和可靠性,能够满足产品质量要求的程度。
Cmk是衡量设备能力的一个重要指标,它表示在规定的工艺条件下,设备能够产生符合要求的产品比例。
本报告旨在对设备能力Cmk进行深入分析,以评估设备的生产能力和稳定性,为进一步优化生产过程提供依据。
正文内容:1.设备能力Cmk简介1.1定义和计算公式Cmk是通过对设备生产的样本数据进行统计分析而得出的,它主要通过计算设备的过程能力指数Cp和过程偏移量Cp的最小值来判断设备的能力。
计算公式为:Cmk=min(Cp,Cpkl,Cpku)。
1.2Cmk的分析方法Cmk的分析方法主要包括样本收集、数据处理和分析三个步骤。
样本收集需要选择典型样本进行测试,并确保样本具有代表性;数据处理需要对样本数据进行整理和清洗,排除异常值的影响;分析阶段需要通过计算Cmk值来判断设备的能力水平。
2.设备能力Cmk评估指标2.1Cmk的意义和作用Cmk值越高,说明设备的生产能力越强,能够更好地满足产品质量要求。
Cmk值大于1.33表示设备的生产能力较强,适合进行大规模生产;Cmk值在1到1.33之间表示设备的生产能力一般,需要进行优化改进;Cmk值小于1表示设备的生产能力较弱,需要进行技术改进或设备更换。
2.2Cmk的可接受范围Cpk是Cmk的一种特殊情况,它只考虑了设备的性能在规格上限和规格下限之间是否合格。
根据统计学原理,Cpk值大于1.33表示设备的生产能力较强,能够满足产品要求;Cpk值在1到1.33之间表示设备的生产能力一般,需要进行改进;Cpk值小于1表示设备的生产能力较弱,需要进行改进或设备更换。
3.设备能力Cmk的影响因素3.1设备本身因素设备的结构、性能和精度等因素对设备能力Cmk有重要影响。
优质设备具有较高的生产能力和稳定性,能够产生更好的产品。
3.2工艺参数因素工艺参数的合理选择和调整对设备能力Cmk至关重要。
初始过程能力研究报告一、引言在现代制造业中,确保产品质量和生产过程的稳定性是至关重要的。
初始过程能力研究作为质量管理的重要环节,能够帮助企业评估新过程或改进过程在短期内的潜在能力,为后续的生产决策提供有力依据。
二、研究背景与目的(一)背景随着市场竞争的日益激烈,客户对产品质量的要求越来越高。
为了满足客户需求,提高企业竞争力,我们需要对新引入的生产过程或经过重大改进的过程进行初始过程能力研究。
(二)目的本次初始过程能力研究的主要目的是:1、评估生产过程是否能够在可接受的变异范围内稳定地生产出符合质量要求的产品。
2、确定过程中的潜在问题和变异来源,为过程改进提供方向。
3、建立过程控制的基础,制定合理的控制计划和检验标准。
三、研究范围与对象(一)范围本次研究涵盖了从原材料采购到产品最终检验的整个生产过程。
(二)对象以_____产品的生产过程为研究对象,重点关注关键工序和质量特性。
四、数据收集与分析方法(一)数据收集1、制定详细的数据收集计划,明确收集的频率、样本量和测量方法。
2、由经过培训的检验人员使用专用测量设备对产品的关键质量特性进行测量和记录。
3、共收集了_____个样本数据,确保数据具有代表性和可靠性。
(二)分析方法1、运用统计过程控制(SPC)工具,如均值极差控制图(XR 控制图)和过程能力指数(Cp、Cpk)进行分析。
2、使用 Minitab 等统计软件对数据进行处理和绘图。
五、过程能力分析结果(一)均值极差控制图分析1、绘制了关键质量特性的均值极差控制图,发现均值在控制限内,表明过程的中心位置稳定。
2、极差也在控制限内,说明过程的离散程度较小,处于受控状态。
(二)过程能力指数计算1、计算了过程能力指数 Cp 和 Cpk。
2、 Cp 值为_____,表明过程的潜在能力较好,但仍有一定的提升空间。
3、 Cpk 值为_____,由于 Cpk 值小于 Cp 值,说明过程存在一定的偏移,需要进一步调整。
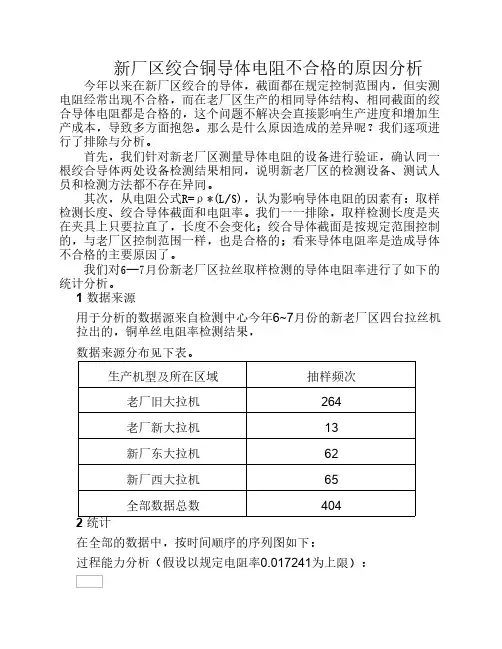
生产能力、设备和过程能力分析报告 20101000字本报告涉及三个主要方面的分析:生产能力、设备和过程能力。
其中,生产能力分析包括了生产量、产能利用率、生产线平衡等方面的内容;设备能力分析包括了设备设施、设备利用率、稳定性等方面的内容;过程能力分析针对生产过程中出现的问题进行了诊断和分析,包括了生产流程、工艺、品质等多个方面。
一、生产能力分析1. 生产量根据公司提供的数据,生产线A和生产线B的月均产量分别为75000件和90000件。
据此计算,公司月均产量为165000件,年产量为1980000件。
从产能角度来看,公司生产线的设计产能为120000件/月,但实际产能只达到了137.5%。
因此,公司整体生产量表现良好,可以满足当前订单的需求。
2. 产能利用率根据公司提供的数据,我们计算出生产线A的产能利用率为87.5%,生产线B的产能利用率为105%,整体产能利用率为96.3%。
由此可见,公司在不断提升产能的同时,也在很大程度上提高了产能利用率。
3. 生产线平衡我们对生产线A和生产线B的各工序进行了平衡分析,发现生产线A各个工序之间的平衡性较好,生产线B则存在严重瓶颈点。
为了解决这一问题,我们建议添加新设备或重组生产线B的工序,以达到更好的平衡效果。
二、设备和过程能力分析1. 设备设施公司生产线的设备较为完善,但在设备更新方面可以进一步加强。
特别是部分老化设备的可靠性和稳定性较差,需要及时加强保养和维修。
此外,公司的设施管理也需改进,比如保持设备整洁,优化设备空间布局等。
2. 设备利用率根据我们的调查,公司设备利用率较高,但仍有提升空间。
我们建议公司对设备的使用进行合理规划,利用大数据分析技术优化设备调度和维修计划,以确保设备的最佳使用效率。
3. 设备稳定性生产过程中,设备的稳定性尤为重要。
根据我们的观察和测试,公司一些设备的稳定性有待改进,因此出现了一些故障和停机现象。
针对这一问题,我们建议公司优化设备保养和维修管理,加强对设备故障的诊断和修复,确保设备运行稳定。
生产线年终总结报告
一、总体情况。
本年度,生产线共生产各类产品100万件,实现产值1亿元,较去年同期增长15%。
在市场竞争激烈的情况下,公司生产线能够保持稳定的生产能力和良好的产品质量,为公司的发展做出了重要贡献。
二、生产情况。
1. 生产效率提升,本年度,生产线通过优化生产流程,提高了生产效率,平均每月生产量较去年同期提升了10%。
2. 质量控制,严格执行生产标准和质量控制流程,产品合格率达到了98%,较去年同期提升了2%。
3. 设备维护,加强设备维护保养工作,减少了设备故障率,提高了设备利用率,保障了生产线的正常运转。
三、人员情况。
1. 培训提升,加强员工技能培训,提高了员工的专业素质和工作技能,提升了生产线整体的生产水平。
2. 安全生产,加强安全生产教育,严格执行安全操作规程,全年未发生任何安全事故。
3. 团队建设,积极开展团队建设活动,增强了员工的凝聚力和团队合作精神,为生产线的稳定运行提供了有力支持。
四、展望与建议。
展望明年,公司生产线将继续加大技术改造和设备更新力度,提高生产效率和产品质量,进一步提升市场竞争力。
同时,加强员工培训和团队建设,不断提高员工的综合素质和团队合作能力,为公司的可持续发展做出更大的贡献。
建议公司在新的一年里,继续加大对生产线的投入和支持,为生产线的发展提供更好的条件和保障,共同实现公司的发展目标。
在新的一年里,我们将继续努力,为公司的发展做出更大的贡献!。
生产技术工作总结汇报
尊敬的领导和同事们:
在过去的一段时间里,我有幸参与了公司生产技术工作,并且
取得了一些成绩。
在此,我将对这段时间的工作进行总结汇报。
首先,我参与了新产品的研发工作。
在这个过程中,我深入研
究了产品的工艺流程和生产工艺,与研发团队密切合作,不断改进
产品设计和生产工艺,最终成功推出了一款性能优越、质量稳定的
新产品。
这不仅为公司带来了新的市场机会,也为我个人的技术能
力和经验积累提供了宝贵的机会。
其次,我积极参与了生产线的改进工作。
通过对生产线的分析
和优化,我提出了一些改进建议,并在实际操作中进行了验证。
这
些改进措施不仅提高了生产效率,还降低了生产成本,为公司创造
了可观的经济效益。
另外,我还参与了生产过程中的质量管理工作。
我负责制定了
一套完善的质量管理体系,并组织了相关培训,提高了员工的质量
意识和操作技能。
在我所负责的生产线上,产品的合格率明显提高,
客户投诉率大幅下降,为公司树立了良好的品牌形象。
总的来说,我在生产技术工作中取得了一些成绩,但也存在一些不足之处。
在今后的工作中,我将进一步加强学习,不断提高自身的技术水平和管理能力,为公司的发展贡献更多的力量。
最后,我要感谢公司领导和同事们对我的支持和帮助,也希望大家能够继续给予我更多的指导和建议,让我不断进步,为公司的发展贡献更多的力量。
谢谢大家!。
生产部质量管理体系运行情况报告自2010年8月分以来,回顾过去一年的工作,生产部努力学习标准要求,认真评审订单各项要求,以订单驱动生产,合理安排生产最大限度满足顾客要求,现将本部门体系运行情况向评审会议作出报告;一、根据人力资源管理程序文件要求,通过对员工进行岗位技能培训,使操作工人都能掌握本岗位的操作技能和生产要领,利用生动的教材和手把手的帮助教育员工怎样安全和规范操作;二、为促使公司所有生产有序的得到发展,生产部依据标准6.4.2对公司的生产现场实施6S管理,通过不断地整理整顿,使公司的生产现场整齐有序;三、生产部通过不断改革完善计件工资制度,最大限度提高了员工的生产积极性,使各工序生产成本得到有效控制,效率明显提高;四、生产部按标识和可追溯性管理程序文件规定,依据生产流程卡对每批次生产的全过程实施有效监控,增长了对产品跟踪及追溯;五、生产部依据标准督促生产车间按程序文件要求对开机生产设备实施点检,当点检确认设备运行正常方可投入正常生产并做好记录,以使日后需要时进行追溯;六、公司自推行TS16949质量管理体系运行5年来,责任更加明确,通过各相关部门通力合作,使生产计划得到有效实施,尽最大努力为顾客提供优质的服务,从而提高了顾客对公司的忠诚度;七、自去年10月份至今,因市场经济萧条,导致汽车市场疲软,由于公司及时调整产品结构,大力开发新产品,今年1月产值247.65万元,2月份大部分员工返乡过年仍111.64万元,1-6月共完成产值1451万元,比去年同期基本持平,如果新产品开发促使公司整个产品结构处于合理或者比较合理状态,安排生产科学适当完成今年年初制定年产值目标3200万元是有可能的;八、生产部对今年的生产设备利用率进行了统计分析,本公司生产设备现有148台,A类50台,B类90台,C类8台,生产部按照设备保养计划要求并结合公司实际生产状况,对现有的设备进行分批维护保养,汽车类产品生产设备得到了较好的维护保养,对关键设备的备品备件原材料库建立了最低库位线报警制,实现了关键设备故障维护0等待,并在生产现场安排了汽车类产品生产应急设备,以确保汽车类产品在任何情况下都可以畅通无阻,从对公司设备状况统计分析情况来看,公司现阶段拥的设备能满足顾客订单需求;九、建议;1、按目前订单完成情况来看,过程能力能满足生产需求,但操作人员的流失给完成订单带来一定困难,建议各相关部门联手切实解决员工流失问题;2、加强生产车间在制品的标识管理,对车间所用产品周转箱中的在制产品加注状态标识,防止不合格品流入下道工序;总之,公司在运行TS16949质量管理体系5年以来,产品质量稳定,生产紧张有序,各部门相互合作,岗位责任分明,员工综合素质大为提高,为安全生产提供有效保障;对过程审核内审中发现的问题,我们会认真对待,积极加以改进,努力把生产部的各项工作做得更好;生产部:陈洪 2011年8月20日。
生产技术工作总结汇报
尊敬的领导和同事们:
在过去的一年里,我们团队在生产技术方面取得了一些重要的成就,我很荣幸能够向大家进行总结汇报。
首先,我们在生产工艺方面取得了一些重要的突破。
通过不断的研究和实践,我们成功地改进了一些生产工艺流程,使得产品的质量得到了显著提升,同时也提高了生产效率。
我们还引进了一些先进的生产设备和技术,为生产线的升级和改造提供了有力支持。
其次,我们在质量管理方面也取得了一些显著成绩。
我们严格执行了质量管理体系,加强了对原材料和生产过程的管控,大大减少了次品率和废品率。
我们还加强了对产品质量的监测和检验,确保了产品的合格率和稳定性。
此外,我们还在人员培训和团队建设方面做了大量的工作。
我们为员工提供了系统的培训和技能提升机会,使得团队的整体素质得到了提升。
我们还加强了团队的沟通和协作,建立了良好的工作氛围和团队精神。
最后,我们还在节能减排和环保方面取得了一些成绩。
我们进
行了一系列的节能改造和技术创新,大大降低了能源消耗和排放量。
我们还加强了对环境的保护和治理,积极参与了各项环保活动。
总的来说,我们团队在过去一年里取得了一些重要的成就,但
也面临着一些挑战和问题。
我们将继续努力,不断提高生产技术水平,为企业的发展贡献更大的力量。
谢谢大家!。
浙江汽车配件有限公司
设备状况、生产能力及过程能力分析报告
--生产部
Q/YX5.6-02 №:01 本公司总的生产设备有78台,其中A 类设备17 台,B类设备2 台,C类设备59 台。
本公司按照2008年度设备维修计划的要求并结合实际出发,对现有的所有设备进行了定期维护保养。
各关键设备得到了较好的维护,对关键设备配件、易损件也作最低安全库5套,确保设备故障停机时间降到最低。
本公司通过统计分析和潜在失效模式分析对A类设备进行预知性维护,以确保设备的正常运转。
从对本公司设备状况的统计结果表明,现阶段设备基本正常,能够满足现行生产需要。
本公司设备从2008.8月份-2009.3月份的质量目标统计结果如下:
这些数据表明,本公司目前的设备是受控的,设备总体趋势良好。
随着本公司对设备和新产品开发的投入,由于受国际金融危机的影响,产量也持续也处于波动状态,从2008.8月份-2009.3月份以来的产量如下:
今年从3月份以来,各车间员工都能按照设备操作规程操作,人身安全意识有很大的提高,针对冲压车间,对危险的工序,必须采用铁夹子操作,焊接车间
Q/YX5.6-02 №:02
针眼睛有危害的工序,采用戴防护眼镜,到目前为止公司没有发现一次安全事故;
在生产工装管理方面,各车间基本都能按照文件所规定的要求进行运作,只有个别的由于场地小,车间主管的意识欠缺,出现现场管理不够处于比较混乱的现象,针对此问题,由责任部门对其采取的纠正和预防措施,现已基本达到要求,现将2008年8月份至2009年2月份的工装情况统计结果如下:
至09年2月份由于全国经济不景气,造成公司员工流动性相对比较大,对新进员工对公司地各项制度不是很清楚,对公司的TS16949标准体系理解不够,出现目标偏低情况,后来通知体系不断的改进和完善,现已有较大的变化,具体情况如下:
CPK均在1.33以上,完全满足顾客要求,能够适应任何顾客的需求。
生产部:
2010年3月20日。