食品包装用聚乙烯成型品卫生标准图文稿
- 格式:docx
- 大小:11.01 KB
- 文档页数:4
聚乙烯成型品卫生标准
聚乙烯成型品是一种常见的塑料制品,广泛应用于日常生活和工业生产中。
然而,由于其特殊的材质和加工工艺,聚乙烯成型品在卫生标准方面需要特别关注。
本文将就聚乙烯成型品的卫生标准进行探讨,以期为相关行业提供参考和指导。
首先,聚乙烯成型品在生产加工过程中需要严格控制原料的质量。
生产厂家应选择符合国家标准的聚乙烯原料,并确保其无毒、无害、无异味。
在生产过程中,应避免使用劣质原料或回收料,以免对成型品的卫生质量造成影响。
其次,对于聚乙烯成型品的生产工艺和设备也需要严格控制。
生产厂家应建立健全的生产工艺流程,确保生产过程中的卫生安全。
生产设备应定期清洁、消毒,并定期进行维护保养,以确保生产过程中不会对成型品的卫生质量造成污染。
此外,对于成型品的包装和存储也需要重视卫生标准。
包装材料应选择符合卫生标准的原料,包装过程中应避免污染和异物混入。
在存储过程中,应避免高温、潮湿等环境对成型品的影响,确保成型品的卫生质量不受影响。
最后,对于成型品的卫生标准,生产厂家应建立完善的质量检测体系。
对成型品进行定期的卫生质量检测,确保产品符合相关的卫生标准和法规要求。
同时,加强对员工的卫生标准培训,提高员工的卫生意识和操作规范,确保生产过程中的卫生安全。
总之,聚乙烯成型品的卫生标准是生产厂家和相关部门需要高度重视的问题。
只有严格控制原料质量、生产工艺、设备卫生、包装存储和质量检测,才能确保聚乙烯成型品的卫生质量,保障消费者的健康和安全。
希望本文能够为相关行业提供一些参考和借鉴,共同促进聚乙烯成型品的卫生标准提升,推动行业的健康发展。
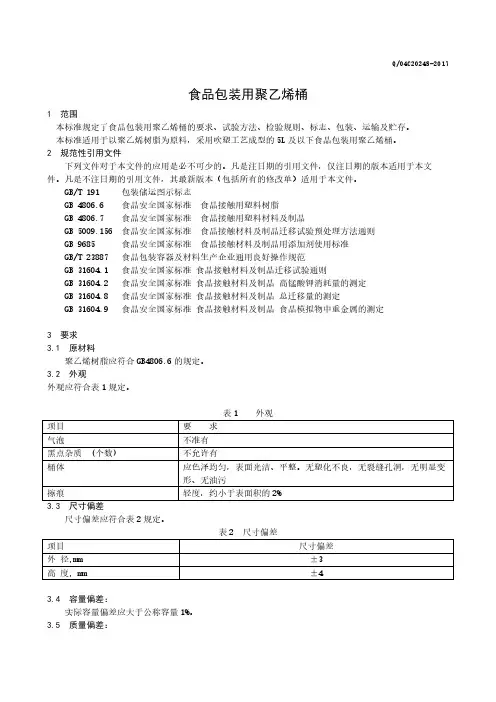
食品包装用聚乙烯桶1 范围本标准规定了食品包装用聚乙烯桶的要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于以聚乙烯树脂为原料,采用吹塑工艺成型的5L及以下食品包装用聚乙烯桶。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB 4806.6 食品安全国家标准食品接触用塑料树脂GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB 5009.156 食品安全国家标准食品接触材料及制品迁移试验预处理方法通则GB 9685 食品安全国家标准食品接触材料及制品用添加剂使用标准GB/T 23887 食品包装容器及材料生产企业通用良好操作规范GB 31604.1 食品安全国家标准食品接触材料及制品迁移试验通则GB 31604.2 食品安全国家标准食品接触材料及制品高锰酸钾消耗量的测定GB 31604.8 食品安全国家标准食品接触材料及制品总迁移量的测定GB 31604.9 食品安全国家标准食品接触材料及制品食品模拟物中重金属的测定3 要求3.1 原材料聚乙烯树脂应符合GB4806.6的规定。
3.2 外观外观应符合表1规定。
表1 外观项目要求气泡不准有黑点杂质 (个数) 不允许有桶体应色泽均匀,表面光洁、平整。
无塑化不良,无裂缝孔洞,无明显变形、无油污擦痕轻度,约小于表面积的2%3.3 尺寸偏差尺寸偏差应符合表2规定。
表2 尺寸偏差项目尺寸偏差外径,mm ±3高度, mm ±43.4 容量偏差:实际容量偏差应大于公称容量1%。
3.5 质量偏差:实际质量与标称质量的允许偏差:±6%。
3.6 对称部位壁厚比及最小壁厚对称部位壁厚比及最小壁厚应符合表3规定。
表3 对称部位壁厚比及最小壁厚项目指标对称部位壁厚比≤ 1.5:1最小壁厚,mm 0.1-0.43.7 跌落试验跌落试验应符合表4规定。
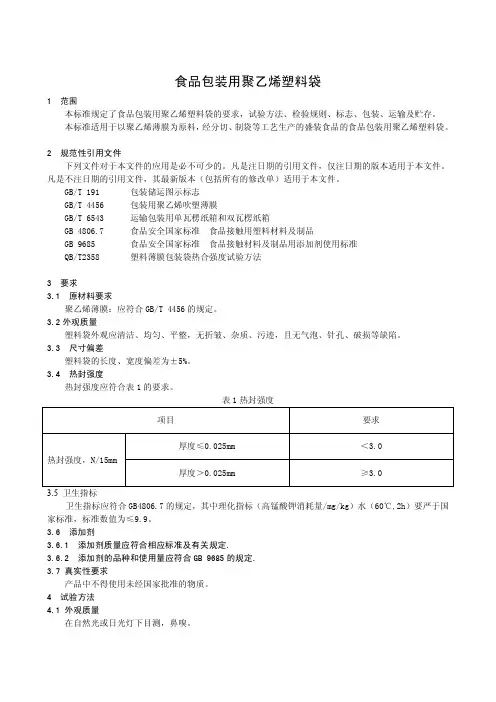
食品包装用聚乙烯塑料袋1范围本标准规定了食品包装用聚乙烯塑料袋的要求,试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于以聚乙烯薄膜为原料,经分切、制袋等工艺生产的盛装食品的食品包装用聚乙烯塑料袋。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T191包装储运图示标志GB/T4456包装用聚乙烯吹塑薄膜GB/T6543运输包装用单瓦楞纸箱和双瓦楞纸箱GB4806.7食品安全国家标准食品接触用塑料材料及制品GB9685食品安全国家标准食品接触材料及制品用添加剂使用标准QB/T2358塑料薄膜包装袋热合强度试验方法3要求3.1原材料要求聚乙烯薄膜:应符合GB/T4456的规定。
3.2外观质量塑料袋外观应清洁、均匀、平整,无折皱、杂质、污迹,且无气泡、针孔、破损等缺陷。
3.3尺寸偏差塑料袋的长度、宽度偏差为±5%。
3.4热封强度热封强度应符合表1的要求。
表1热封强度项目要求厚度≤0.025mm<3.0热封强度,N/15mm厚度>0.025mm≥3.03.5卫生指标卫生指标应符合GB4806.7的规定,其中理化指标(高锰酸钾消耗量/mg/kg)水(60℃,2h)要严于国家标准,标准数值为≤9.9。
3.6添加剂3.6.1添加剂质量应符合相应标准及有关规定.3.6.2添加剂的品种和使用量应符合GB9685的规定.3.7真实性要求产品中不得使用未经国家批准的物质。
4试验方法4.1外观质量在自然光或日光灯下目测,鼻嗅。
4.2尺寸偏差使用1mm精度量具进行测量。
4.3热封强度按QB/T2358规定的方法执行。
4.4卫生指标按GB4806.7规定的方法执行。
5检验规则5.1组批与抽样产品以批为单位进行验收,以同一原料,同一规格、同一工艺、同一生产线连续生产的不超过1万只为一批。
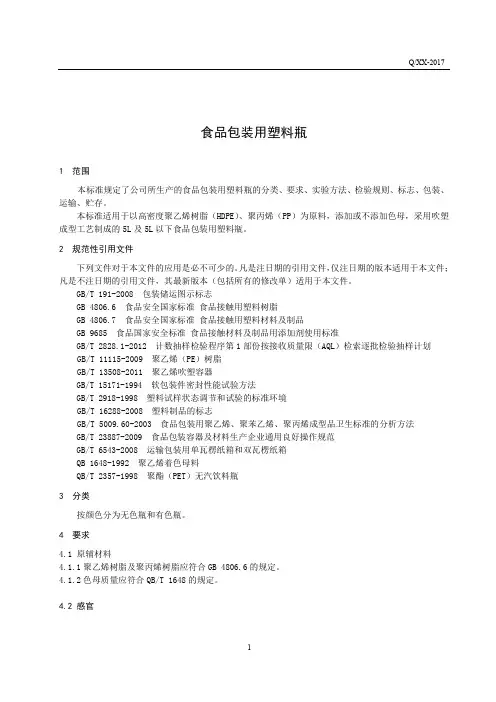
食品包装用塑料瓶1 范围本标准规定了公司所生产的食品包装用塑料瓶的分类、要求、实验方法、检验规则、标志、包装、运输、贮存。
本标准适用于以高密度聚乙烯树脂(HDPE)、聚丙烯(PP)为原料,添加或不添加色母,采用吹塑成型工艺制成的5L及5L以下食品包装用塑料瓶。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件;凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191-2008 包装储运图示标志GB 4806.6 食品安全国家标准食品接触用塑料树脂GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB 9685 食品国家安全标准食品接触材料及制品用添加剂使用标准GB/T 2828.1-2012 计数抽样检验程序第1部份按接收质量限(AQL)检索逐批检验抽样计划GB/T 11115-2009 聚乙烯(PE)树脂GB/T 13508-2011 聚乙烯吹塑容器GB/T 15171-1994 软包装件密封性能试验方法GB/T 2918-1998 塑料试样状态调节和试验的标准环境GB/T 16288-2008 塑料制品的标志GB/T 5009.60-2003 食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法GB/T 23887-2009 食品包装容器及材料生产企业通用良好操作规范GB/T 6543-2008 运输包装用单瓦楞纸箱和双瓦楞纸箱QB 1648-1992 聚乙烯着色母料QB/T 2357-1998 聚酯(PET)无汽饮料瓶3 分类按颜色分为无色瓶和有色瓶。
4 要求4.1 原辅材料4.1.1聚乙烯树脂及聚丙烯树脂应符合GB 4806.6的规定。
4.1.2色母质量应符合QB/T 1648的规定。
4.2感官感官应符合表1的规定。
表1 感官4.3尺寸偏差尺寸偏差应符合表2的规定。
4.4 容量偏差指标:满口容量偏差为不小于公称标准1.05倍。
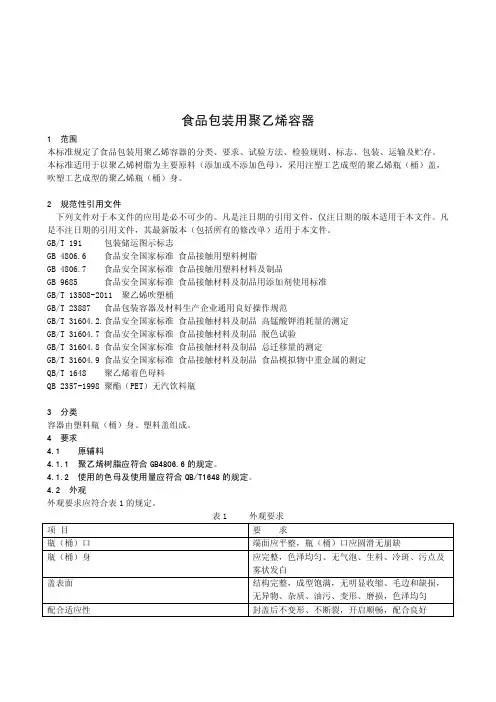
食品包装用聚乙烯容器1范围本标准规定了食品包装用聚乙烯容器的分类、要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于以聚乙烯树脂为主要原料(添加或不添加色母),采用注塑工艺成型的聚乙烯瓶(桶)盖,吹塑工艺成型的聚乙烯瓶(桶)身。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T191包装储运图示标志GB4806.6食品安全国家标准食品接触用塑料树脂GB4806.7食品安全国家标准食品接触用塑料材料及制品GB9685食品安全国家标准食品接触材料及制品用添加剂使用标准GB/T13508-2011聚乙烯吹塑桶GB/T23887食品包装容器及材料生产企业通用良好操作规范GB/T31604.2.食品安全国家标准食品接触材料及制品高锰酸钾消耗量的测定GB/T31604.7食品安全国家标准食品接触材料及制品脱色试验GB/T31604.8食品安全国家标准食品接触材料及制品总迁移量的测定GB/T31604.9食品安全国家标准食品接触材料及制品食品模拟物中重金属的测定QB/T1648聚乙烯着色母料QB2357-1998聚酯(PET)无汽饮料瓶3分类容器由塑料瓶(桶)身、塑料盖组成。
4要求4.1原辅料4.1.1聚乙烯树脂应符合GB4806.6的规定。
4.1.2使用的色母及使用量应符合QB/T1648的规定。
4.2外观外观要求应符合表1的规定。
表1外观要求项目要求瓶(桶)口端面应平整,瓶(桶)口应圆滑无崩缺瓶(桶)身应完整,色泽均匀、无气泡、生料、冷斑、污点及雾状发白盖表面结构完整,成型饱满,无明显收缩、毛边和缺损,无异物、杂质、油污、变形、磨损,色泽均匀配合适应性封盖后不变形、不断裂,开启顺畅,配合良好4.3规格尺寸偏差规格尺寸偏差应符合表2的规定。
表2规格尺寸偏差项目要求瓶(桶)身口径.(mm)±0.5mm高度.(mm)h≦300mmh﹥300mm ±2.0mm ±3.0mm盖口径.(mm)±0.5mm 高度.(mm)±0.5mm注:特殊类型产品,可由供需双方商定4.4容量偏差实际容量应大于公称容量1.0%以上。
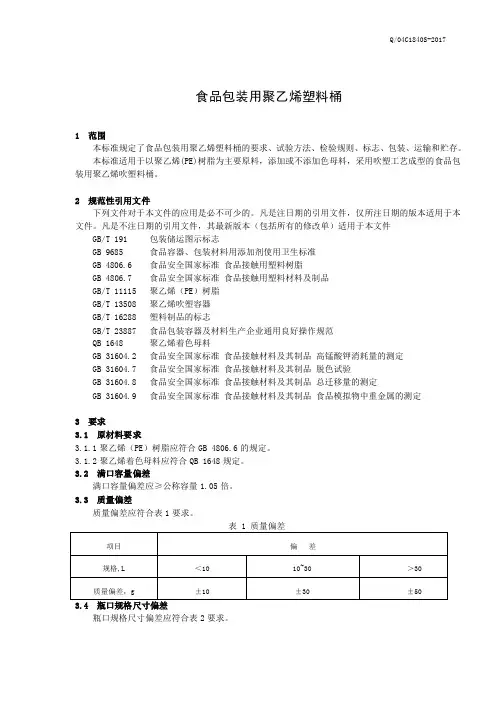
食品包装用聚乙烯塑料桶1 范围本标准规定了食品包装用聚乙烯塑料桶的要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于以聚乙烯(PE)树脂为主要原料,添加或不添加色母料,采用吹塑工艺成型的食品包装用聚乙烯吹塑料桶。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件GB/T 191 包装储运图示标志GB 9685 食品容器、包装材料用添加剂使用卫生标准GB 4806.6 食品安全国家标准食品接触用塑料树脂GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB/T 11115 聚乙烯(PE)树脂GB/T 13508 聚乙烯吹塑容器GB/T 16288 塑料制品的标志GB/T 23887 食品包装容器及材料生产企业通用良好操作规范QB 1648 聚乙烯着色母料GB 31604.2 食品安全国家标准食品接触材料及其制品高锰酸钾消耗量的测定GB 31604.7 食品安全国家标准食品接触材料及其制品脱色试验GB 31604.8 食品安全国家标准食品接触材料及其制品总迁移量的测定GB 31604.9 食品安全国家标准食品接触材料及其制品食品模拟物中重金属的测定3 要求3.1 原材料要求3.1.1聚乙烯(PE)树脂应符合GB 4806.6的规定。
3.1.2聚乙烯着色母料应符合QB 1648规定。
3.2 满口容量偏差满口容量偏差应≥公称容量1.05倍。
3.3 质量偏差质量偏差应符合表1要求。
表 1 质量偏差3.4 瓶口规格尺寸偏差瓶口规格尺寸偏差应符合表2要求。
表 2 规格尺寸偏差外观应符合表3要求。
表3 外观对称部位壁厚比及最小壁厚应符合表4要求。
表4 对称部位壁厚比及最小壁厚物理力学性能应符合表5要求。
表5物理力学性能应符合GB 4806.7规定的要求。
其中理化指标[高锰酸钾消耗量/(mg/kg) 水(60℃,2h)]要严于国家标准,标准数值为≤8 mg/kg 。
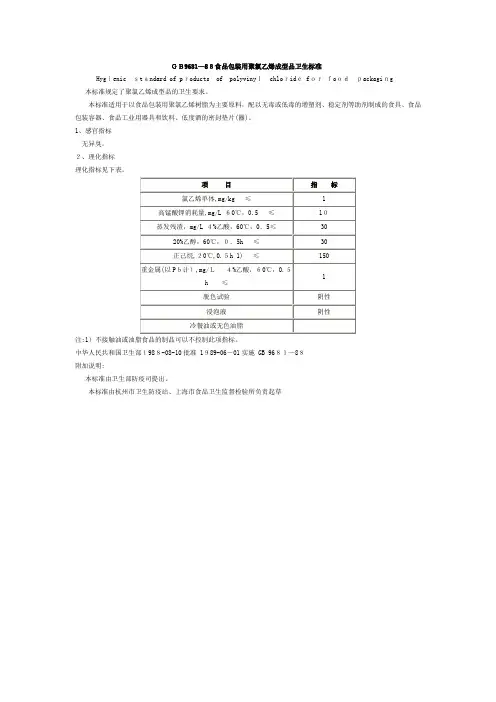
GB9681—88食品包装用聚氯乙烯成型品卫生标准
Hygienic standard of products of polyvinylchloride forfoodpackaging 本标准规定了聚氯乙烯成型品的卫生要求。
本标准适用于以食品包装用聚氯乙烯树脂为主要原料,配以无毒或低毒的增塑剂、稳定剂等助剂制成的食具、食品包装容器、食品工业用器具和饮料、低度酒的密封垫片(圈)。
1、感官指标
无异臭。
2、理化指标
理化指标见下表。
注:1)不接触油或油脂食品的制品可以不控制此项指标。
中华人民共和国卫生部1988-08-10批准 1989-06-01实施 GB 9681—88
附加说明:
本标准由卫生部防疫司提出。
本标准由杭州市卫生防疫站、上海市食品卫生监督检验所负责起草。
食品包装用聚乙烯塑料桶1范围本标准规定了食品包装用聚乙烯塑料桶的要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于由聚乙烯树脂为主要原料,添加或不添加色母经吹塑成型工艺生产的食品包装用聚乙烯塑料桶。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T191包装储运图示标志GB/T2918塑料试样状态调节和试验的标准环境GB31604.2-2016食品安全国家标准食品接触材料及制品高锰酸钾消耗量的测定GB31604.7-2016食品安全国家标准食品接触材料及制品脱色试验GB31604.8-2016食品安全国家标准食品接触材料及制品总迁移量的测定GB31604.9-2016食品安全国家标准食品接触材料及制品食品模拟物中重金属的测定GB/T6543运输包装用单瓦楞纸箱和双瓦楞纸箱GB9685-2016食品安全国家标准食品接触材料及制品用添加剂使用标准GB4806.7-2016食品安全国家标准食品接触用塑料材料及制品GB4806.6-2016食品安全国家标准食品接触用塑料树脂GB/T13508聚乙烯吹塑容器GB/T23887食品包装容器及材料生产企业通用良好操作规范QB/T1648聚乙烯树脂着色母料3要求3.1原料要求3.1.1聚乙烯树脂应符合GB4806.6-2016的规定。
3.1.2聚乙烯着色母料应符合QB/T1648的规定,及相关国家标准和有关规定的要求。
3.2感官要求本品应色泽均匀一致,不得有明显色差。
桶体表面应光洁、平整,不得有明显变形和擦痕。
不得有黑点、砂眼、气泡和油污。
桶口应平整光滑;无异嗅。
3.3容量偏差满口容量应大于公称容量1%。
3.4质量偏差桶体实际质量与核定质量的允许偏差为±8%。
3.5尺寸偏差桶体高度和外径实际尺寸与设计尺寸的允许偏差为±5%。
食品包装用聚乙烯树脂卫生标准一、引言在食品包装行业中,聚乙烯树脂是一种常用的材料。
为了保障食品包装的卫生和质量安全,制定了食品包装用聚乙烯树脂的卫生标准。
本文将对该标准进行全面、详细、完整和深入地探讨,以加深对该标准的理解和应用。
二、食品包装用聚乙烯树脂的定义和分类2.1 定义食品包装用聚乙烯树脂是指用于食品包装材料制造的、由乙烯单体聚合而成的聚合物。
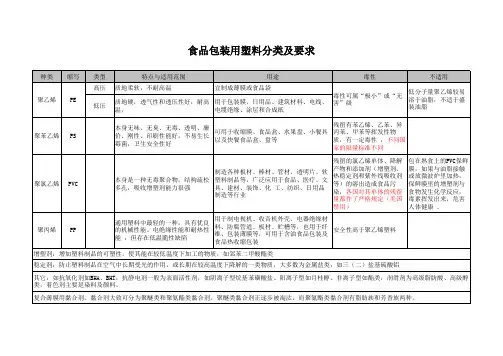
2.2 分类根据聚乙烯的不同性质和用途,食品包装用聚乙烯树脂可分为以下几类: 1. 高密度聚乙烯(HDPE):具有较高的密度和强度,适用于制造刚性包装容器。
2. 低密度聚乙烯(LDPE):具有较低的密度和柔软性,适用于制造柔性包装膜和袋。
3. 线性低密度聚乙烯(LLDPE):具有介于HDPE和LDPE之间的性质,适用于制造高强度和柔软性的包装材料。
三、食品包装用聚乙烯树脂的卫生标准要求3.1 接触食品迁移物的限制食品包装用聚乙烯树脂在接触食品过程中,其迁移物应符合以下限制: 1. 总迁移量限制:不得超过法规规定的限值,确保食品的卫生安全。
2. 特定迁移物限制:对一些特定的迁移物,如重金属、有害物质等,也应有相应的限制。
3.2 物理性能要求食品包装用聚乙烯树脂应具备以下物理性能: 1. 透明度:透明度要求符合产品规格,以保证包装材料的外观质量。
2. 强度和韧性:对于不同类型的聚乙烯树脂,其强度和韧性要求也不同,以适应不同的包装需求。
3.3 加工工艺要求1.熔体流动性:聚乙烯树脂的熔体流动性要符合工艺要求,以确保在制造过程中的加工性能。
2.成型温度范围:聚乙烯树脂的成型温度范围应合适,在不破坏包装材料性能的前提下,保证加工效果。
四、食品包装用聚乙烯树脂卫生标准的实施和检测方法4.1 实施食品包装用聚乙烯树脂卫生标准的实施应由相关部门进行监督和管理,保证标准的有效实施。
4.2 检测方法为了评估食品包装用聚乙烯树脂的卫生状况,应采用以下检测方法: 1. 总迁移量的测定:采用适当的测定方法,如模拟液提取法,测定食品包装材料中的总迁移量。
【GB/T 5009.60—1996】食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法1 主题内容与适用范围本标准规定了以聚乙烯、聚苯乙烯、聚丙烯为原料制作的食品容器、食具及食品用包装薄膜等制品各项卫生指标的测定方法。
本标准适用于以聚乙烯、聚苯乙烯、聚丙烯为原料制作的各种食具、容器及食品用包装薄膜或其他各种食品用工具、管道等制品中各项卫生指标的测定。
2 引用标准GB 9687食品包装用聚乙烯成型品卫生标准GB 9688食品包装用聚丙烯成型品卫生标准GB 9689食品包装用聚苯乙烯成型品卫生标准3 取样方法每批按1‰取样品,小批时取样数不少于10只(以500mL容积/只计:小于500mL/只时,样品应相应加倍取量)。
其中半数供化验用,另半数供保存两个月,以备作仲裁分析用,分别注明产品名称、批号、取样日期。
样品洗净备用。
4 浸泡条件4.1 水:60℃,保温2h。
4.2 乙酸(4%):60℃,保温2h。
4.3 乙醇(65%):室温,浸泡2h。
4.4 正己烷:室温,浸泡2h。
以上浸泡液按接触面积每平方厘米加2mL,在容器中则加入浸泡液至三分之二~五分之四容积为准。
5 高锰酸钾消耗量5.1 原理样品经用浸泡液浸泡后,测定其高锰酸钾消耗量,表示可溶出有机物质的含量。
5.2 试剂5.2.1 硫酸(1+2)。
5.2.2 高锰酸钾标准滴定溶液[c(1/5KMnO4)=0.01mol/L]。
5.2.3 草酸标准滴定溶液[c(1/2H2C2O4·2H2O)=0.01mol/L]。
5.3 分析步骤5.3.1 锥形瓶的处理:取100mL水,放入250mL锥形瓶中,加入5mL硫酸(1+2)、5mL高锰酸钾溶液,煮沸5min,倒去,用水冲洗备用。
5.3.2 滴定:准确吸取100mL水浸泡液(有残渣则需过滤)于上述处理过的250mL锥形瓶中,加5mL硫酸(1+2)及10.0mL高锰酸钾标准滴定溶液(0.01mol/L),再加玻璃珠2粒,准确煮沸5min后,乘热加入10.0mL草酸标准滴定溶液(0.01mol/L),再以高锰酸钾标准滴定溶液(0.01mol/L)滴定至微红色,记取二次高锰酸钾溶液滴定量。
食品包装用复合式中型散装容器聚乙烯内胆1 范围本标准规定了食品包装用复合式中型散装容器聚乙烯内胆的定义、要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于以聚乙烯树脂为主要原料,添加或不添加色母,经吹塑工艺制成的食品包装用复合式中型散装容器(内胆)。
注:聚乙烯内胆与钢质外包装套装后构成的容器为复合式中型散装容器。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志QB/T 1648 聚乙烯着色母料GB 4806.1 食品安全国家标准 食品接触材料及制品通用安全要求GB 4806.6 食品安全国家标准 食品接触用塑料树脂GB 4806.7 食品安全国家标准 食品接触用塑料材料及制品GB 9685 食品容器、包装材料用添加剂使用卫生标准GB/T 13508 聚乙烯吹塑容器GB/T 17344 包装 包装容器 气密试验方法GB/T 19161 包装容器 复合式中型散装容器GB/T 23887 食品包装容器及材料生产企业通用良好操作规范GB31604.2 食品安全国家标准 食品接触材料及制品高锰酸钾消耗量的测定GB31604.7 食品安全国家标准 食品接触材料及制品 脱色试验GB31604.8 食品安全国家标准 食品接触材料及制品 总迁移量的测定GB31604.9 食品安全国家标准 食品接触材料及制品 食品模拟物中重金属的测定3 定义食品包装用复合式中型散装容器按结构分为钢质结构外包装和聚乙烯内胆,其结构的特点是外包装和内胆一旦组合在一起后应形成一个单一的整体,并在装货、储存、运输及卸货的整个过程中作为整体使用。
4 要求4.1 原材料4.1.1 聚乙烯(PE)树脂应符合GB 4806.6的规定。
4.1.2 聚乙烯着色母料应符合QB/T 1648规定。
聚乙烯(PE)食品袋质量标准1. 目的本标准规定了食品用聚乙烯(LDPE/HDPE)包装袋的主要技术要求、试验方法、检验规则及包装等内容。
2. 范围2.1 应用本标准适用于所有直接接触食品、原料及与食品相关的产品的内层包装。
2.2 培训要求质量负责人和技术服务主管应负责为质量部及实验室、生产相关人员提供培训。
3. 基本要求新的和更新过标准的电子版本应在质量部的数据库中创建、校正、更新及维护。
4. 工作指引4.1物料要求:材质:高密度聚乙烯,称作HDPE,制成成品称作PO食品袋低密度聚乙烯,称作LDPE,制成成品称作PE食品袋选用两种以上规格型号的聚乙烯混搭使用;所有使用的原料及辅料必须符合国家食品包装卫生要求,不准使用回收料及废料。
4.2尺寸根据客户要求尺寸定做:a平口袋:长X宽X厚(单位mm),长、宽标准误差范围±2%,厚度标准误差范围参照GB/T4456-2008进行。
b异形袋:根据客户要求制作。
4.3.产品检测项目4.3.1 外观质量检测项目名称标准聚乙烯食品袋外观PO食品袋乳白雾状,不透明,无损伤;不允许有气泡、水纹、条纹、褶皱、针孔等缺陷PE食品袋透明,无损伤;不允许有气泡、水纹、条纹、褶皱、针孔等缺陷热封外观单道热封,每道热封口平整良好,无皱褶或者漏封;无烂角。
异物检查不得有灰尘、脏物、油迹,有虫或其它异物附着。
检测方法:在自然光线明亮处,眼睛与检测样之间40cm距离,正视目测。
样品量B1检测频率:每批进/出货。
检测人:质检员4.3.2 物理机械性能:1)单个重量项目名称标准单个重量符合上述标准尺寸规格所换算出的标准重量要求检测方法:使用精确度为0.1克的天平,对单个PE袋称重。
样品量B1检测频率:每批进/出货。
检测人:质检员2)尺寸项目名称标准长度符合上述4.2规定的尺寸规格要求检测方法:机械测量法,按照GB/T6673-2001塑料薄膜和薄片长度和宽度的测定;检验依据:按BB/T0039-2013进行宽度(折径)符合上述4.2规定的尺寸规格要求检测方法:机械测量法,按照GB/T6673-2001塑料薄膜和薄片长度和宽度的测定;检验依据:按GB/T4456-2008进行(引用)样品量B1检测频率:每批进/出货。
食品包装用聚乙烯树脂卫生标准近年来,随着人们生活水平的提高和消费观念的升级,对于食品包装的卫生标准也越来越高。
而在食品包装材料中,聚乙烯树脂被广泛应用,然而其卫生标准是否达标仍备受关注。
聚乙烯树脂是一种热塑性聚合物,可以被加工成为塑料膜、塑料瓶、塑料袋等食品包装材料。
在聚乙烯树脂的生产过程中,尽管生产工艺已经得到了不断改进和升级,但是材料的质量和卫生标准仍受到许多因素的影响。
首先是原材料的影响。
聚乙烯树脂的制作过程需要使用到各种化学原料,如催化剂、溶剂等,而这些原材料的质量和卫生问题直接关系到最终聚乙烯树脂的质量。
如果使用的原材料存在污染或者质量不合格等问题,将会对聚乙烯树脂的卫生标准造成严重影响。
其次是生产过程中的影响。
在聚乙烯树脂的生产过程中,如果生产工艺不合理,或者加工过程中存在交叉污染等问题,都将会对最终的聚乙烯树脂卫生标准造成严重的影响。
最后是包装材料本身的影响。
尽管聚乙烯树脂本身具有一定的耐高温、抗菌等特性,但是在使用过程中,如果包装材料长时间接触食品或者被暴露在光线下等,都会对聚乙烯树脂的卫生标准产生影响。
因此,要保证食品包装用聚乙烯树脂卫生标准达标,需要从原材料采购到生产加工再到包装使用的全过程中加强质量控制和卫生监测,确保每一个环节都符合相应的标准。
在同时,消费者也要提高自我保护意识,选择正规渠道购买食品和食品包装材料,避免购买不合格的产品。
总之,食品包装用聚乙烯树脂卫生标准达标不仅仅是一个单纯的问题,它关系到食品安全、人民健康和社会稳定等多个方面。
只有全社会的共同努力,才能够最终保证食品包装用聚乙烯树脂卫生标准得到有效的保障。
食品包装用聚乙烯成型
品卫生标准
集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
《食品容器、包装材料用添加剂使用卫生标准》GB9685-2008规定了食品容器、包装材料用添加剂的使用原则、允许使用的添加剂品种、使用范围、最大使用量、特定迁移量或最大残留量及其他限制性要求。
以附录的形式列出了允许使用的添加剂名单959种(其中染颜料品种有116个,名单附后)。
标准规定了着色剂纯度要求:
1、杂质在0.1mol/L盐酸中检出量占着色剂的质量分数应符合:锑≤0.05%;砷≤0.01%;钡≤0.01%;镉≤0.01%;铬(VI)≤0.1%;铅
≤0.01%;汞≤0.005%;硒≤0.01%。
2、其他杂质占着色剂的质量分数应符合:多氯联苯≤0.0025%;芳香胺≤0.05%,其中对二氨基联苯,β-萘胺和4-氨基联苯三种物质各自或总和≤0.001%。
根据付印稿内容的了解(最终以颁布印刷稿为准),有一部分可以使用的有机颜料、染料产品未列入标准名单,6月1日以后将停止使用。
附产品名单:
1、氧化锌;C.I.颜料白4?
2、氧化铁黑;C.I.颜料黑11?
3、氧化铁;C.I.颜料红101?
4、酞菁绿G;C.I.颜料绿7?
5、酞菁蓝;C.I.颜料蓝15?
6、酞花青;C.I.颜料蓝16?
7、水合氧化铁;C.I.颜料黄42?
8、双苯并咪唑[2,1-b:2‘,1‘-i]苯并[lmn][3.8]菲咯
啉-8,17-二酮;
C.I.颜料橙43?
9、铝酸钴;C.I.颜料蓝2?
10、二氧化钛;C.I.颜料白6?
11、N-[4-(氨基羰基)苯基]-4-[[1-[[(2,3-二氢-2
-氧代-1H-苯并咪唑-5-基)-氨基]羰基]-2-氧代丙基]偶氮]
苯胺;C.I.颜料黄181?
12、N-[2-(4-环己基苯氧基)乙基]-N-乙基-4-(2,2-二
氰基乙烯基)-3-甲苯胺;C.I.分散黄201?
13、N,N‘-1,4-亚苯基-二[4-(2,5-二氯苯基)偶氮]-3
-羟基萘-2-甲酰胺;C.I.颜料红166?
14、N,N‘-(6,13-二乙酰氨基-2,9-二乙氧基-3,10-三苯
并二恶嗪二基)二苯甲酰胺;C.I.颜料紫37?
15、N,N‘-(2,5-二氯-1,4-亚苯基)双[4-[(2,5-二氯
苯基)偶氮]-3-羟基-2-萘甲酰胺;C.I.颜料红214?
16、N-(4-氯-2,5-二甲氧基苯基)-3-羟基-4-[[2-甲氧
基-5-[(苯氨基)羰基]苯基]偶氮]-2-萘甲酰胺;C.I.颜料红146?
17、N-(2,3-二氢-2-氧代-1H-苯并咪唑-5-基)-3-氧代
-2-[[2-(三氟甲基)苯基]偶氮]丁酰胺;C.I.颜料黄154从中国染料工业协会获悉:由中国疾病预防控制中心营养与食品安
全所负责起草,上海市食品药品监督所、国际化学品制造商协会参加起
草。
卫生部、国家标准化管理委员会发布的《食品容器、包装材料用添加剂使用卫生标准》GB9685-2008国家标准,将于2009年6月1日开始实施。
本标准代替GB9685-2003《食品容器、包装材料用助剂使用卫生标准》。
本标准适用于所有的食品容器、包装材料用添加剂的生产、经营和使用者。
包括包装、盛放食品用的纸、竹、木、金属、搪瓷、陶瓷、塑料、橡胶、天然纤维、化学纤维、玻璃、复合包装材料等制品和接触食品的涂料,包括食品在生产经营过程中接触食品的机械、管道、传送带、容器、用具、餐具等。