株州钻石硬质合金刀具新产品介绍(简化版)_
- 格式:ppt
- 大小:4.20 MB
- 文档页数:37
PCD刀具的应用与发展聚晶金刚石(PCD)刀具加工铝制工件具有刀具寿命长、金属切除率高等优点,其缺点是刀具价格昂贵,加工成本高。
这一点在机械制造业已形成共识。
但近年来PCD刀具的发展与应用情况已发生了许多变化。
如今的铝材料在性能上已今非昔比,在加工各种新开发的铝合金材料(尤其是高硅含量复合材料)时,为了实现生产率及加工质量的最优化,必须认真选择PCD刀具的牌号及几何参数,以适应不同的加工要求。
PCD刀具的另一个变化是加工成本不断降低,在市场竞争压力和刀具制造工艺改进的共同作用下,PCD刀具的价格已大幅下降50%以上。
上述变化趋势导致PCD刀具在铝材料加工中的应用日益增多,而刀具的适用性则受到不同被加工材料的制约。
PCD刀具的基本特点具有极高硬度和独特机械性能的PCD复合片是由金刚石颗粒和催化剂的混合物在高温高压下烧结而成,在合成过程中产生了金刚石颗粒共生物,并在金刚石颗粒之间建立起连接“桥”,从而获得具有催化剂岛状结构、类似于整体金刚石的PCD材料。
PCD材料的结构与PCBN(聚晶立方氮化硼)材料不同。
在PCBN材料中,CBN粒子之间并无实际粘结物;而PCD材料中则存在共生物,金刚石颗粒之间通过晶格“桥”相互连接。
PCD刀具牌号是以金刚石颗粒的粒度进行分类。
根据制造商的标准,细颗粒、中等颗粒和粗颗粒PCD牌号所对应的金刚石粒度大致分别为2µm、10µm和25µm。
粗颗粒PCD牌号比细颗粒PCD牌号强度更高,耐磨性更好,在粗加工中具有更长的工作寿命,但粗颗粒PCD刀具的切削刃难以达到细颗粒PCD刀具表面的光滑程度。
因此,细颗粒PCD刀具可获得更好的加工表面光洁度,但磨损速度较快。
PCD刀具的价格变化过去,价格昂贵一直是影响用户广泛接受PCD刀具的一个主要障碍,但现在情况发生了很大变化。
业界估计,在过去的两三年中,PCD刀具的价格已下降了40%~60%。
出现PCD刀具价格“跳水”的原因之一是市场供大于求。
GB10钢结硬质合金使用介绍1前言株洲硬质合金集团有限公司是1954年筹建的国家“一五”期间,56项重点工程之一,是中国最大的硬质合金生产、科研、经营和出口基地,也是行业大型骨干企业。
主要产品有“钻石牌”硬质合金、钨钼制品、钽铌制品等三大系列。
广泛应用于冶金、机械、矿山、石化、电子、轻纺、军工及家具制造等行业,产品畅销74个国家和地区。
集团公司建立了规范的现代化管理体系:1996年通过了IS09001质量管理体系认证,2004年通过了IS014001环境体系认证和OHSAS18001职业健康安全管理体系认证。
公司“钻石牌”商标1999年被认定为中国驰名商标.并先后在美国、加拿大、德国和日本等47个国家和地区注册,受“马德里协定”保护。
“钻石牌”硬质合金2004年被评为“中国名牌”。
2GB10钢结合金性能特点GB10钢结硬质合金是以高锰钢钢为粘结相,以难熔金属碳化物——碳化钦为硬质相,用粉末冶金方法制备的一种新型组合材料,其主要性能特点如下:2.1良好的可焊接性与可浇铸性。
GB10合金基体是高锰钢类型,其常温下是以单一的奥氏体相存在,强度高,有利于提高浇铸时热应力的抵抗能力。
能用普通高锰钢焊条进行焊接,也可以采用浇铸的方式与基体连接,操作简单、便于生产,可以降低制造成本缩短生产周期。
2.2高硬度高耐磨性。
GB10钢结硬质合金中弥散状分布着大量的难熔金属碳化物(碳化钛),具有很高的硬度;同时基体为高锰钢,具有加工硬化特性,大大地提高了产品的耐磨性。
2.3优良的性价比。
与钨钴硬质合金相比,GB10钢结硬质合金的密度低(为6.0g/cm3左右,为钨钴硬质合金的40%),有很好的性价比优势。
GB10钢结硬质合金因其独特的性能特点,构成了自己独特的综合性能优势。
这种优异的综合性能,使得它在冲击及破碎工具、矿山、水泥、建筑等行业有着广阔的应用前景。
3GB10钢结合金牌号性能钢结硬质合金的物理机械性能及金相组织GB10金相照片,1000倍GB10金相照片,100倍4GB10钢结硬质合金的供货4.1产品供货态GB10钢结硬质合金毛坯产品的供货态为烧结态。
株洲钻石数控刀具-车削刀片主要牌号及用途(一)涂层硬质合金牌号的优点:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。
涂层硬质合金(CVD、PVD)YBC151 高耐磨性的基体与MT-TiCN、厚AI2O3、TiN涂层的结合;适合于钢材的精加工。
YBC251 刃口安全性的韧性基体与MT-TiCN、厚AI2O3、TiN涂层的极佳结合;适合于钢材的半精加工。
YBC351 高强度与抗塑性变形基体与MT-TiCN、厚AI2O3、TiN涂层的结合;具有好的韧性及抗塑性变形,适合钢材的粗加工。
YBM151 特殊组织机构基体与TiCN、薄AI2O3、TiN涂层的结合,具有良好的扩散磨损性及抵抗塑性变形能力,同时具抗冲击性能,适合于不锈钢的精加工、半精加工及粗加工。
YBM251 韧性和强度好的基体与TiCN、薄AI2O3、TiN涂层的结合,适合于不锈钢的半精加工及粗加工。
YBD151 高耐磨性基体与MT-Ti(CN)、厚AI2O3、TiN涂层的极佳结合,适合于铸铁材料的精加工及半精加工。
YBG102 ncTiAIN涂层与细颗粒基体结合,适合于各类材料(特别适合于铸铁)的轻、中等负荷铣削加工以及高温合金的精、半精车削加工。
YBG202 ncTiAIN涂层与超细颗粒的强韧性基体结合,适合于各类被加工材料的轻、中等负荷铣削,孔加工不锈钢的精、半精车削加工和高温合金粗车削加工。
YBG302 ncTiAIN涂层与韧性硬质合金基体结合,适合于各类被加工材料的中等负荷切削、孔加工、切断、切槽加工以及不锈钢的半精、粗车削加工,实现了安全性和耐磨性能的结合。

硬质合金钻花知识
硬质合金钻花是一种用于钻孔的刀具,通常由硬质合金材料制成。
以下是关于硬质合金钻花的一些知识:
1. 材质:硬质合金是一种由碳化钨和其他添加剂组成的合金,具有高硬度和耐磨性,可以在高速旋转的情况下保持锋利的切削刃,因此是制作钻花的常用材料。
2. 种类:根据不同的应用需求,硬质合金钻花有多种类型。
按照切削部分的形式,可以分为直槽、螺旋槽和混合槽等;按照直径可以分为大直径(≥10mm)和小直径(<10mm)等;按照用途可以分为高速钢丝锥芯、硬质合金整体硬质合金、可转位硬质合金、带涂层硬质合金等。
3. 特点:硬质合金钻花具有高硬度、高强度和耐磨性,可以在高速旋转的情况下保持锋利的切削刃,同时具有较好的韧性,能够适应较为复杂的工作环境。
4. 使用注意事项:使用硬质合金钻花时需要注意以下几点:首先,要选择合适的钻花直径和螺旋槽形状,以确保钻孔的精度和质量;其次,在使用过程中需要保持切削液的充足供应,以降低切削温度和减少刀具磨损;最后,要注意及时更换磨损的刀具,避免影响钻孔效果和增加刀具成本。
总之,硬质合金钻花是一种常用的钻孔刀具,具有高硬度、高强度和耐磨性等特点,可以满足不同应用需求。
在使用过程中需要注意选择合适的类型和使用方法,以保证钻孔的精度和质量。
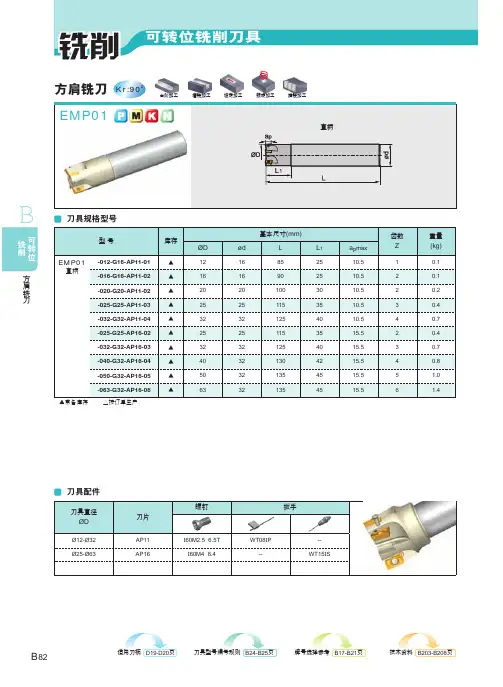
硬质合金工具类硬质合金可转位面铣刀Kr75°带柄面铣刀Kr75°重型面铣刀Kr75°面铣刀Kr90°面铣刀专用面铣刀阶梯面铣刀Kr75°铝合金面铣刀 Kr75-90°密齿面铣刀可转位立铣刀三面刃。
两面刃铣刀硬质合金整体刀具整体直柄麻花钻整体直柄立铣刀整体合金键槽铣刀整体球头立铣刀整体直柄绞刀整体合金圆棒整体小孔径镗刀整体合金中心钻整体合金雕刻刀整体合金微型钻整体合金微型铣刀整体合金锯片铣刀整体合金双头铣刀整体合金油槽钻整体合金定心钻整体合金台阶钻整体合金木工铣刀硬质合金焊接刀具焊接螺旋立铣刀焊接立铣刀错齿三面刃铣刀焊接T型槽铣刀焊接燕尾槽铣刀焊接球头立铣刀焊接多刃绞刀硬质合金顶尖焊接扩孔钻硬质合金旋转锉刀硬质合金量具硬质合金塞规硬质合金环规硬质合金检测球硬质合金铣刀片硬质合金毛坯类硬质合金机夹刀片硬质合金圆棒硬质合金耐磨件硬质合金拉伸模机床附件类铣床中间套装刀心轴定位心轴硬质合金纺机剪刀片超硬材料磨削砂轮金刚石树脂砂轮碗型一号碗型二号碟型一号碟型二号单面凹砂轮单斜边砂轮平行砂轮双面凹砂轮硬质合金号称“工业牙齿”,因其具有很高的硬度和耐磨性用作切削工具、高压工具和采矿与筑路工程机械,硬质合金工业的发展对整个钨工业的发展起着十分重要的作用。
中国钨业协会硬质合金分会会长林伯颖大陆硬质合金工业产品结构日趋合理,品种基本齐全。
大陆硬质合金产品广泛应用于金属切削、矿山开采、耐磨零件等领域,包括其深加工产品,除部分高性能精度研磨涂层刀片和配套工具、高性能超细合金棒材需要从国外进口外,绝大部分产品均能自行生产。
我国钨的消费主要是硬质合金与钨铁的生产,这两块的消费占了我国钨总消费的将近80%。
我国硬质合金行业规模很大,我国硬质合金的产量从2000年到2006年硬质合金产量增长了近一倍。
采矿业、机床工业、汽车工业、钢铁工业等传统工业的高速发展,使机床工具和矿用工具的快速发展,带动了钨消费的高速增长。
钻石牌数控刀片涂层硬质合金牌号的加工性能及用途涂层硬质合金牌号的优点:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。
普通涂层牌号的特点及用途YBM151----特殊组织结构基体与TiCN、薄Al2O3、TiN涂层结合,具有良好的抗扩散磨损性及抵抗塑性变形能力,同时具良好抗冲击性能,适合于不锈钢的精加工、半精加工及粗加工。
YBM251----韧性和强度好的基体与TiCN、薄Al2O3、TiN涂层结合,适合于不锈钢的半精加工及粗加工。
YBD151----高耐磨性基体与MT- Ti (CN) 、厚Al2O3、TiN 涂层的极佳组合,适合于铸铁材料的精加工及半精加工。
YBC151----高耐磨性的基体与MT- TiCN、厚Al2O3、TiN涂层的组合;适合于钢材的精加工。
YBC251----刃口安全性良好的韧性基体与MTTiCN、厚Al2O3、TiN涂层的极佳组合;适合于钢材的半精加工。
YBC351----高强度与抗塑性变形基体与M T -TiCN、厚Al2O3、TiN涂层的结合;具有好的韧性及抗塑性变形,适合于钢材的粗加工。
钻石牌数控刀片涂层硬质合金牌号的加工性能及用途涂层硬质合金牌号的长处:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。


株洲钻石高端刀具取得重大进展Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。
它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。
重大突破这一技术打破了国外企业在高端刀具涂层技术领域的垄断,提高了高档涂层刀具的国产化率,为汽车、航空等重点用户提高生产效率、降低生产成本打下了坚实基础。
应用前景株洲钻石刀具在关键的涂层技术上取得突破,使汽车发动机缸体某关键部件加工的刀具成本降低了30%,将其典型用户奇瑞汽车的发动机加工刀具国产化率从20%提升至47%,在替代进口,满足重点行业急需方面具有重大意义。
中国作为制造大国已是不争的事实。
但我国在数控切削刀具技术方面与国外相比仍存在差距,突出表现在先进涂层制造和涂层技术的基础研究方面。
金模刀具网首席分析师罗百辉认为,Ti-Al-X-N新型涂层技术的成功应用,一举打破了国外强势企业在高端刀具领域的垄断,为提高刀具的国产化率打下了坚实基础,为更好地满足重点行业需求创造了条件,具有重大的经济和社会效益。
承载刀具核心技术机床被称作“制造机器的机器”。
如果说高档数控机床是现代工业文明的艺术品,那么高端硬质合金精密刀具便是艺术品上的钻石,而钻石闪耀的光芒源自于刀具表面几微米厚的精密涂层。
据金模刀具网介绍,涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性。
原因是涂层材料作为化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了磨损,使得刀具寿命提高3,10倍以上,切削速度提高20%,100%。
可以说,薄薄一层涂料承载着刀具的核心技术。
目前涂层刀具在切削刀具中占的比例已达到80%。
由于国外企业在高端刀具领域占据垄断地位,在我国数控机床专项中,刀具及其核心涂层技术的地位日益受到重视,对涂层技术的突破被列入多项课题研究中。
国产硬质合金株洲材质说明YB415 适用于钢、铸钢、铸铁、不锈钢等材料的精加工,半精加工。
-YB435 适用于钢、铸钢、不锈钢等材料的半精加工,中等精加工。
-YB235 韧性非常好的基体,刀刃安全性好。
在中低速情况下粗加工,适用于钢、奥氏体不锈钢、铸钢的车、铣、镗、钻(带周遍削刀片),主要用于P40和M35材料。
-YBC151 高耐磨性的基体,是一种在P15区域广泛选用的合金;适宜于钢,铸钢和不锈钢半精、精加工在高速切削条件下的理想牌号。
-YBC251 具有特殊强度与韧性刀刃的基体,涂层基体内其特殊组织结构使合金具有良好的温度与耐磨性,是一种使用及为广泛的涂层合金;是钢材加工的通用牌号,适宜于钢,铸钢,和不锈钢材料的半精和精加工。
-YBC351 高强度与抗塑性变形基体,具有好的韧性及抗塑性;适用于钢,铸钢的半精加工、粗加工;同时也可以用于断续切削高强度钢与不锈钢的粗加工。
-YBC201 涂层硬质合金牌号,用于钢、铸铁、淬火钢的中、低速铣削。
-YBC301 高硬度的基体,适宜于中速、高速;轻、重负荷铣削加工低合金钢与非合金钢,也可以用于条件比价差的情况下的铣削加工-YBC401 极好的韧性基体适用于对钢及铸造不锈钢的中等及重型铣削加工。
-YBM151 涂层基体内存在特殊组织结构,具有良好的切削强度和耐磨性,适宜于在切削参数条件较好强情况下进行不锈钢的精加工、半精加工-YBM251 通用性极好的涂层牌号合金,具有良好的韧性与耐磨性,优先用于在连续切削与断续切削条件下的不锈钢的半精加工到粗加工-YBM351 有极好的切削强度与抗冲击性能及非常好的耐磨性,适用于车加工和镗加工不锈钢及在P30加工范围内材料的低速重负荷粗加工-YBM252 具有良好的韧性和耐磨性,适用于精车,镗加工和轻型铣削不锈钢及钻加工铸铁不锈钢和合金铸铁,也可用于中、低速切断和切槽-YBM301 涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中高速铣削。
3C高光铝用硬质合金铣刀的质量提升发布时间:2021-12-06T00:53:01.657Z 来源:《科学与技术》2021年第29卷19期作者:周炬[导读] 铝合金是一种塑性较大的材料,切削加工时容易在切削刀具上形成积屑瘤周炬株洲钻石切削刀具股份有限公司湖南省株洲市 412007摘要:铝合金是一种塑性较大的材料,切削加工时容易在切削刀具上形成积屑瘤,对被加工面挤压变形严重,形成鳞刺现象,很难在加工表面获得较高的光洁度,本文主要分析了3C铝加工硬质合金铣刀槽型、刀体材料对加工性能的影响以及通过对刀具磨削质量的提升控制,通过流畅的三维槽型设计独特的断屑槽结构,锋利的前角及大的刃倾角,切削力小,切削过程轻快、优质的超细晶粒的硬质合金棒材和磨削质量的控制等改进措施的实施,铝加工铣刀减少了切屑、已加工表面与刀具前后刀面的摩擦,降低切削力和切削温度,延长刀具使用寿命以获得良好的加工表面质量。
抛光切削刃有助于消振,从而使工件加工表面质量得到进一步提高,真正实现了以铣代磨。
关键词:刀具槽型粗糙度裂纹前言铝材是轻量化的首选材料,铝合金作为节能材料和功能材料越来越引起人们的重视,其广泛应用于航空航天,3C行业(Computer(电脑产品)、Comunication(通讯产品)、Consumer(消费电子产品),汽车等行业。
在航空航天和电子消费领域,铝合金加工有着非常高的精度和表面质量要求,有的表面甚至要求为镜面,但是铝合金是一种塑性较大的材料,容易在切削刀具上形成积屑瘤,很难在加工表面获得较高的光洁度,因此提升3C铝用刀具的制造精度往往就决定了刀具的使用效率。
一、流畅的三维槽型设计在铝加工过程中,由于铝合金塑性变形大,熔点和强度都比较低等特性,切削时大部分的热量来自切削与刀刃的摩擦,而温度的升高是导致刀具失效和被加工面粗糙的主要原因之一,使大量的切屑在短时间内流畅地排出,大部分热量由切屑带走,采用大螺旋角、增加刀具前角和后角使切削刃锋利,减少切屑与刀具接触区的压力,避免积屑瘤的产生,是刀具设计的重要因素。