第六章数控磨床编程
- 格式:ppt
- 大小:2.13 MB
- 文档页数:94
第6章手工编程6.1 数控车床编程指令及应用一、填空题1、数控机床是目前使用比较广泛的数控机床,主要用于(轴类 ) 和 (盘类) 回转体工件的加工。
2、编程时为提高工件的加工精度,编制圆头刀程序时,需要进行 (刀具半径补偿)。
3、为了提高加工效率,进刀时,尽量接近工件的 (切削开始点) 切削开始点的确定以 (不碰撞工件) 为原则。
4、数控编程描述的是 (刀尖点) 的运动轨迹,加工时也是按 (刀尖) 对刀。
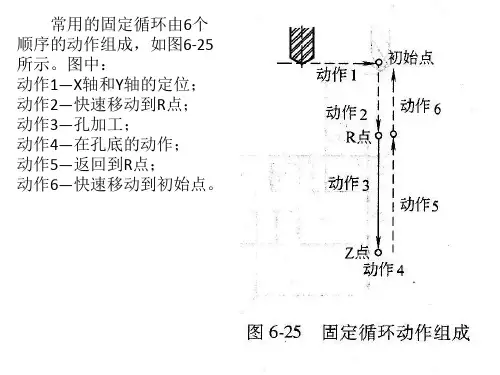
5、一个简单的固定循环程序段可以完成 (切入)-(切削)-(退刀)-(返回) 这四种常见的加工顺序动作。
6、复合循环有三类,分别是 (内外径粗军复合循环G71),(端面粗车复合循环G72),(封闭轮廓复合循环G73)。
二、选择题1、数控车床中,转速功能字 S可指定( B )。
A) mm/r B) r/mm C) mm/min2、下列G指令中( C )是非模态指令。
A) G00 B) G01 C) G043、数控机床自动选择刀具中任意选择的方法是采用( C )来选刀换刀。
A) 刀具编码 B) 刀座编码 C) 计算机跟踪记忆4、数控机床加工依赖于各种( C )。
A) 位置数据 B) 模拟量信息 C) 数字化信息5、数控机床的F功能常用( B )单位。
A) m/min B) mm/min或 mm/r C) m/r6、圆弧插补方向(顺时针和逆时针)的规定与( C )有关。
A) X轴 B) Z轴 C) 不在圆弧平面内的坐标轴7、用于指令动作方式的准备功能的指令代码是( B )。
A) F代码 B) G 代码 C) T代码8、用于机床开关指令的辅助功能的指令代码是( C )。
A) F代码 B) S 代码 C) M代码9、切削的三要素有进给量、切削深度和( B )。
A) 切削厚度 B) 切削速度 C) 进给速度10、刀尖半径左补偿方向的规定是( D )。
A) 沿刀具运动方向看,工件位于刀具左侧 B) 沿工件运动方向看,工件位于刀具左侧C) 沿刀具运动方向看,刀具位于工件左侧11、设G01 X30 Z6执行G91 G01 Z15后,正方向实际移动量( C )。
数控复习资料第一章数控机床概述一、名词解释:1、NC:数字控制简称数控,在机床领域指用数字化信号对机床运动及其加工过程进行控制的一种自动化技术。
2、CNC:计算机数控,使用专用计算机通过控制程序来实现部分或全部基本控制功能,并能通过接口与各种输入/输出设备建立联系的一种自动化技术。
3、可编程控制器(PLC):是一种专为在工业环境下应用而设计的数字运算操作电子系统。
4、CAD:计算机辅助设计5、CAE:计算机辅助工程6、FMS:柔性制造系统7、FMC:柔性制造单元8、插补:指数据密化的过程,对输入数控系统的有限坐标点(例如起点、终点),计算机根据曲线的特征,运用一定的计算方法,自动地在有限坐标点之间生成一系列的坐标数据,以满足加工精度的要求。
9、基准脉冲插补:又称脉冲增量插补或行程标量插补,适用于以步进电动机为驱动装置的开环数控系统。
其特点是每次插补结束后产生一个行程增量,以脉冲的方式输出到步进电动机,驱动坐标轴运动。
10、数据采样插补:又称数字增量插补或时间标量插补,适用于交、直流伺服电动机驱动的闭环(或半闭环)控制系统。
这类插补算法的特点是插补运算分两步进行。
首先为粗插补,第二步为精插补,即在粗插补的基础上再做数据点的密化。
11、逐点比较插补法:又称代数运算法、醉步法,它是一种最早的插补算法,其原理是:CNC系统在控制加工过程中,能逐点计算和判别刀具的运动轨迹与给定轨迹的偏差,并根据偏差控制进给轴向给定轮廓方向靠近,使加工轮廓逼近给定轮廓曲线。
二、选择填空1、数控机床主要由机床本体、数控系统、驱动装置、辅助装置等几个部分组成。
2、数控系统是数控机床的控制核心。
3、机床数控系统是由加工指令程序、计算机控制装置、可编程逻辑控制器、主轴进给驱动装置、速度控制单元及位置检测装置等组成,其核心部分是计算机控制装置。
4、计算机控制装置由硬件和软件两部分组成。
硬件的主体是计算机,包括中央处理器、输入/输出部分和位置控制部分。
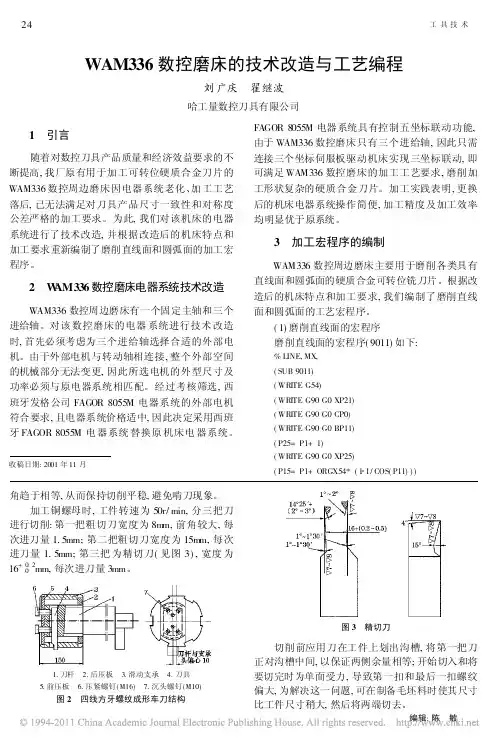
数控外圆磨床编程实例
数控外圆磨床是一种特殊的数控机床,常用于精密外圆表面磨削工序,用于修
整各种硬质金属外圆表面。
数控外圆磨床编程将手动操作中涉及到的复杂操作步骤,经过编程实现自动完成,只需遵循一定的编程规则即可实现自动加工。
数控外圆磨床编程的步骤大致如下:首先,根据产品的加工规格,制定加工参数。
加工工艺的选择,将影响着机床的磨削方式、刀具的选择、加工的精度和产品的质量。
编制程序时,需要根据要求选择合适的刀具,按照所设定的参数进行磨削。
其次,根据产品形状和尺寸确定程序主轴切入入点,以确定非切削部分的形状和尺寸。
然后,根据加工要求,确定切削角度,划定刀具的具体位置,控制刀具的运动轨迹,确定加工的精度和表面的质量。
最后,根据实际状况,选择合适的控制程序,并调整小数后精度,检查方向优先原则,修改实际运动及位置。
此外,在数控外圆磨床编程实现自动加工时,还要确保刀具的稳定性,以防止
偏心抖动,并加强程序安全管理,以防止操作位置发生变化。
此外,还需根据产品的特性,结合实际情况,选择合适的调整参数和检测程序,检查机床的磨削精度,保证加工产品的质量。
通过以上几个步骤,数控外圆磨床就可以成功的实现自动加工,为企业的生产
提供了极大的方便。
数控磨床编程及加工工艺控制数控磨床是一种高精度的加工设备,广泛应用于机械、航空、汽车等领域。
与传统的手工磨削相比,数控磨床通过程序控制磨头的移动,可以实现更加精确的磨削效果。
数控磨床编程及加工工艺控制是数控磨床加工过程中关键的环节,只有编写出符合加工要求的程序,才能保证产品的质量和精度。
一、数控磨床编程数控磨床编程是一项关键的技术,它直接决定了加工成品的质量和效率。
在数控磨床编程过程中,需要完成以下几个步骤:1.准备工作在开始编写程序之前,需要进行准备工作。
首先,需要清洁加工零件和磨头,并安装好磨头,并根据零件的尺寸要求选择合适的磨头,并将其安装到数控磨床上。
其次,需要测量零件的尺寸和形状等参数,以便编写符合零件要求的程序。
2.编写程序编写程序是数控磨床编程的核心工作。
程序的编写需要根据零件的尺寸和形状等参数来确定磨头的移动轨迹和磨削的深度。
编写程序需要使用CAD/CAM软件,使用软件绘制出零件的三维模型,然后将零件模型导入到数控磨床中。
然后根据零件的尺寸和形状编写加工程序,包括切削深度、移动速度等参数。
编写好程序之后,需要进行程序的仿真和检验,确保程序符合加工要求。
3.加工加工是数控磨床编程的最终环节。
在开始加工之前,需要将编写好的程序导入到数控磨床中,并进行加工之前的调试和检查。
开始加工后,需要对加工过程进行监控和控制,确保加工质量和效率。
二、加工工艺控制加工工艺控制是数控磨床加工过程中非常重要的环节,它直接影响到加工质量和效率。
在加工工艺控制过程中,需要注意以下几点:1.刀具选择刀具的选择直接影响到加工效果。
选择合适的刀具可以提高加工质量和效率。
在选择刀具时,需要考虑磨削材料的硬度、形状等因素,同时需要根据加工要求选择合适的切削速度、进给速度等参数。
2.加工参数控制加工参数控制是加工过程中非常重要的环节,它直接影响到加工质量和效率。
在加工过程中,需要采用合适的切削力和切削速度,同时需要控制进给量和加工深度。
数控车床编程与操作教案第一章:数控车床概述1.1 数控车床的定义与发展1.2 数控车床的组成与结构1.3 数控车床的工作原理1.4 数控车床的分类与特点第二章:数控车床编程基础2.1 数控编程的基本概念2.2 数控编程的坐标系2.3 数控编程的指令系统2.4 数控编程的程序结构与编写方法第三章:数控车床的基本操作3.1 数控车床的开机与关机操作3.2 数控车床的对刀与找正3.3 数控车床的加工参数设置3.4 数控车床的手动与自动运行控制第四章:数控车床的刀具补偿与夹具调整4.1 刀具补偿的概念与作用4.2 刀具补偿的设置与调整4.3 夹具的作用与分类4.4 夹具的安装与调整方法第五章:数控车床的常见故障与维修5.1 数控车床故障的原因与分类5.2 数控车床故障的诊断与排除方法5.3 数控车床主要部件的维修与保养5.4 数控车床的安全操作与事故预防第六章:数控车床编程实例6.1 轴类零件的编程与加工6.2 螺纹类零件的编程与加工6.3 异形零件的编程与加工6.4 复杂零件的编程与加工策略第七章:数控车床高级编程技术7.1 子程序与宏程序的编写与应用7.2 用户坐标系与参数编程7.3 刀具路径的优化与仿真7.4 高速数控车床编程与加工技术第八章:数控车床操作员技能提升8.1 数控车床操作员的岗位职责与要求8.2 操作员的安全操作与规范8.3 数控车床的日常维护与保养8.4 操作员技能提升的培训与考核第九章:数控车床编程与操作的安全生产9.1 安全生产的重要性与基本要求9.2 数控车床的安全操作规程9.3 数控车床的安全防护装置与措施9.4 数控车床事故的预防与处理第十章:综合训练与实操考核10.1 数控车床编程与操作的综合训练项目10.2 实操考核的内容与标准10.3 实操考核的评分与结果分析10.4 实操考核后的总结与反馈重点解析本文主要介绍了数控车床编程与操作的教案,分为十个章节。
重点内容如下:一、数控车床的定义与发展、组成与结构、工作原理以及分类与特点。
%O0002(Qing.ling) #500=0#501=0#502=0#503=0#504=0#505=0#506=0#507=0#508=0#509=0#510=0#511=0#512=0#513=0#514=0#515=0#516=0#517=0#518=0#519=0#520=0#521=0#522=0#523=0#524=0#525=0#526=0#527=0#528=0#529=0#530=0#531=0#532=0#533=0#534=0#535=0#536=0#537=0#538=0#539=0#540=0#541=0#542=0#544=0 #545=0 #546=0 #547=0 #548=0 #549=0 #550=0 #551=0 #552=0 #553=0 #554=0 #555=0 #556=0 #557=0 #558=0 #559=0 #560=0 #561=0 #562=0 #563=0 #564=0 #565=0 #566=0 #567=0 #568=0 #569=0 #570=0 #571=0 #572=0 #573=0 #574=0 #575=0 #576=0 #577=0 #578=0 #579=0 #580=0 #581=0 #582=0 #583=0 #584=0 #585=0 #586=0 #587=0#589=0#590=0#591=0#592=0#593=0#594=0#595=0#596=0#597=0#598=0#599=0M02O0016(1.2.XIAO-Wai.Yuan.Qie.Ru)G1U-0.35F10.0G1U-0.2F8.0G1U-0.3F5.0G1U-0.12F2.0G1U-0.022F0.8G1U-0.008F0.35M99O0041(Zuo.)M46#146=0M49#144=#5002N10M48G1W-0.005F#518#146=#146+1.0IF[#1000EQ1]GOTO20IF[#146LT#516]GOTO10N15M48G1W-0.002F#518#146=#146+1.0IF[#1000EQ1]GOTO20IF[#146LT#517]GOTO15N20#145=#5002GOTO40IF[#145LE#144-0.005*#516-0.002*#517+0.01]GOTO30 GOTO40N30G0X0M00GOTO600M99O0042(you.)M46G4X0.5#146=0M49#144=#5002N10M48G1W0.005F#518#146=#146+1.0IF[#1000EQ1]GOTO20IF[#146LT#516]GOTO10N15M48G1W0.002F#518#146=#146+1.0IF[#1000EQ1]GOTO20IF[#146LT#517]GOTO15N20#145=#5002GOTO40IF[#145GE#144+0.005*#516+0.002*#517-0.01]GOTO30 GOTO40N30G0X0M00GOTO600N40M46G4X0.5M99O0052(you.)M96P9001N10G0X0M8N20M03S120N30G1Z[#580-#582]F3000N40G1X[#581+1.0-[#582*0.57735*2.0]]F3000G1X[#581-[#582*0.57735*2.0]]F100N50G1W#582U[#582*0.57735*2.0]F#587N60G1X[#581+1.0]F2000N70G1Z[#580-#582]F2000N80#580=#580+#585N90#583=#583-1.0N100IF[#583GT0]GOTO40N110M09N120M05N130M02N140O0071(3.4.5da-Duan.miang) M96P9001G0X0G0Z[#504+3.0]M16G0X[#503+10.0]G0Z[#504+3.0]G0X[#503+10.0]M35G01M36G31W-8.0F1000M35G1W1.5F1000M98P0073#983=#107#929=#107G0Z[#983+#510-6.0]G0X[#503+10.0]M98P0074#984=#107#930=#107G0X0M18M02O0072(3.4.5.da-Duan.miang) M96P9001G0X0G0Z[#504+3.0]M16N10G0X0.0G0X[#503+10.0]M35G01M36G31W-8.0F1000M35G1W1.5F1000M98P0073#983=#107G0X[#503+10.0]G0Z[#983+#510-6.0]M98P0074#984=#107N20G0Z[#984-#512-2.0]G0X#503M98P0074#986=#107G0X#503G0Z[#986-#508+7.0]G0X#503M98P0073#985=#107G0X0.0N30G0X0.0G0Z[#983-#511-#510+2.0] G0X#503M98P0073#981=#107G0Z[#981+#508-6.0]G0X#503M98P0074#982=#107G0X0.0N40G0X0.0G0Z[#983+#513+2.0]G0X#503M98P0073#987=#107G0Z[#987+#508-6.0]G0X#503M98P0074#988=#107G0X0.0N50G0X0.0G0Z[#983+#514+2.0]G0X[#503+5.0]M98P0073#989=#107G0X0.0N60#910=0.1#926=#521+[#983-#929]#927=#522+[#984-#930]#911=#926-[#983-#981]+#910#912=#927-[#984-#982]-#910#913=#926+#910#914=#927-#910#915=#926+[#985-#983]+#910#916=#927+[#986-#984]-#910#917=#926+[#987-#983]+#910#918=#927+[#988-#984]-#910#919=#926+[#989-#983]+#910#920=#983-#929N100#990=4.44#979=[#982-#981+#990]#980=[#984-#983+#990]#992=[#510-[#984-#983+#990]]/2IF[#992GE0.1]THEN#991=0.1IF[#992LT0.1]THEN#991=#992IF[#992LE0.0]THEN#991=0.0#993=[#984-#982]-#991-#510#995=[#987-#983]+#991#996=[#989-#983]+#991#928=[[#984-#983+#990]-#501]/2.0#921=#926-[#983-#981]+[[#982-#981+#990]-#501]/2.0 #922=#926+#928#923=#926+[#987-#983]+[[#988-#987+#990]-#501]/2.0 #924=#926+[#989-#983]-#501+#610+1.0#925=#926+#515+1.0#901=#982-#981+4.42#902=#984-#983+4.42#907=#988-#987+4.42#903=#511-[#984-#982-#991-[#984-#983+4.39]]#905=#995-#513#906=#996-#515G0X0IF[#991GT0.3]GOTO102IF[#991LT0]GOTO105IF[#983-#929GT#500]GOTO101IF[#983-#929LT-#500]GOTO101IF[#984-#930GT#500]GOTO101IF[#984-#930LT-#500]GOTO101 GOTO105N101M00N102M00GOTO600N105M18M99N600G0X0M02O0073(Duan.miang-ZUO)M96P9001M35#106=#5002G01M36G31W-3.0F100.0#107=#5002M35IF[#107GT#106-0.2]GOTO10IF[#107LT#106-3.0]GOTO10G1Z#106F3000M99N10G1Z#106F3000G0X0M00M02O0074(Duan.Miang-YOU)M96P9001M35#106=#5002G01M36G31W3.0F100.0#107=#5002M35IF[#107LT#106+0.2]GOTO10IF[#107GT#106+3.0]GOTO10G1Z#106F3000M99N10G1Z#106F3000G0X0M00M02O0075(1.2.Wai.Yuan.Liang.yi.MJ)G0X[#520+1.0]M14G1X[#520+0.2]F1000G1X#520F2.0M35G1M34G31U-3.0F#523M35G1U0.1F20M40G4X2.0G1M33G31U-0.5F#524M35G1M32G31U-0.5F#525M35G1M31G31U-0.1F#526#542=#5001M35M99O0888IF[#181GT-0.15]THEN#183=[#182*0.3] IF[#181GT-0.15]THEN#184=[#182*0.7] IF[#181GT-0.05]THEN#184=[#182*0.6] IF[#181GT-0.05]THEN#183=[#182*0.4] IF[#181GT+0.1]THEN#184=#182/2.0IF[#181GT+0.1]THEN#183=#182/2.0IF[#181GT0.2]THEN#183=[#182*0.7] IF[#181GT0.2]THEN#184=[#182*0.3] IF[#181LE-0.15]THEN#183=0.05IF[#181LE-0.15]THEN#184=[#182-0.05] IF[#182LE0.1]THEN#183=#182/2IF[#182LE0.1]THEN#184=#182/2IF[#182LE0.0]THEN#183=0IF[#182LE0.0]THEN#184=0IF[#181GT-0.15]THEN#183=[#182*0.3] IF[#181GT-0.15]THEN#184=[#182*0.7] IF[#181GT-0.05]THEN#184=[#182*0.6] IF[#181GT-0.05]THEN#183=[#182*0.4] IF[#181GT+0.1]THEN#184=#182/2.0IF[#181GT+0.1]THEN#183=#182/2.0IF[#181GT0.2]THEN#183=[#182*0.7] IF[#181GT0.2]THEN#184=[#182*0.3] IF[#181LE-0.15]THEN#183=0.05IF[#181LE-0.15]THEN#184=[#182-0.05] IF[#182LE0.1]THEN#183=#182/2IF[#182LE0.0]THEN#183=0M02N10O1005(YUANHU DUI.DAO.XSL.) N10M44G0X0M47M50M8N11IF[#597EQ1]GOTO300IF[#597NE1]GOTO100N100M96P9001#1100=0#1101=0#1102=0IF[#604GT0.004]GOTO110GOTO120N110#604=0.004N120M49#700=0G0X0G4X2.0M48G1Z[#601-#612/2.0+10.0]F2000 IF[#1000EQ1]GOTO1000X[#600+0.18]F2000M48G1W-[#603+20.0]F2000IF[#1000EQ1]GOTO2000G1U0.5F500G1W[#603+20.0]F5000N130G1U-0.503F500M48G1W-[#603+20.0]F4000IF[#1000EQ1]GOTO140G1U0.5F500G1W[#603+20.0]F4000#700=#700+1IF[#700LT100]GOTO130GOTO3000N140M49#600=#5001#597=1G1U0.5F500G1X0F2000GOTO300N1000G0X0#1100=1M00M2N2000G01X0F1000#1101=1M00M2N3000G0X0F1000#1102=1#600=#600-0.15M00GOTO100M2N200IF[#598EQ1]GOTO400IF[#598NE1]GOTO210N210M96P9001#1100=0#1101=0#1102=0IF[#607GT0.002]GOTO220 GOTO230N220#607=0.002N230M49#701=0G0X0G4F2.0M48G1Z[#601+0.15]F2000 IF[#1000EQ1]GOTO4000X[#600-#612+4.0]F2000M48G1U-[#606*2+4.0]F3500 IF[#1000EQ1]GOTO5000G1W0.5F500G1U[#606*2+4.0]F3500N240G1W-0.502F500M48G1U-[#606*2+4.0]F3500 IF[#1000EQ1]GOTO250G1W0.5F500G1U[#606*2+4.0]F3500#701=#701+1IF[#701LT150]GOTO240 GOTO6000N250M49#601=#5002#598=1G1X0F2000GOTO400N4000G0X0#1100=1M00M2N5000G01X0F1000#1101=1M00M2N6000G0X0F1000#1102=1#601=#601-0.2M00GOTO210M2N300IF[#599EQ1]GOTO200IF[#599NE1]GOTO305N305M96P9001#1100=0#1101=0#1102=0IF[#607GT0.002]GOTO310 GOTO320N310#607=0.002N320M49G4F2.0G1X0F2000M48G1Z[#602-0.15]F2000 IF[#1000EQ1]GOTO7000X[#600-#612+4.0]F2000M48G1U-[#606*2+4.0]F3500 IF[#1000EQ1]GOTO8000G1W-0.5F500G1U[#606*2+4.0]F3500N330G1W0.702F500G1W-0.2F500M48G1U-[#606*2+4.0]F3500 IF[#1000EQ1]GOTO340G1W-0.5F500G1U[#606*2+4.0]F3500#702=#702+1IF[#702LT150]GOTO330 GOTO9000N340M49#602=#5002#599=1G1X0F2000GOTO200N7000G0X0#1100=1M00M2N8000G0X0#1101=1M00M2N9000G0X0#1102=1#602=#602+0.2M00GOTO305M2N400IF[#614EQ0]GOTO599M96P9001N410#600=#600-#604#601=#601-#607#602=#602+#607+0.001N415G4F1.0N500G0X0G0Z[#601+0.5]G1X[#600-#612-#610*2-#606*2]F2000G1Z[#601-0.2]F200G1X[#600-#612-#610*2-12.0]F#608G1Z#601F200G1X[#600-#612-#610*2]F#608G03X#600Z[#601-#612/2-#610]R[#612/2+#610]F#609 G1Z[#602+#612/2+#611]F#605G03X[#600-#612-#611*2]Z[#602]R[#612/2+#611]F#609 G1X[#600-#612-#611*2-12.0]F#608G1Z[#602+0.2]F200G1X[#600-#612-#611*2-#606*2]F#608G1Z[#602-0.5]F200G1X0F3000#603=#603-[#607*2.0+0.001]*0.7#612=#612-[#607*2.0+0.001]*0.3#614=#614-1IF[#614GT0]GOTO410G1X0F2000N599G0X0#597=0#598=0#599=0N600G1X0F5000M9M51#501=#603G0Z[#504]M02O1006(WAI.YUAN DUI.DAO.XSL.)M96P9001#1101=0#1102=0M50M44M8M47G4X0.3M49#700=0G0X0G4X2.0N10M48G1Z[#601-#612/2+10.0]F2000 X[#600+0.06]F2000IF[#1000EQ1]GOTO1000M48W-[#603+20.0]F3000IF[#1000EQ1]GOTO2000N20G1U0.5F500G1W[#603+20.0]F5000N30G1U-0.502F500M48G1W-[#603+20.0]F3000IF[#1000EQ1]GOTO40G1U0.5F500G1W[#603+20.0]F3000#700=#700+1IF[#700LT50]GOTO30GOTO3000N40M49#600=#5001#614=#613G1X[#600+0.50]F2000G1Z[#601-#612/2+10.0]F2000N50#600=#600-#604G1X#600F200W-[#603+20.0]F#605X[#600+0.50]W[#603+20.0]F3000#614=#614-1.0IF[#614GT0]GOTO50G0X0#620=0M9M51M2N1000G0X0#1100=1M00M2N2000G01X0F1000#1101=1M00M2N3000G0X0F1000#1102=1#600=#600-0.06M00M2O1401(3.4.5.DA-Duan Mian) M96P9001G0X0M44M46G4X0.3M46M43GOTO10IF[#619LE#509]GOTO10#597=0#598=0#599=0M98P1005L0001N10M51G0X0M98P0072G0X0M8G0Z#921M7M8GOTO200N100IF[#552EQ4]GOTO110IF[#552NE4]GOTO300N110G0X[#520+150.0]G0Z#922G1X[#520+1.5+[51.0-46.0]]F5000G1Z#913F500M98P0041#933=#145G1Z#914F500M98P0042#934=#145N120#182=[#510-[#934-#933+#501+#530]]/2.0 #183=#182#184=#182GOTO140N130#183=0.05#184=0.05N140G1Z[#934-0.2-#512]F200G1X[#541+1.0+#532]F500M98P0016#542=#5001G1U0.02F2.0G1Z[#934-0.02-#512]F20G1Z[#934-0.02-#512+#183]F#527G1W0.02F#528N141#946=#5002G1X[#541+1.0+#532]W-0.1F500M35G1M39G31Z[#933+0.2+#512]F500M98P0016N142G1U0.02F2.0G1Z[#933+0.02+#512]F20G1Z[#933+0.02+#512-#184]F#527G1W-0.02F#528N143#945=#5002G1U-0.02F1.5G1U-0.009F0.5G1U#549Z[#946-0.2]F#529G1U0.5W-0.5F200G1X[#541+51.0-46.0]F2000N150G1X[#541+51.0-46.0]F2000G1Z[#934]F10.0IF[#184LE0]GOTO160G1W[#184-0.02]F#527G1W0.02F#528N160#944=#5002G1X[#541+51.0-46.0]F2000M35G1Z[#933+0.2]F500N170G1W-0.2F10IF[#183LE0]GOTO180G1W-[#183-0.02]F#527G1W-0.02F#528N180#943=#5002G1U0.5W0.5F200G0X[#520+150.0]GOTO300N200IF[#551EQ3]GOTO210IF[#551NE3]GOTO100N210G0X[#520+150.0]G0Z#921G1X[#520+1.5]F5000G1Z#912F500M98P0042#932=#145G1Z#911F500M98P0041#931=#145N220#181=#993-#511#182=#508-[#932-#931+#501+#530]IF[#181GT-0.15]THEN#183=[#182*0.3] IF[#181GT-0.15]THEN#184=[#182*0.7] IF[#181GT-0.05]THEN#184=[#182*0.6]IF[#181GT-0.05]THEN#183=[#182*0.4] IF[#181GT+0.1]THEN#184=#182/2.0IF[#181GT+0.1]THEN#183=#182/2.0IF[#181GT0.2]THEN#183=[#182*0.7] IF[#181GT0.2]THEN#184=[#182*0.3] IF[#181LE-0.15]THEN#183=0.05IF[#181LE-0.15]THEN#184=[#182-0.05] IF[#182LE0.1]THEN#183=#182/2IF[#182LE0.1]THEN#184=#182/2IF[#182LE0.0]THEN#183=0IF[#182LE0.0]THEN#184=0N230GOTO240#183=0.05#184=0.05N240G1W0.2F100G1X[#520+0.2]F500M98P0075#541=#5001N250G1U0.1F2.0M15G1W-0.2F10.0IF[#184LE0]GOTO260G1W-[#184-0.02]F#527G1W-0.02F#528N260#941=#5002G1X[#541+1.0]W0.1F500G1M39G31Z[#932-0.2]F500M98P0016G1U0.1F2.0G1W0.2F10IF[#183LE0]GOTO280G1W[#183-0.02]F#527G1W0.02F#528N280#942=#5002G1U-0.09F1.5G1U-0.008F#525G1U-0.002F#526G1U#549Z[#931]F#529G1U0.5W0.5F200G0X[#520+150.0]GOTO100N300IF[#553EQ5]GOTO310IF[#553NE5]GOTO400N310G0X[#520+150.0]G0Z#923G1X[#520+1.5]F5000G1Z#917F500M98P0041#937=#145G1Z#918F500M98P0042#938=#145N320#181=#995-#513#182=[#508-[#938-#937+#501+#530]] IF[#181GT-0.15]THEN#183=[#182*0.3] IF[#181GT-0.15]THEN#184=[#182*0.7] IF[#181GT-0.05]THEN#184=[#182*0.6] IF[#181GT-0.05]THEN#183=[#182*0.4] IF[#181GT+0.1]THEN#184=#182/2.0IF[#181GT+0.1]THEN#183=#184IF[#181GT0.2]THEN#183=[#182*0.7] IF[#181GT0.2]THEN#184=[#182*0.3] IF[#181LE-0.15]THEN#183=0.05IF[#181LE-0.15]THEN#184=[#182-0.05] IF[#182LE0.1]THEN#183=#182/2IF[#182LE0.1]THEN#184=#182/2IF[#182LE0.0]THEN#183=0IF[#182LE0.0]THEN#184=0N330GOTO340#183=0.05#184=0.05N340G1W-0.2F100G1X[#541+1.0+#533]M98P0016#543=#5001N350G1U0.02F2.0G1W0.2F20IF[#184LE0]GOTO360G1W[#184-0.02]F#527G1W0.02F#528N360#948=#5002G1X[#541+1.0+#533]W-0.1F500M35G1M39G31Z[#937+0.2]F500M98P0016N370G1U0.02F2.0G1W-0.2F20.0IF[#183LE0]GOTO380G1W-[#183-0.02]F#527G1W-0.02F#528N380#947=#5002G1U-0.02F1.5G1U-0.009F0.5G1U#549Z[#948-0.05]F#529G1U0.5W-0.5F200G0X[#520+150.0]N400IF[#555EQ7]GOTO410IF[#555NE7]GOTO500N410G0X[#520+150.0]G1Z#925F5000G1X[#520+1.5]F4000G1Z[#919+0.1]F500M98P0041#939=#145N420#181=[#996-#515]IF[#181GT-0.15]THEN#183=0.05IF[#181GT-0.1]THEN#183=0.1IF[#181GT0.1]THEN#183=[#996-#515-0.1] IF[#181GT0.2]THEN#183=0.2IF[#181LE-0.15]THEN#183=0.0N430G1W0.2F100G1X[#541+1.0+#535+[43.0-46.0]]M98P0016#545=#5001G1U0.02F2.0G1W-0.2F20.0IF[#183LE0]GOTO480G1W-[#183-0.02]F#527G1W-0.02F#528N480#949=#5002G1U0.5W0.5F50.0G0X[#520+150.0]N500IF[#554EQ6]GOTO510IF[#554NE6]GOTO599N510G0X[#520+150.0]G1Z#924F5000G1X[#541+1.0+#534+[85.0-46.0]]F2000 M98P0016#544=#5001G1U0.5W0.5F50.0G0X[#520+150.0]N599#619=#619+1#620=#620+1#502=#502+1N600M9M41M43M5G0X0Z#504M02O2401(3.4.5.DA-Duan Mian)M96P9001G0X0M44M46G4X0.3M46M43GOTO10IF[#619LE#509]GOTO10#597=0#598=0#599=0M98P1005L0001N10M51G0X0M98P0072G0X0M8G0Z#921M7M8M03S140GOTO200N100IF[#552EQ4]GOTO110IF[#552NE4]GOTO300N110G0X[#520+150.0]G0Z#922G1X[#520+1.5+[51.0-46.0]]F5000G1Z#914F500M98P0042#934=#145G1Z#913F500M98P0041#933=#145G1Z[#933+0.05]F10.0N120#181=0.1#182=[#510-[#934-#933+#501+#530]]/2.0 IF[#182GE0.10]THEN#183=#181IF[#182GE0.10]THEN#184=[#182*2.0-#181] IF[#182LT0.10]THEN#183=[#182]IF[#182LT0.10]THEN#184=[#182]IF[#182LE0.0]THEN#183=0IF[#182LE0.0]THEN#184=0N130IF[#184GT0.3]GOTO600N140G1Z[#933+0.05]F10.0G1X[#541+[51.0-46.0]]F500G1Z[#933]F10.0IF[#183LE0]GOTO150G1W-[#183-0.02]F#527G1W-0.02F#528N150#943=#5002G1W0.05F10.0G1Z[#934-0.05]F500.0G1X[#541+[51.0-46.0]]F500G1Z[#934]F10.0IF[#184LE0]GOTO160G1W[#184-0.02]F#527G1W0.02F#528N160#944=#5002G1W-0.05F10.0G1Z[#934-0.2-#512]F200G1X[#541+0.2]F500G1Z[#934-0.05-#512]F20G1Z[#934-#512]F10IF[#183LE0]GOTO170G1Z[#934-#512+#183-0.02]F#527 G1W0.02F#528N170#946=#5002G1W-0.2F200G1X[#541+0.2]F500G1Z[#933+0.2+#512]F200G1Z[#933+0.05+#512]F20G1Z[#933+#512]F10IF[#184LE0]GOTO180G1Z[#933+0.02+#512-#184]F#527 G1W-0.02F#528N180#945=#5002G1W0.2F200N190G1X[#541+1.0+#532]F500M98P0016#542=#5001G1U0.1F50.0G1X[#541+1.0+#532]F500G1Z[#946-0.2]F200M98P0016#542=#5001G1U#549Z[#945+0.2]F#529G1U0.1F50.0G0X[#520+150.0]GOTO300N200IF[#551EQ3]GOTO210IF[#551NE3]GOTO100N210G0X[#520+150.0]G0Z#921G1X[#520+1.5]F5000G1Z#911F500M98P0041#931=#145G1Z#912F500M98P0042#932=#145N220#181=#511-[#984-#982-#991-[#984-#983+4.39]] #182=#508-[#932-#931+#501+#530]IF[#181GT-0.15]THEN#183=[#182*0.3]IF[#181GT-0.15]THEN#184=[#182*0.7]IF[#181GT-0.05]THEN#184=[#182*0.6]IF[#181GT-0.05]THEN#183=[#182*0.4]IF[#181GT0.1]THEN#184=#182/2.0IF[#181GT0.1]THEN#183=#182/2.0IF[#181GT0.2]THEN#183=[#182*0.7]IF[#181GT0.2]THEN#184=[#182*0.3]IF[#181LE-0.15]THEN#183=0.05IF[#181LE-0.15]THEN#184=[#182-0.05]IF[#181LE-0.18]THEN#183=0.05IF[#181LE-0.18]THEN#184=[#182-0.05]IF[#182LE0.1]THEN#183=#182/2IF[#182LE0.1]THEN#184=#182/2IF[#182LE0.0]THEN#183=0IF[#182LE0.0]THEN#184=0N230IF[#183GT0.3]GOTO600IF[#184GT0.3]GOTO600N240G1W-0.05F20G1X[#520]F500M35G1M39G31X[#520-0.1]F10G1U0.05F20G1W0.05F10IF[#183LE0]GOTO250G1W[#183-0.02]F#527G1W0.02F#528N250#942=#5002G1W-0.2F100G1Z[#931+0.05]F500G1W-0.05F10IF[#184LE0]GOTO260G1W-[#184-0.02]F#527G1W-0.02F#528N260#941=#5002G1W0.2F50G1X[#520]F500M98P0075#541=#5001G1U0.1F2.0G1X[#541+1.0]F500G1Z[#942-0.2]F500M98P0016G1U#549Z[#941+0.2]F#529G1U0.5F200M15G0X[#520+150.0]GOTO100N300IF[#553EQ5]GOTO310IF[#553NE5]GOTO400N310G0X[#520+150.0]G0Z#923G1X[#520+1.5]F5000G1Z#917F500M98P0041#937=#145G1Z#918F500M98P0042#938=#145G1W-0.05F100N320#181=#995-#513#182=[#508-[#938-#937+#501+#530]] IF[#181GT-0.15]THEN#183=[#182*0.3] IF[#181GT-0.15]THEN#184=[#182*0.7] IF[#181GT-0.05]THEN#184=[#182*0.6] IF[#181GT-0.05]THEN#183=[#182*0.4] IF[#181GT0.1]THEN#184=#182/2.0IF[#181GT0.1]THEN#183=#184IF[#181GT0.2]THEN#183=[#182*0.7]IF[#181GT0.2]THEN#184=[#182*0.3] IF[#181LE-0.15]THEN#183=0.05IF[#181LE-0.15]THEN#184=[#182-0.05] IF[#181LE-0.18]THEN#183=0.0IF[#181LE-0.18]THEN#184=#182IF[#182LE0.1]THEN#183=#182/2IF[#182LE0.1]THEN#184=#182/2IF[#182LE0.0]THEN#183=0IF[#182LE0.0]THEN#184=0N330IF[#183GT0.3]GOTO600IF[#184GT0.3]GOTO600N340G1X[#541+0.2+#533]G1W0.05F20IF[#184LE0]GOTO350G1W[#184-0.02]F#527G1W0.02F#528N350#948=#5002G1W-0.05F20.0G1M39G31Z[#937+0.05]F500G1W-0.05F20.0IF[#183LE0]GOTO360G1W-[#183-0.02]F#527G1W-0.02F#528N360#947=#5002G1W0.2F20.0G1X[#541+1.0+#533]M98P0016#543=#5001N370G1U0.05F50.0G1X[#541+1.0+#533]F500M35G1M39G31Z[#948-0.2]F500M98P0016G1U#549Z[#947+0.2]F#529G1U0.5F200G0X[#520+150.0]N400IF[#555EQ7]GOTO410IF[#555NE7]GOTO500N410G0X[#520+150.0]G1Z#925F5000G1X[#520+1.5]F4000G1Z[#919+0.2]F500M98P0041#939=#145N420#181=[#996-#515]IF[#181GT-0.15]THEN#183=0.05IF[#181GT-0.1]THEN#183=0.1IF[#181GT0.1]THEN#183=[#996-#515-0.1] IF[#181GT0.2]THEN#183=0.2IF[#181LE-0.15]THEN#183=0.0N430IF[#183GT0.3]GOTO600N440G1W0.05F100G1X[#541+0.2+#535+[43.0-46.0]]F500G1W-0.05F20.0IF[#183LE0]GOTO480G1W-[#183-0.02]F#527G1W-0.02F#528N480#949=#5002G1W0.2F100G1X[#541+1.0+#535+[43.0-46.0]]F500 M98P0016#545=#5001G1U0.5F50.0G0X[#520+150.0]N500IF[#554EQ6]GOTO510IF[#554NE6]GOTO599N510G0X[#520+150.0]G1Z#924F5000G1X[#541+1.0+#534+[85.0-46.0]]F2000 M98P0016#544=#5001G1U0.5F50.0G0X[#520+150.0]N599#619=#619+1#620=#620+1#502=#502+1N600M9M41M43M5G0X0Z#504M02O7777M96P9001G0X0M46M08M03S150G1Z-478.8F5000G1X[#520+1.0]F3000 G1X[#520+0.15]F15.0 G1X[#520]F10.0M14G04X2.0M35G1M34G31U-3.5F2.0 M35G1M33G31U-1.6F0.8 M35G1M32G31U-1.5F0.4 M35G1M31G31U-1.5F0.2 M35#541=#5001M15G4X0.5G1U0.1F50.0G0X0M09M05M02O9001N10G0X0N20M02N30%。