最新国内钢厂高炉检修情况一览表20130301
- 格式:doc
- 大小:42.50 KB
- 文档页数:1


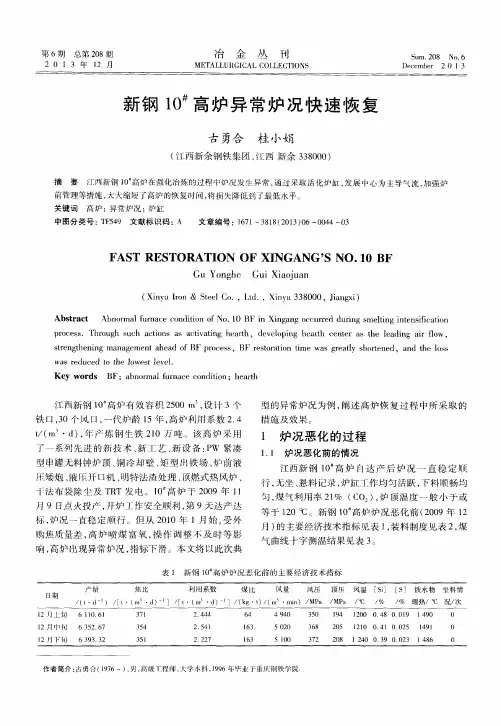
酒钢1号高炉年修停开炉实践(酒泉钢铁公司炼铁厂白兴全)一前言1号高炉(1800m3)是在第三代原1513m3高炉基础上大修扩容而成,于1998年6月12日开炉投产。
设计利用系数1.6(t/m3.d),作业率96%,年产生铁102万吨。
截至2008年6月份1号高炉已生产10年,共产生铁12860033吨,单位炉容产铁量7144t/m3。
1号高炉已进入炉役末期,炉体破损严重,风口下沉难以控制,对高炉安全生产造成严重威胁。
截止6月底10段冷却壁破损率达到54.17%,6段冷却壁破损率达到37.5%,7段冷却壁破损率达到37.5%,5段风口带冷却壁07年11月开始破损,已破损9块,破损率为18.75%。
10段炉皮开裂长度达5米以上,其中局部出现错位。
西南位置风口和二套下沉严重,已造成高炉9次休风,无法根治。
鉴于此情况,1号高炉7月8日停炉小修。
检修总共更换冷却壁136块,其中5段48块,6、7段各24块,10段32块,11段8块,炉皮灌无水压入泥浆15吨,风口带浇注用料145吨,6段以上钢砖以下部分喷涂料300吨,除尘器、上升管、下降管及炉缸炭砖保护合计用FN130喷涂料170吨,炉喉缸砖背面灌自流料3吨,主管、围管用磷酸盐泥浆4吨。
检修后5段冷却壁冷却水恢复双联,10、11段冷却水由10段进11段出改为单进单出。
检修由于高炉内结瘤严重,共实施了8次炉内爆破,炉缸清料总量约280吨(其中炉缸积料150吨,喷涂反弹料45吨,瘤体约85吨)。
现对停开炉经过进行分析总结。
二停炉过程1 停炉降料线操作本次停炉采用回收煤气空料线法。
7月7日10:22开始预休风,从炉喉十字测温孔安装四根φ48mm打水管(要求单管水量必须达到30吨),开裂炉皮补焊,下沉风口处理(二套和风口加丝杠)。
16:48送风后开始降料面,料线4.15m,17:03关南放散送煤气,17:37关北放散、φ250mm、φ400mm放散。
顶温按450℃控制。
唐山高炉检修情况汇报尊敬的领导:我向大家汇报唐山高炉的检修情况。
自从上次检修时间以来,我们团队始终坚守岗位,全力以赴,经过一个月的努力,我们的检修工作已进展顺利,现汇报如下:首先,我们对高炉的设备进行了全面的检查和清洁。
通过仔细查看各个设备的运行状况,我们发现一些隐患,及时处理,以避免未来发生故障。
在清洁方面,我们对高炉内外部进行了彻底的清理,并对附属设备进行了修复和更换。
其次,我们对高炉的炉体进行了修补和强固。
经过多次检测,我们发现高炉炉体有一些裂缝和损坏的地方。
为了确保高炉的安全运行,我们采取了焊接和补强措施,并对已修复的部分进行了质量检验,确保了修补的稳固性。
此外,我们还对高炉的冷却系统进行了全面的检修。
我们查找并处理了冷却水管道中的漏水问题,并对风箱冷却系统进行了维护和调整。
通过这些措施,我们有效地提高了冷却系统的运行效率,保证了高炉的正常冷却。
另外,在电力供应方面,我们升级了高炉的电气系统。
我们对电缆、开关和控制设备进行了检查并进行了必要的更换和维修。
通过这些改进,我们确保了稳定的电力供应,并提高了电气系统的运行效率。
最后,在检修过程中,我们注重对员工的安全培训和管理。
我们组织了员工参加了安全培训课程,强调了高炉检修过程中的安全注意事项,并安排了专人负责安全管理。
我们采取了一系列的安全措施,确保了员工的身体和财产的安全。
在整个检修期间,我们严格按照计划和工作安排进行工作,有效地提高了工作效率和质量。
我们高炉检修团队的成员们紧密配合,艰苦奋斗,没有发生任何事故和工作延误。
在整个检修期间,我们的工作始终处于领导和技术人员的指导下,并得到各相关部门的大力支持。
经过我们团队的努力,目前唐山高炉已经完成了大部分的检修工作。
我们为自己的辛勤付出感到自豪,并期待着高炉的重新投入运行。
感谢领导和各位同事对我们工作的关心和支持,我们将继续努力,确保高炉设备的正常运行。
谢谢!。
汉钢公司1#高炉停炉大修实践摘要:考虑到高炉长期安全生产,加之配合冬季环保限产,汉钢公司1#高炉于2月13日6:50休风停炉,开始大修,3月30日11:16分送风点火开炉,历时46天。
1#高炉本次大修围绕的主线项目为更换炉缸侧壁、陶瓷杯、第四层炭砖,更换5-10段冷却壁及11-14段冷却壁共计235块,风口区域、铁口通道浇注,对炉身、炉腰、炉腹部位进行喷涂造衬等;同时外围同步进行设备检修项目共计106项,计划大修工期51天,实际用时46天,较计划提前5天完成。
关键词:停炉;放残铁;大修1大修背景1#高炉(1080m3)自2011年12月23日点火开炉,至2019年2月13日停炉,共生产运行7年零3个月。
共产生铁771万吨,历年来的生产指标见下表,平均单位炉容产铁7140.7吨/m3。
2018年12月鉴于高炉已到炉龄后期,利用错峰停机检修,在炉缸7.9米,8.4米,8.8米,9.2米标高位置共计增加60根测温热电偶。
出现局部炉缸侧壁温度高出报警值,从12月28日开始护炉操作。
通过采取调整高炉参数、配加钛矿护炉、加强炉前操作、堵风口、加强炉缸状态监控,建立完善的应急预案体系等措施,高炉炉况基本稳定良好,各项指标稳定,炉缸侧壁温度有持续下降趋势,炉壳温度和冷却壁热流强度稳定,初步达到了较好的护炉效果,但每天影响产量约500吨。
考虑到高炉长期安全生产,加之配合冬季环保限产,于2月13日6:50休风停炉,开始大修,3月30日11:16分送风点火开炉,历时46天。
2大修重要节点现场组织实践1#高炉本次大修围绕的主线项目为更换炉缸侧壁、陶瓷杯、第四层炭砖,更换5-10段冷却壁及11-14段冷却壁共计235块,风口区域、铁口通道浇注,对炉身、炉腰、炉腹部位进行喷涂造衬等;同时外围同步进行设备检修项目共计106项,计划大修工期51天,实际用时46天,较计划提前5天完成。
3安全为天,层层把关,顺利停炉2月12日15:56分高炉顺利预休风,拉开了大修的序幕,抓好停炉前的准备工作,是安全顺利停炉的前提条件。
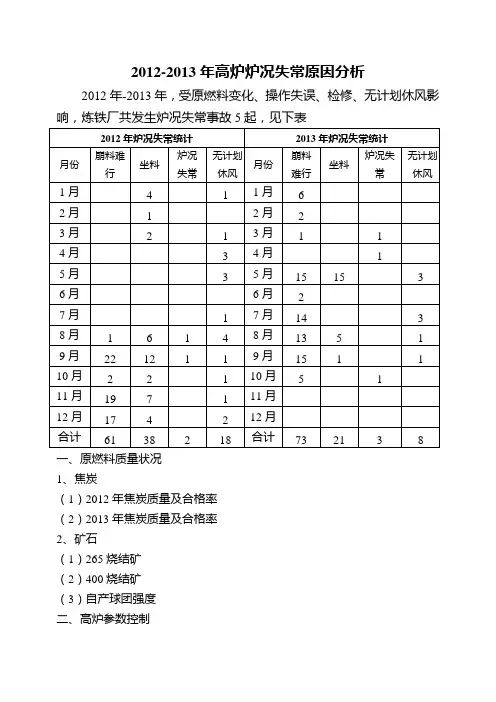
2012-2013年高炉炉况失常原因分析2012年-2013年,受原燃料变化、操作失误、检修、无计划休风影一、原燃料质量状况1、焦炭(1)2012年焦炭质量及合格率(2)2013年焦炭质量及合格率2、矿石(1)265烧结矿(2)400烧结矿(3)自产球团强度二、高炉参数控制1、2012年参数控制2、2013年参数控制3、风口调整情况三、事故分析一、原燃料状况1、焦炭质量状况(1)2012年焦炭质量对比(2、烧结矿:2013年烧结矿碱金属和Zn含量均比2012年升高。
其中烧结矿含锌13年5月达到最高点,平均达到0.1。
给高炉生产带来极大不便。
(4)落地矿消耗:二、工艺参数控制1、2012年高炉工艺参数指标(1)1#炉工艺参数指标(2)2#炉工艺参数指标(3)3#炉工艺参数指标2、2013年高炉工艺参数指标(3)3#炉工艺参数指标12年5月份前,原燃料相对稳定,各炉炉况比较顺行。
为释放风机潜能,提升指标,5月、6月各高炉均扩大风口面积。
随着市场变化,成本压力增大,在推行经济型炉料的前提下,4座高炉在12年底都缩小了风口面积。
3、4#高炉在13年4月再次缩小面积。
从上表看出,2012年6月3、4#高炉行划检修,对风口面积进行了调整,共更换风口小套14个;2012年11月1、2、4#高炉计划检修对风口面积进行调整,共更换风口小套18个,中套1各;2013年2月更换小套17个,中套4个;4月更换小套36个,中套11个。
分析:2013年上半年共更换风口套88个,除4#炉4月发生炉缸冻结烧损26个风口外,其余大多数都是在高炉检修恢复期间烧损,或者是套体变形,炼铁厂在操作上采取了如(1)在恢复和休风前退将负荷最低到2.3;(2)恢复前采取集中堵风口;(3)上休风料和恢复期间加锰矿等各种措施,效果不佳。
但自从6月以后,烧结矿中的锌含量下降后这种现象明显改善,检修恢复时几乎不烧风口套。
经验得出炉料中的锌含量要有控制标准(<0.07%)。
2010-2013年炉况异常汇总12恢复;(二)原因分析;1、7#高炉本次计划休风,在休风前高炉炉况较为正;2、休风检修时对溜槽进行了更换,后校正时溜槽角度;3、高炉计划休风后,打开人孔观察料面时,发现溜槽;4、复风后,风口过早被吹开,不利于炉况的恢复;5、复风后,热风炉换炉后风温上升280度至950;6、原料:烧结矿加入海砂后含Ti偏高,休风前高炉;7、休风时间较以前计划休风时间比稍偏长,以恢复。
本次高炉复风后炉况艰难恢耗时较长,关键是复风后高炉不进风,全靠小风量烧空间,待所加的组合焦作用后炉况才好转。
(二)原因分析1、7#高炉本次计划休风,在休风前高炉炉况较为正常,特别是14号夜班在加休风料时,高炉炉况顺行无崩塌料,休风[Si]:0.76%、[S]:0.027%,料线2.4m均在休风要求的范围内。
2、休风检修时对溜槽进行了更换,后校正时溜槽角度相差3度,但在高炉复风后,没有使用过正常角度,当时由于是低料线,布料角度为焦炭35度、矿石32度,故溜槽影响可以排除。
3、高炉计划休风后,打开人孔观察料面时,发现溜槽处有水流下,原因为13日23:11分高炉正常生产时,气密箱底板温度超50度就报警,工长要求看水工雾化冷却,看水工开了长流水冷却,没有及时关闭。
4、复风后,风口过早被吹开,不利于炉况的恢复。
5、复风后,热风炉换炉后风温上升280度至950度,风温上升较多。
由于热风炉检修时停烧,复风后风温较低,换炉后风温虽上升280度至950度,但复风后需要风温来提高物理热,950度与正常风温1100度比还相差较多,但当班工长在风压、风量没有匹配的情况下,有加风动作,引起管道行程。
6、原料:烧结矿加入海砂后含Ti偏高,休风前高炉铁水含Ti在0.2%左右,导致渣铁流动性变差;另外带烧烧结矿粒度普遍偏小(返矿在13%)且高炉用量较大50%,导致高炉复风过程中透气性差。
7、休风时间较以前计划休风时间比稍偏长,以前休风基本在10个小时,而本次休风时间在12个小时,影响渣铁物理热及流动性。
2010-2013年炉况异常汇总14用比例或停用,三级焦、焦丁、落地烧停用,并在实际;2011年6月4#高炉中修后开炉;(一)事情经过;4#高炉烘炉时间为6月22日10:58分,后经过;[S]:0.093%,铁水:17.25t,之后高;[Si]:3.56%,[S]:0.026%,高炉;第九炉)炉前准备铁水过撇渣器,由于高炉第一次使用;[S]:0.438%)渣子发黑,铁水流不动,撇渣;(二)原因用比例或停用,三级焦、焦丁、落地烧停用,并在实际操作中适当疏松边缘。
2011年6月4#高炉中修后开炉(一)事情经过4#高炉烘炉时间为6月22日10:58分,后经过升温300度及保温、升温600度及保温两个过程,于6月28日14:00时开始降温,6月29日夜班降温到200度,在当天的6:02分休风,准备装料。
整个过程严格按照烘炉曲线图执行。
休风后高炉调试布料器角度、料流及校正探尺。
高炉装料共计上开炉料71批,其中焦炭302.32吨.装料后东西探尺分别为2.77m,2.73m。
21时58分高炉堵2#、4#、6#、8#、10#、13#风口后点火送风,送风后高炉P热:40kpa、Q风:200 m3/min。
22:48分1#、3#、14#风口点亮;后5#、9#、7#、11#风口点亮,6月30日0:47分最后一个12#风口也点亮,标志着高炉送风后风口均点着、燃烧。
送风后高炉风量一直偏小(焦炭水份大后,粉末较多,影响了高炉透气),当时由于热风总管热电偶温度不准。
高炉于1:17-2:45分休风更换,考虑到休风前风量偏小,又堵5#、11#风口送风,送风后高炉风量、风压比较合理(P热:40kpa,Q风:420 m3/min),3:21分高炉开始下料,后高炉加风至65kpa,Q风:700 m3/min,但由于开炉焦炭水份较大,高炉炉顶温度较低(平均在55度左右),同时高炉炉顶2个放散有大量的水喷出。
高炉低风压维持,6月30日11:00左右炉顶温度开始上行,标志高炉内焦炭中的水份已差不多蒸发完。
三山1#高炉7月24日计划检修工艺方案一、7月24日计划检修外围检修情况:1、铸铁检修10小时2、高炉检修与铸铁检修同步3、动力制氧和空压风停机检修,时间为6小时,检修开始时间由高炉定。
4、焦化检修与高炉同步5、烧结检修与高炉同步二、三山1#高炉检修时间及主要工艺项目:1、检修时间安排:7月24日8:00~7月24日18:00,共计10小时2、主要工艺项目:①、炉顶雷达探尺校正(厂家主修,郭维维验收)②、炉顶成像更换镜头(厂家主修,郭维维验收)③、静压计吹扫(仪表,)④、炉顶放散阀信号改造(液压工、电工、钳工、)⑤、东西铁口各焊接4个灌浆孔(钳工、)⑥、清理10#、11#吹管,10#加砖套(炉前、工长)。
⑦、23日夜班把9#风口打开⑧、休风后下21#、22#、1#吹管,用氧气烧小套下沿,直到渣铁易渗透为止,最后堵22#、1#、7#、17#风口(自吹开一个考核500元)⑨、炉前主沟和撇渣器修补和铁水支沟、干渣沟重新打制。
三山1#炉定于7月24日上午8:00进行计划检修,时间10个小时。
本高炉主要进行上料系统、渣处理系统、热风系统以及主垄沟打制、炉顶设备维修修。
本次检修是炼钢投产前最后一次维修,为了保证检修质量,特制定休风方案,望本工部人员务必遵照执行。
2,夜班工长最后一炉铁必须联系好保证4个铁水罐,计算好出铁时间,确保最后一炉铁出净渣铁后进行休风。
预计8:00分休风结束,8:20高炉点完火具备检修条件。
(夜班最后一炉铁口改用有水炮泥堵口)3,夜班工长确保炉况顺行,根据料速确保休风料适时下达要求位置(如果料速偏快可减风控制),休风料格式要记录清楚有序,休风前要保证渣铁物理热充沛。
(炉温〔Si〕=1.2~1.4、R2=1.00~1.05)。
4,夜班末炉铁出铁时计算好理论铁量,当铁口即将来风时通知风机房减风降压力至150Kpa,出到铁口来风时,适当喷吹铁口后再次通知风机房将热风压力降到100Kpa堵上铁口,通知风机房停止操作,剩余的压力手动从高炉放风阀放掉(切记:放风前关闭混风大闸),热风压力放到零位时与热风炉联系好进行休风。

高炉炉体破损调查情况摘要通过对高炉炉衬破损的实际调查,结合高炉操作和检测条件建立了炉体状态模型。
该模型可在线监测和判断高炉炉衬的破损状况,并根据判断结果调用知识库中的操作知识对高炉操作进行指导,以及时调整操作,维护合理的操作炉型。
关键词高炉炉衬破损调查人工智能模型INVESTIGATION OF EROSION OF BLAST FURNACE LINING AND ESTABLISHMENT OF A MODELFOR BLAST FURNACE LINESYANG Shangbao YANG Tianjun(University of Science and Technology Beijing)DOU Qinghe NIE Shifeng CUI Liuxi NAN Xiangmin(Anyang Iron and Steel(Group)Co.,Ltd.)ABSTRACT The model for blast furnace lines has been developed based on investigation of erosion of blast furnace lining with consideration of operation and monitoring conditions.The model can monitor and judge the state of furnace lines on line,and guide the operation according to the knowledge stored in knowledge base.By using the model,the operation can be adjusted on time to maintain suitable blast furnace lines.KEY WORDS blast furnace,erosion of furnacelining,investigation,artificial intelligence,model高炉长寿不仅可以节约大量的维修费用、改善冶炼指标、增加生铁产量,还可以充分发挥高炉前后工序的设备能力,提高整个企业的经济效益。
2010-2013年炉况异常汇总62010年5月9日6#高炉炉况失常;(一)事情经过;5月9日4:35分炉况出现小滑料,适当控风161;(二)炉况处理;1、减风、停氧、缩矿、炉子向凉后常压操作,采用小;2、前期视塌料加入净焦5批、-H至4.20,炉子;3、在加入组合焦中加入白云石300kg/批,改善;4、恢复过程中,采用小角度同角放料,保持两边气流;12吨矿批→O31C28、15吨矿批→O32010年5月9日6#高炉炉况失常(一)事情经过5月9日4:35分炉况出现小滑料,适当控风1610m3/min,P热=218Kpa,由于炉温下行5:13分再次塌料,塌料后顺行情况可,有偏料现象,南探尺深,减风至200Kpa、风量1500m3/min,6:56分崩塌料3.06m,加入净焦一批,减风至180Kpa、风量1430m3/min,采用28°同角放料,赶至正常料线后,感觉料走的不对,减风至160Kpa、风量1380m3/min,8:28分塌料3m,此时加入空焦一批,通知看水条线查漏,关停漏水管,控水压460Kpa,观察风口情况不好,减风至120Kpa、风量1210m3/min,加入净焦3批、—H220Kg,10:20分查出炉喉钢砖3#、15#漏水,此时料难行,[Si]=0.33%、[S]=0.058%,出现难行,炉子向凉征兆,10:36分料不动,10:40分减风至40Kpa、风量562m3/min,塌料至1.7m,加入净焦10批,常压恢复,负荷退至3.0,此后采用组合焦形式+白云石300kg/批,重新调整原始气流分布,顺行情况好转,20:00渐加风恢复,21:28分热压100Kpa、风量1195m3/min,23:16分热压120Kpa、风量1302m3/min、矿批10.5吨,10日00:05分热压165Kpa、风量1436m3/min,00:56分热压200Kpa、风量1570m3/min,4:30分热压230Kpa、风量1754m3/min维持,9:55分热压240Kpa、扩矿18吨,10:41分恢复至正常压力260Kpa、风量1924m3/min,待进一步的观察和调整,负荷加至4.14、富氧2000m3/h,各项参数逐渐正常。
2号高炉5月23日检修总结第一篇:2号高炉5月23日检修总结检修总结二号高炉16小时检修计划检修项目一共29项其中重点项目10项。
所有项目按照检修计划全部完成。
在这次检修中,高炉改造项目多,任务重,检修前做了充分的准备,保质保量的完成检修。
一些重点项目例如液压马达编码器改造,完成的很出色,得到分厂的好评。
仓下继电器改造项目,准备工作充分,工作进展很顺利,到16::00 66个继电器全部改装和调试完成。
减压阀组项目也是提前做好准备工作,现场井然有序的完成的减压阀组所有电缆的更换。
这次检修也出现了一些问题:1、检修前对个别项目估计不足,干法除尘电源改造项目,提报量太大造成,检修中时间占用太长,而且,前期准备工作不足,造成项目没有全部完成,在以后的检修中要吸取经验,做到合理的提报项目和工作量,并且要把前期准备工作做好。
2、检修前人员准备不足,没有合理的计划,下回检修时要对人员安排好,如果人员不够用可以安排倒班人员参加检修,在人员上安排好,这样也可以减轻骨干的劳动强度。
3、检修前材料准备不充分,检修时浪费时间和人力,下次检修前要提前做好,每个岗位提出需要的材料,最后汇总到事务员,在统一领取。
4、检修项目工作不够细致,富氧流量表有问题,造成高炉晚投富氧一个小时,为了避免类似故障发生,要求倒班人员在接班后,按照检修项目和送风确认表对现场的检修设备进行检查。
高炉班 2012/5/24第二篇:高炉车间检修规定高炉车间检修规定1、检修钳工处理炉顶密闭容器,像气密箱、料罐。
高炉休风必须打开重力除尘器放散阀和炉顶放散阀,同时由地沟大组长负责切断氮气阀门,由工长负责检查落实。
钳工配备氧气检测仪、煤气检测仪,方可进入其内部作业,否则不允许钳工进入其内部作业。
2、高炉休风,重力除尘器必须通氮气。
高炉停煤气后,不进入其内部作业的,干法除尘管道、箱体必须开放散通氮气保持正压,通氮气时必须打开管道箱体放散。
严禁在炉顶点火后各密闭容器未通氮气或通氮气后未拉放散阀。
关于2#450高炉恢复生产需修复项目及费用概算的报告公司领导:2#450m3高炉于2005年12月份投产,至2012年3月26号停炉,在运行6年中未进行过大、中修,目前高炉已经停炉8个月,经现场检查并根据原生产运行状况,恢复生产需对以下项目进行修复:一、主要修复项目:(一)、上料系统:1、槽下系统:现有4个烧结称量斗、3个焦炭称量斗、1个球团称量斗、2个矿石称量斗、2个中间称量斗,各称量斗内衬板停炉前已磨损脱落,采用外部钢板多次贴焊,其中焦炭、烧结称量斗、中间称量斗状况更差,称量斗下部锥斗部分须更换,其余称量斗可更换内部衬板。
2、炉顶系统:停炉前布料器内部润滑管道腐蚀漏油,内部连接件配合间隙已超出极限,溜槽倾角角度时常发生漂移,不能满足工艺生产要求,已列入更换计划,布料器及溜槽已到位,无需新购备件。
挡料阀阀芯及阀板已磨出孔洞,壳体无破损,传动系统完好,可通过进行检修并更换阀芯及阀板达到使用条件。
原节流阀磨损失效后,更换了580高炉节流阀,故障频繁,控制精度低,满足不了布料圈数,须更换节流阀。
炉顶受料斗10块衬板已磨透,需更换。
(二)、热风系统1、1#、2#、3#热风炉炉箅子与炉墙间隙局部达到60毫米左右,部分耐火球漏到风道中,风路不畅通,造成烧炉困难,热风炉差压高,须对结合部分进行修砌。
2、热风炉耐火球蓄热能力变差,风温只有1080度,每炉送风时间只能维持30分钟,热风温度前后差80度,现场检查,现在耐火球已板结,为了提高风温,并考虑降低维修费用,将三座热风炉卸球后筛选,预计筛出200吨耐火球,剩余不足部分需新近耐火球。
3、三座热风炉热风出口短节耐火砖局部损坏脱落,停炉前多次出现故障,严重制约生产,停炉前已列入检修计划,须更换三座热风炉热风短接及耐火砖。
4、2#热风炉内短节与大墙砖之间出现串风发红;1#热风炉球顶西侧耐火砖塌落约5m2、2#热风炉球顶西侧耐火砖塌落约1m2,停炉前此几处问题点采用了外淋水冷却,3#热风炉球顶西侧耐火砖下移,已出现裂纹。
9月10日侧炉缸开孔放残铁,用钻头钻和吹氧管烧的方法开了三个孔,直到下午5点10分,高最高的孔放出残铁约100吨。
9月11日1、拆放残铁的导流沟和平台架子,割扒料口冷却壁。
下午开始开口。
2、下一层炉喉钢砖拆除完毕。
9月12日1、继续用勾机开扒料口,因模压炭块没有被侵蚀,开口困难。
2、联络管至围管的直管开始拆除,我钻管道里去看了,发现直管没有明显损坏(金工和杨工反映人孔处发红有蹿风现象),只是重质砖有掉皮现象,围管内存有炉渣,联络管三叉口处到热风炉主管的连接处部分掉砖,到直管的连接处部分掉砖。
9月13日到18日:正常拆除,本体内砖拆除完毕,管道砖拆除完毕。
9月19日1、拆除发现铁口区域内、外侧冷却壁烧穿,炉缸砖无损坏。
可能是窜煤气和炮泥质量波动有关。
2、留余炉底两层炭砖不拆,防止因拆除冷却壁砸坏炉底水冷管。
9月20日用风镐拆除炉喉浇注料。
9月21日1、开始砌筑围管轻质砖,原轻质喷涂层基本保护完好,没有拆除,砌轻质砖前进行涂抹修补。
2、分段砌筑轻质砖,每段1.5至1.8米,隔3m用纤维棉预留20mm的膨胀缝(图纸要求留环缝(或直缝),而实际是留的错缝),内表面用弧形板测量平整度,不平之处用锯片刮平。
3、喷涂层与轻质砖之间缝隙不平之处用高铝泥浆填平。
9月22日围管开始砌重质砖,9月23日傅工培训怎么监督管道砌筑质量。
9月24日1、直管与围管三叉口处上半圆120度弧塞70—100mm厚的纤维棉,两边太宽处可多砌一环轻质砖(明天跟踪照相)。
2、联络管由下往上砌筑,靠近喷涂层塞20mm厚纤维毡,再卧砌轻质砖,最后环砌管道砖。
9月25日1、安装风口以上新冷却壁,风口以下不更换,铁口处烧穿的两块冷却壁除外。
2、安装管道新膨胀结。
3、铁口区域冷却壁烧穿,傅工说可能是储铁式主沟存在铁水回流侵蚀造成的,今天查看了1#、2#高炉也发现铁口外冷却壁有烧坏现象,解决方案在落铁点不能增高的情况下只能打背包灌浇注料。
9月26日1、冷却壁通过扒料口经轨道运到炉内,再经卷扬送到安装位置。
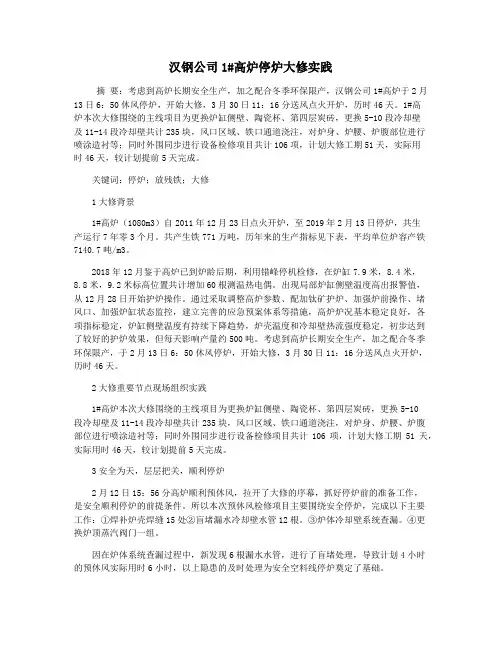
最新国内钢厂高炉检修情况一览表(3月1日)
区域钢厂名称停产检修情况检修持续时间
东北
鞍凌2600m3高炉预计影响铁水产量5万吨左右五矿营口停一个450m3高炉日影响1400吨铁水
华北地区青山鼎信钢厂
将于2月份展开年度检修,本月20号起
炼钢开始减产,预计1月份减产一万吨,
2月1号-18号轧钢停止,正式进入大检
修
预计总影响产量近五万吨左右(包括
圆钢) 太钢1650M3高炉进预计影响铁水产量11万吨左右天铁5#450立方米高炉
2月1日开始停产检修,具体结束时
间未定
三钢炼钢厂二炼钢2#转炉
计划于2月25日起持续10天,预计
影响三钢总厂2万吨左右钢材产量,
涉及品种建筑钢材、品种线材及中厚
板。
唐山鑫达380m3高炉进行停产检修有检修计划,时间未定
华东地区
山东广富一座380m3的高炉复产时间待定
沙钢2500立高炉
影响铁水量15-18万吨,主要影响板
材类品种
莱钢永锋两座450M3高炉预计停一个月
华南地区阳春新钢铁2号高炉高炉大修期间原料系统所有同步检
修项目
西北地区八钢2500m3高炉,影响产量5000吨/天
西南地区
冷钢450m³高炉停产检修日均影响铁水产量1200吨左右
水钢水钢2号高炉(1200立方米)停产检修2月10日左右起为期3个月的时间,
影响铁水量25万吨左右
华中地区涟钢共淘汰5座小高炉,新建一座2800M3高
炉
二月份,最后两个500M3小高炉将全
部拆除,3月份2800M3试投产。