轴承常用量仪
- 格式:ppt
- 大小:1.26 MB
- 文档页数:30

第二章轴承检查常用量仪滚动轴承属于精密机械产品基础件,要求有互换性。
为了确保其精度,除了靠合理的工艺和正确的机械加工方法之外,还须有严格的质量检查。
为了使检查技术适应于轴承行业生产专业化、成批大量生产特点的需要,广泛采用了轴承专用量仪。
但有时根据需要,中等精度要求的轴承也使用通用量具检查。
一.常用通用量具的使用方法1.游标卡尺当使用简单的刻线量具(如刻度尺)进行测量时,要求准确到1/10刻度是相当困难的,主要是因为人眼的分辨能力所限。
为增加读数的准确度,可以利用机械细分的办法解决。
游标卡尺的原理实际上就是游标刻线细分原理,通常在测量准确度要求不高的生产车间使用,如在轴承生产中,锻件、热处理件及外购保持架、车工件的检验可用游标卡尺,直接量出工件的内径、外径、宽度等尺寸。
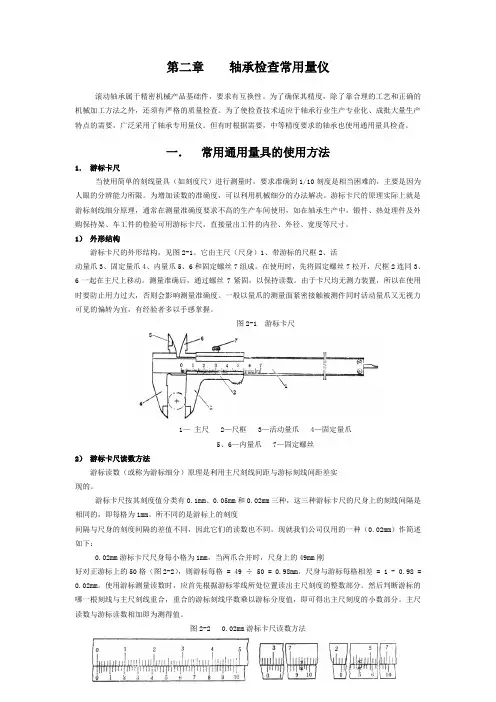
1)外形结构游标卡尺的外形结构,见图2-1。
它由主尺(尺身)1、带游标的尺框2、活动量爪3、固定量爪4、内量爪5、6和固定螺丝7组成。
在使用时,先将固定螺丝7松开,尺框2连同3、6一起在主尺上移动。
测量准确后,通过螺丝7紧固,以保持读数。
由于卡尺均无测力装置,所以在使用时要防止用力过大,否则会影响测量准确度。
一般以量爪的测量面紧密接触被测件同时活动量爪又无视力可见的偏转为宜,有经验者多以手感掌握。
图2-1 游标卡尺1—主尺 2—尺框 3—活动量爪 4—固定量爪5、6—内量爪 7—固定螺丝2)游标卡尺读数方法游标读数(或称为游标细分)原理是利用主尺刻线间距与游标刻线间距差实现的。
游标卡尺按其刻度值分类有0.1mm、0.05mm和0.02mm三种,这三种游标卡尺的尺身上的刻线间隔是相同的,即每格为1mm。
所不同的是游标上的刻度间隔与尺身的刻度间隔的差值不同,因此它们的读数也不同。
现就我们公司仅用的一种(0.02mm)作简述如下:0.02mm游标卡尺尺身每小格为1mm,当两爪合并时,尺身上的49mm刚好对正游标上的50格(图2-2),则游标每格 = 49 ÷ 50 = 0.98mm,尺身与游标每格相差 = 1 - 0.98 = 0.02mm。
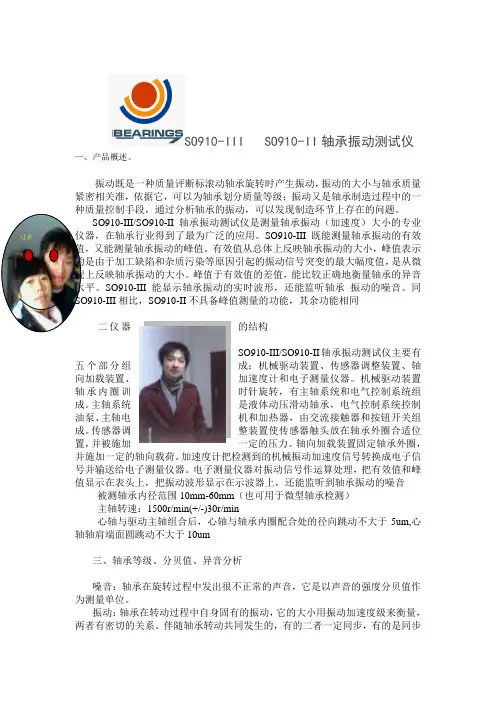
SO910-III SO910-II 轴承振动测试仪—、产品概述。
振动既是一种质量评断标滚动轴承旋转时产生振动,振动的大小与轴承质量紧密相关准,依据它,可以为轴承划分质量等级;振动又是轴承制造过程中的一种质量控制手段,通过分析轴承的振动,可以发现制造环节上存在的问题。
SO910-III/SO910-II 轴承振动测试仪是测量轴承振动(加速度)大小的专业仪器,在轴承行业得到了最为广泛的应用。
SO910-III 既能测量轴承振动的有效值,又能测量轴承振动的峰值。
有效值从总体上反映轴承振动的大小,峰值表示的是由于加工缺陷和杂质污染等原因引起的振动信号突变的最大幅度值,是从微观上反映轴承振动的大小。
峰值于有效值的差值,能比较正确地衡量轴承的异音水平。
SO910-III 能显示轴承振动的实时波形,还能监听轴承 振动的噪音。
同SO910-III 相比,SO910-II 不具备峰值测量的功能,其余功能相同二仪器的结构SO910-III/SO910-II 轴承振动测试仪主要有 五个部分组成:机械驱动装置、传感器调整装置、轴向加载装置、加速度计和电子测量仪器。
机械驱动装置轴承内圈训时针旋转,有主轴系统和电气控制系统组成。
主轴系统是液体动压滑动轴承,电气控制系统控制油泵、主轴电机和加热器,由交流接触器和按钮开关组成。
传感器调整装置使传感器触头放在轴承外圈合适位置,并被施加一定的压力。
轴向加载装置固定轴承外圈,并施加一定的轴向载荷。
加速度计把检测到的机械振动加速度信号转换成电子信号并输送给电子测量仪器。
电子测量仪器对振动信号作运算处理,把有效值和峰值显示在表头上,把振动波形显示在示波器上,还能监听到轴承振动的噪音被测轴承内径范围10mm-60mm (也可用于微型轴承检测)主轴转速:1500r/min(+/-)30r/min心轴与驱动主轴组合后,心轴与轴承内圈配合处的径向跳动不大于5um,心轴轴肩端面圆跳动不大于10um三、轴承等级、分贝值、异音分析噪音:轴承在旋转过程中发出很不正常的声音,它是以声音的强度分贝值作为测量单位。
滚动轴承径向游隙测量仪使用说明书共20页第1页目录一、外观图 (2)二、用途 (3)三、主要技术参数 (3)四、结构简述 (3)五、结构简图 (5)六、调整与使用 (9)七、维护与保养 (17)八、用户需知 (17)附图一重锤、钢带、连接件装配图 (18)附图二测量圆柱滚子轴承所用的挡圈图 (19)附图三调整仪器精度用实体样圈图 (20)滚动轴承径向游隙测量仪使用说明书共20页第3页二、用途本测量仪是用来测量球或滚动轴承的径向有负荷游隙值。
适用于需要对径向游隙进行检查的企业及有关科学研究部门。
三、主要技术参数单位:mm1、可测轴承有内径……………………………………………8~180可测轴承的最大外径 (280)2、示值误差8~75…………………………………………±0.001580~180………………………………………±0.0025示值变动性:8~75……………………………………0.001580~180……………………………………0.00253、测量仪表分度值………………………………………0.00014、仪器的振动噪音………………………………………≤70dB5、施加于被测轴承的负荷量……………………………19.6~147N6、测量仪使用的气压……………………………………0.3~0.5MPa7、电气箱使用的电源……………………………………AC220V/50HZ8、仪器的外形尺寸(长×宽×高)…………………510×260×660电气箱外形尺寸(长×宽×高)…………………340×387×215四、结构简述本测量仪是由仪器体、测量机构、加负荷机构、气动控制系统、电器控制系统等组成。
滚动轴承径向游隙测量仪使用说明书共20页第4页仪器体(1)是装置在联系各个系统的主体。
在仪器体前面的中心部位,装有用以固定适应各型号轴承的芯轴(6)的芯轴座(23),在芯轴座的上方装有测量部分,在仪器体芯轴座的左侧,装置着加负荷机构的上下导块(12)和(5),仪器体的背面下方装有气源引入管路和三联体,上方装有上气缸调压阀(17)和下气缸调压阀(16);仪器体的壳体内部装置着振动器(31)测量机构的重锤(29)。
BVT型轴承振动测量仪操作手册编制:安代明2005年5月9日BVT型轴承振动测量仪操作步骤与测量标准技术条件1.测量轴承尺寸范围:BVT—5 内径φ5~60mmBVT—6 内径φ65~120mm2.测值范围:0—10000μm/s3.频带划分:低频带50~300HZ;中频带300~1800 HZ;高频带1800~10000HZ;4.主轴转速:1800±36r/min一.测量放大器的启动与校准1.按下电源开关,指示灯亮。
2.分别按动低频量程选择键,中频量程选择键和高频量程选择键于1000μm/s档位。
3.拉出增益旋钮。
4.按动功能选择键的低频键,然后旋转增益旋钮,使校准数显表显示数字为708,此时,低频带表头示值应在1000±40μm/s范围内。
然后逆时针旋转校准旋钮,使校准表显示为0。
5.按动功能选择键的中频键,然后旋转增益旋钮,使校准数显表显示数字为696,此时,中频带表头示值应在1000±40μm/s范围内。
然后逆时针旋转校准旋钮,使校准表显示为0。
6.按动功能选择键的高频键,然后旋转增益旋钮,使校准数显表显示数字为491,此时,高频带表头示值应在1000±40μm/s范围内。
然后逆时针旋转校准旋钮,使校准表显示为0。
7.校准完毕,如果一切正常,则将功能选择键臵于测试(T)档,并把校准增益旋钮推进。
注意:每天测试前校准一次。
在进行上述校准时,若校准示值超出规定范围,应及时通知制造单位进行调试。
二.测量放大器定值调整(供快速测量使用)1.推进增益旋钮。
2.低频带定值调整。
a.按照轴承在低频带的允许极限值,选择低频带量程。
b.按动功能选择键至低频档位臵。
c.旋转增益旋钮,使低频带表头示值等于其允许极限值。
d.调节低频带预臵旋钮,使其指示灯刚刚发红光。
3.中频带定值调整。
a.按照轴承在中频带的允许极限值,选择中频带量程。
b.掀动功能选择键至中频档位臵。
c.旋转增益旋钮,使中频带表头示值等于其允许极限值。
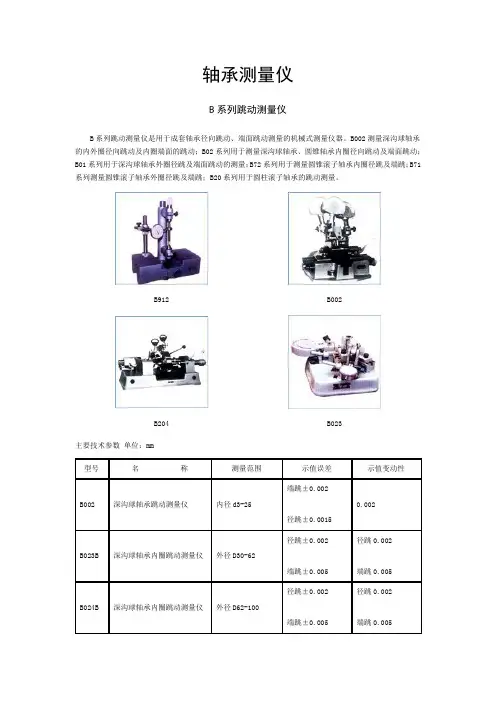
轴承测量仪B系列跳动测量仪B系列跳动测量仪是用于成套轴承径向跳动、端面跳动测量的机械式测量仪器。
B002测量深沟球轴承的内外圈径向跳动及内圈端面的跳动;B02系列用于测量深沟球轴承、圆锥轴承内圈径向跳动及端面跳动;B01系列用于深沟球轴承外圈径跳及端面跳动的测量;B72系列用于测量圆锥滚子轴承内圈径跳及端跳;B71系列测量圆锥滚子轴承外圈径跳及端跳;B20系列用于圆柱滚子轴承的跳动测量。
B912B002B204 B023 主要技术参数单位:mmC系列轴承垂直度测量仪C系列轴承垂直度测量仪系比较法机械式轴承套圈轴心线对端面垂直度仪器。
出于习惯列入C系列的还有圆柱、圆锥滚子、端面圆跳动测量仪。
C924C443C923 C912 主要技术参数单位:mmD系列轴承直径测量仪D系列轴承直径测量仪为比较法机械式测量器,多用于不同类型轴承的套圈(垫圈)、滚动体直径及相关参数的测量。
其中D02、D01系列可分别测量球轴承内、外套圈沟径与圆度、沟位置、厚度变动量、端面对沟道的跳动等;D05系列用于测量钢球的直径与圆度;D41适于测量滚针轴承圈内径及深度;D34用于测量球面滚子的直径与圆度;D72、D71系列可分别测量圆锥滚子轴承内、外套圈滚道直径与圆度、厚度变动量、滚道表面素线对基准端面倾斜度误差等;D74系列用于测量圆锥滚子直径和圆度、角度及直线度;D80系列用于测量推力球轴承套圈沟径与圆度、径向跳动等;D90、D92、D9系列用于轴承内、外径与圆度、厚度变动量等的测量。
类似形状的机械零件生产单位亦可选用,以提高检测效率与质量。
D012C D051 D713AD923A D902/4 Y912D902Q D902d D012主要技术参数单位:mmG系列轴承宽度测量仪G系列轴承宽度测量仪系比较法机械式测量轴承套(垫)圈宽(高)度及平行度、滚动体的长度、直径等的系列仪器.G2系列用于测量圆柱子或圆锥滚子轴承内圈宽度及油沟深度;G41系列用于滚针轴承套圈的测量;G8系列用于推力轴承垫圈高度、平行度的测量;G9系列属于通用型轴承零件和成品宽度、平行度测量仪器.G203AG803AG411A G904A 主要技术参数单位:mmH 系列轴承套圈厚度变动量测量仪H 系列轴承套圈厚度变动量测量仪系机械式轴承套圈厚度变动量测量仪器。

BVT型轴承振动测量仪操作手册编制:安代明2005年5月9日BVT型轴承振动测量仪操作步骤与测量标准技术条件1.测量轴承尺寸范围:BVT—5 内径φ5~60mmBVT—6 内径φ65~120mm2.测值范围:0—10000μm/s3.频带划分:低频带50~300HZ;中频带300~1800 HZ;高频带1800~10000HZ;4.主轴转速:1800±36r/min一.测量放大器的启动与校准1.按下电源开关,指示灯亮。
2.分别按动低频量程选择键,中频量程选择键和高频量程选择键于1000μm/s档位。
3.拉出增益旋钮。
4.按动功能选择键的低频键,然后旋转增益旋钮,使校准数显表显示数字为708,此时,低频带表头示值应在1000±40μm/s范围内。
然后逆时针旋转校准旋钮,使校准表显示为0。
5.按动功能选择键的中频键,然后旋转增益旋钮,使校准数显表显示数字为696,此时,中频带表头示值应在1000±40μm/s范围内。
然后逆时针旋转校准旋钮,使校准表显示为0。
6.按动功能选择键的高频键,然后旋转增益旋钮,使校准数显表显示数字为491,此时,高频带表头示值应在1000±40μm/s范围内。
然后逆时针旋转校准旋钮,使校准表显示为0。
7.校准完毕,如果一切正常,则将功能选择键置于测试(T)档,并把校准增益旋钮推进。
注意:每天测试前校准一次。
在进行上述校准时,若校准示值超出规定范围,应及时通知制造单位进行调试。
二.测量放大器定值调整(供快速测量使用)1.推进增益旋钮。
2.低频带定值调整。
a.按照轴承在低频带的允许极限值,选择低频带量程。
b.按动功能选择键至低频档位置。
c.旋转增益旋钮,使低频带表头示值等于其允许极限值。
d.调节低频带预置旋钮,使其指示灯刚刚发红光。
3.中频带定值调整。
a.按照轴承在中频带的允许极限值,选择中频带量程。
b.掀动功能选择键至中频档位置。
c.旋转增益旋钮,使中频带表头示值等于其允许极限值。
轴承检查工技能第一章检验入门一.国民经济的发展对轴承产品质量的要求滚动轴承是一种精密的机械元件,也是各种机械中通用性极强的基础件,凡作旋转运动的机械都离不开轴承,因此,轴承制造是机械制造工业系统中重要组成部分。
随着国民经济的发展,科学技术向高、精、尖方向迈进,对各种机械的工作性能、寿命、可靠性及经济指标提出新的要求,在某种程度上来说滚动轴承起着举足轻重的作用,如我们现在生产的摩托车曲轴轴承,对轴承提出了可靠性、高寿命及低摩擦;如家电产品,对轴承提出了低噪声、高精度的质量要求。
在我国,轴承产品不仅装在各种机械上出口,而且也单独作为一种产品大量出口。
轴承产品质量是反映我国科学技术和工业现代化水平的重要标志之一,就现在来说,我国许多高精度、低噪声的轴承还依赖进口,因此,轴承行业应努力提高轴承产品质量,适应国民经济发展的需要。
特别是我们公司,生产的轴承基本上还属于大众化、低档次的产品,只有不断地开发高档产品,不断地提高产品质量才能生存、才能发展。
二.轴承检查在轴承制造中的重要地位轴承属于大批量专业化生产的产品,公司除了内、外圈这两大件是自已生产外,其余都是商品零件,最后才装配成一套轴承。
为了保证轴承生产各工序的正常进行和产品的质量要求,轴承质量检查十分重要,它是保证轴承产品达到各种等级标准的手段。
轴承零件的尺寸精度、几何精度、形位公差和表面质量等常使用轴承量仪来检测。
从轴承生产流程来看,一套轴承的内外圈加工需几十道工序,需几十种检查量仪,进行上百次的检查。
在轴承生产中的检查人员一般占生产工人的10% ~ 16%。
而且只有通过检查人员的检查才能评定轴承零件、成品的质量,可见轴承检查在轴承行业中的重要地位。
三.轴承检查工在轴承生产中的作用及学习要求轴承检查工在轴承生产中的作用主要有三个方面:第一,检查工对产品质量起到把关的作用。
检查工按技术标准进行严格的检查,漏检率控制在规定范围内,保证产品的合格率;第二,检查工对产品质量起到监督的作用。
X093JB轴承径向游隙测量仪使用说明书一、用途滚动轴承的径向游隙是轴承的重要质量指标之一,对轴承的振动、寿命和主机精度等都有一定影响,直接关系到用户的安装使用。
为了满足滚动轴承径向游隙公差定义及其测量方法的要求,该X093J 型游隙测量仪,在此基础上,进一步合理、完善开发出了X093JB型游隙测量仪,本仪器仅用于深沟球轴承和圆柱滚子轴承。
二、技术指标1、测量范围:内径(d)为Ф8-50mm轴承宽度 5~40mm;2、示值精度:±цm;3、重复精度:цm4、量程及分辨率:0-100цm,цm;0-200цm,цm5、外形尺寸:机械部分:230×240×250mm电器部分:260×230×150mm三、测量原理本仪器的测量原理符合有关行业标准中游隙的定义和测量方法的规定。
如下图所示,本仪器电机带动高精密主轴8旋转,并通过安装在主轴上的专用胎具3带动被测轴承内圈旋转(内圈由紧固螺母3固定紧,相对主轴不作轴向运动),将传感器5的测头加在轴承外圈上侧中部,上负荷杆在被测轴承上侧中部两侧对称加力,使轴承外圈不作圆周运动,在主轴旋转时带动轴承钢球落入沟底,通过高精度轴向传感器将测量外圈的位移量转换为电信号,通过交流放大、相敏检波、直流放大,送入单片机系统。
内圈旋转一周后,电路经过运算就可显示出外圈单侧的位移量平均值。
然后加载下负荷,得出外圈另一个极限位置位移量。
外圈两个极限位置的位移量测量后,其变化值即径向游隙值就可直接显示出来。
本义器径向游隙的测量结果是外圈两个极限位置的测头位移量平均值的差值,因为安装胎具的径向跳动对测头位移量的影响基本相同,经和差运算后,在一定程度土消除了安装胎具的径向跳动所带来的影响,相应地保证了测值的准确性和可靠性.五、仪器结构及功能本仪器主要由机械主体、电箱等两部分组成。
1、机械主体零件的名称和功能列表如下:(如上页示意图)2测量电箱面板的组成与功能如下(示意图)六、仪器的安装、调整与测量1 安装:(1)本仪器机械和电箱部分已经基本调试好,请按下图连线。