零件加工工艺卡片
- 格式:doc
- 大小:648.50 KB
- 文档页数:13
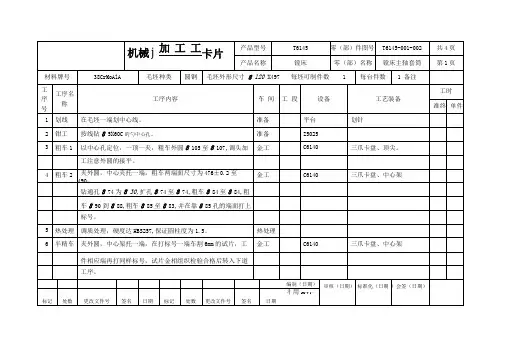
编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺过程卡片
机械加工工艺过程卡片
XXX
材料牌号:XXX
工序号:01、02
锻件毛坯外形尺寸、零件图号、零件名称、车间工段、KCSJ-12、蜗杆、每件毛坯可制件数、设备工艺装备、每台件数、工时、准终单件
工序内容:
锻造:去飞边,锻工自由锻
金工磨工:锻床,磨床,游标卡尺,砂轮、游标卡尺
车床工:车刀、麻花钻、三爪卡盘
03粗车蜗杆轴左端面,打中心孔,及左边ΦXXX、
Φ25mm、Φ30mm、Φ36mm定位轴肩,以及Φ30mm轴段退刀
槽的外圆金工面,以中心孔轴线为精基准。
粗车蜗杆轴右端面,打中心孔,及右边、Φ30mm、
Φ36mm定位轴肩,以及Φ30mm轴段退刀槽的外圆面,以中
心孔轴线为精基准。
04金工:半精车左端各外圆面,控制轴线方向的各个轴
段的长度。
以中心孔轴线为精基准。
半精车右端各外圆面,控制轴线方向的各个轴段的长度。
以中心孔轴线为精基准。
倒角。
05金工:铣键槽,选择两个Φ30mm外圆面作为基准。
06车工:车蜗杆螺纹,选择两个Φ30mm外圆面作为基准。
07金工:淬火。
以中心孔轴线为精基准。
08金工:揣测到、三爪卡盘。
09钳工:淬火。
10车工:热加工热处理。
普通车床。
11普通立式铣床:铣刀、专用夹具。
12普通车床:车刀、专用夹具。
13砂轮、游标卡尺:淬火机。
14砂轮、游标卡尺:磨工。
15深度游标卡尺:车工、钳工。
去毛刺、检验、入库。
金工、检验、仓库。
机械加工工艺过程卡片(连杆)1.零件名称:连杆2.零件材料:45号钢(轴承表面淬硬)3.零件图号:XXX-XXX-XXX4.工艺流程:(1)设备:平面磨床(2)工艺过程:切削加工(3)操作工序:a.夹紧工件b.调整砂轮回转方向c.调整砂轮至合适位置d.启动机床(空转)e.进给手柄接触工件f.开始磨削g.调整进给速度h.调整工序参数i.完成工艺过程(4)工艺要求:a.加工面精度:IT8b.表面粗糙度:Ra0.63c.无划伤、裂纹、气孔等缺陷5.设备及工具:a.平面磨床b.砂轮c.夹具d.工件轴承支撑e.尺子、千分尺6.工艺参数:a.磨削速度:25m/sc.每次进给量:0.03mmd.每分钟磨削量:8~10mme.主轴转速:1000r/min7.安全操作:a.操作前需检查设备完好性,切勿带有松动零件或异物。
b.操作中严禁拆卸、调整设备部件。
c.操作后关闭机床电源,清除设备上的切削液并进行设备保养。
d.操作时需戴好安全帽、手套等防护设备,不得穿松散衣物。
8.维护保养:a.平时需定期检查设备零部件磨损情况并予以更换。
b.定期对砂轮进行磨石、清洗、调整。
c.清理设备上固定在夹具上的金属屑、切屑等杂物。
d.定期涂抹润滑油,保证机床各部件运转顺畅。
9.质量控制:a.进行严格的质量检测程序,对于加工精度不符合要求的工件予以返工或废品处理。
b.对于符合质量要求的工件进行喷砂抛光处理。
c.定期对设备进行校准,保证加工精度和表面粗糙度符合要求。
d.要求工艺人员自觉遵守操作规程,对于不符合操作规程情况进行追究和整改。

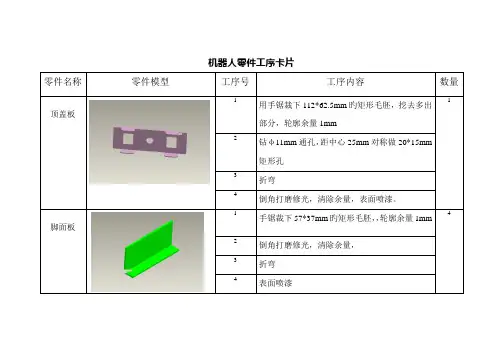
机器人零件工序卡片零件名称零件模型工序号工序内容数量顶盖板1用手锯裁下112*62.5mm旳矩形毛胚,挖去多出部分,轮廓余量1mm12钻φ11mm通孔,距中心25mm对称做20*15mm矩形孔3折弯4倒角打磨修光,清除余量,表面喷漆。
脚面板1手锯裁下57*37mm旳矩形毛胚,,轮廓余量1mm 42倒角打磨修光,清除余量,3折弯4表面喷漆关节件1手锯裁下125*26mm旳矩形毛胚,,轮廓余量1mm142钻孔,折弯3倒角打磨修光,清除余量,表面喷漆加强板 1 手锯裁下61.5*16mm旳矩形毛胚,,轮廓余量1mm22折弯3倒角打磨修光,清除余量,表面喷漆2 脚底板 1 用手锯裁下122*102mm旳矩形毛胚,挖去多出部分,轮廓余量1mm2倒角打磨修光,清除余量,3折弯4表面喷漆2 胸板用手锯裁下110*110mm旳矩形毛胚,,轮廓余量1mm挖去4个40*8mm旳矩形通孔倒角打磨修光,清除余量,表面喷漆4 腿 1 用手锯裁下91*49mm旳矩形毛胚,清除多出部分,轮廓余量1mm2台钻钻两个φ10mm通孔3倒角打磨修光,清除余量,表面喷漆2 外盖板 1 用手锯裁下48*61.5mm旳矩形毛胚,,轮廓余量1mm2 折弯3倒角打磨修光,清除余量,表面喷漆2 膝盖 1 用手锯裁下110*110mm旳矩形毛胚,尺寸余量1mm2挫出边缘轮廓,3 折弯4倒角打磨修光,清除余量,表面喷漆2 手 1 用手锯裁下63*63mm旳矩形毛胚,尺寸余量1mm2挫出边缘轮廓,倒圆角3 折弯4打磨修光,清除余量,表面喷漆舵机转接件1用手锯裁下97*65mm旳矩形毛胚, 62 打孔,挫出外轮廓并倒角3 折弯4打磨修光,清除余量,表面喷漆。
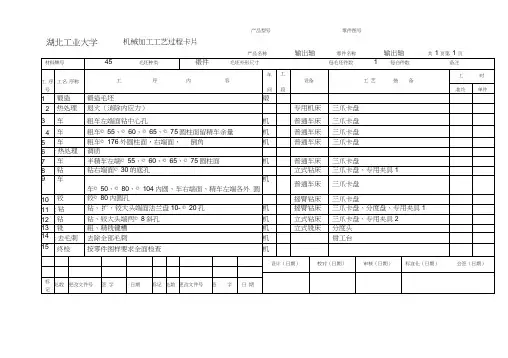
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
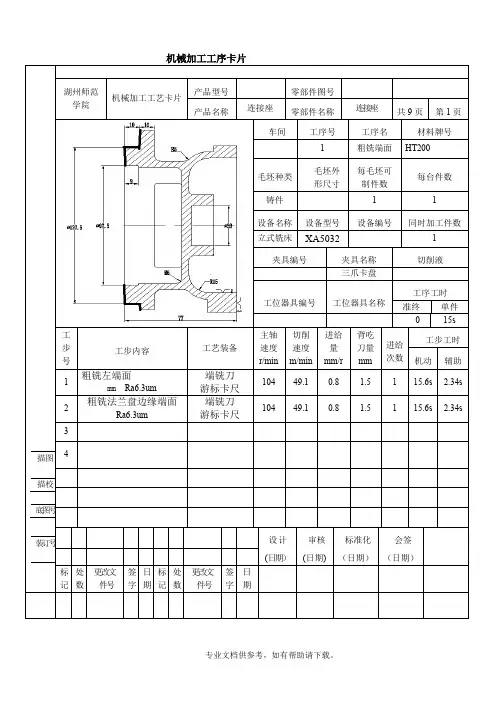
零件机械加工工艺过程卡片(样例)
工艺名称:铣削加工
工艺编号:M001
工件名称:零件A
工件材料:铝合金6061
工件尺寸:长80mm、宽50mm、高30mm
工件数量:1000件
设备名称:CNC数控铣床
设备型号:VMC850
刀具类型:平头铣刀
切削速度:4000r/min
切削深度:2mm
切削角度:0°
夹紧方式:万能顶轴
夹具型号:V53
加工顺序:1.工件在夹具上紧固好,适当调整位置和高度;
2.将机床预热到规定温度,并检查铣刀的磨损情况;
3.开机并通过电脑控制系统调整好相关参数,使之与刀具匹配;
4.完成机床的预热后,启动机床,发送加工程序;
5.根据程序,开始加工操作,并及时观察机床运行情况,保持工件表面清洁;
6.加工完成后,及时关机,并检查工件的加工质量和表面光洁度;
7.卸下夹具,取下工件并清理工作台、夹具等。
备注:1.在加工过程中需要特别注意铣刀与工件的距离与角度,防止因接触不良而产生切削力,损伤刀具或破坏工件表面;
2.在加工过程中如发现刀具过度磨损或需要换刀时,需按规定程序更换,并检查加工程序是否需要修改。
陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51
产品名称零件名称端盖共10 页第 1 页
车间工序号工序名称材料牌号
2B103 1 铸造
毛坯种类毛坯外形尺寸每毛坯可制件
数
每台件数
QT500 248mmX168mmX33mm 1 1
设备名称设备型号设备编号同时加工件数
1 夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/min)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 铸造毛坯
2 退火,调制
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51
产品名称零件名称端盖共10 页第 2 页
车间工序号工序名称材料牌号
2B103 2 铣削
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
QT500 1 1
设备名称设备型号设备编号同时加工件数
卧式万能铣床X62W 1
夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 粗铣左端面至13mm 卧式万能铣床 X62W300 0.075 0.
2 2 1 2.70m 0.41m
2 半精铣左端面至12mm 卧式万能铣床 X62W 1180 0.296 0.2 2 1 2.70m 0.41m
2
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51
车间工序号工序名称材料牌号2B103 3 铣削
毛坯种类毛坯外形尺寸每毛坯可制
件数
每台件数
QT500 1 1
设备名称设备型号设备编号同时加工件数卧式万能铣床X62W 1 夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次数
工步工时
机动辅助
1 粗铣右凸台端面至18mm卧式万能铣床 X62W475 0.119 0.23
2 1 1.55m 0.23m
2 半精铣右凸台端面至17mm卧式万能铣床 X62W1180 0.296 0.2
3 1 1 1.55m 0.23m
3 倒角
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51
车间工序号工序名称材料牌号
2B103 5 镗削
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1
设备名称设备型号设备编号同时加工件数数字显示卧式镗床TX611B 1 夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 粗镗孔φ100至φ98mm数字显示卧式镗床TX611B 796 30 0.5 1
2 32s 4.8s
2 半精镗孔φ100至φ100mm数字显示卧式镗床TX611B 929 35 0.
3 1 2 45s 6.75s
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51
车间工序号工序名称材料牌号
2B103 6 镗削
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1
设备名称设备型号设备编号同时加工件数数字显示卧式镗床TX611B 1 夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 粗镗φ110至φ108mm数字显示卧式镗床TX611B796 30 0.5 1.5 1 18s 5.2s
2 半精镗孔φ110至φ109.3mm数字显示卧式镗床TX611B1062 40 0.
3 0.75 1 22s 3.3s
3 热处理表面淬火、低温回火淬火机
4 精镗孔φ110至φ110mm 数字显示卧式镗床TX611B1592 60 0.2 0.2
5 1 22s 3.3s
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
产品名称零件名称端盖共10 页第 6 页车间工序号工序名称材料牌号
2B103 7 镗削
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1
设备名称设备型号设备编号同时加工件数数字显示卧式镗床TX611B 1
夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 粗镗凹圆Φ60 数字显示卧式镗床TX611B796 30 0.5 1 1 9.8s 1.5s
2 半精镗凹圆Φ60数字显示卧式镗床TX611B1062 40 0.
3 0.75 1 12s 1.8s
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
产品名称零件名称端盖共10 页第8 页车间工序号工序名称材料牌号
2B103 8 钻销
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1
设备名称设备型号设备编号同时加工件数
立式钻床Z535 1
夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 钻孔螺纹孔2-M8x1.25立式钻床Z535 195 1.77 0.04 3.375 1 3.75s 0.56s
2 攻丝丝锥
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
产品名称零件名称端盖共10 页第9 页车间工序号工序名称材料牌号2B103 9 钻销
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1
设备名称设备型号设备编号同时加工件数
立式钻床Z535 1
夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 钻孔螺纹孔3-M10x1.5立式钻床Z535 140 3.97 0.07 4.25 1 2.04s 0.31s
2 攻丝丝锥
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
产品名称零件名称端盖共10 页第 4 页车间工序号工序名称材料牌号2B103 4 铣削
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1
设备名称设备型号设备编号同时加工件数卧式万能铣床X62W 1
夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 粗铣左凸台端面至11mm375 94.25 0.23
2 1 1.54m 0.23m
2 半精铣左凸台端面至10mm950 238.76 0.2
3 1 1 1.54m 0.23m
3 倒角
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期
陕西科技大学机械加工工序卡片产品型号零件图号1624CA-51
产品名称零件名称端盖共10 页第10 页车间工序号工序名称材料牌号2B103 10 热处理
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数QT500 1 1
设备名称设备型号设备编号同时加工件数
1
夹具编号夹具名称切削液
工步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
切削深度
(mm)
进给次
数
工步工时
机动辅助
1 去毛刺钳工台、平挫
2 清洗
3 终检
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。