关于电阻焊基本原理的培训
- 格式:ppt
- 大小:231.00 KB
- 文档页数:37

电阻焊培训资料xx年xx月xx日CATALOGUE目录•电阻焊基础•电阻焊设备与材料•电阻焊工艺与实例•电阻焊的质量控制•电阻焊的安全与环保•电阻焊的发展趋势与展望01电阻焊基础电阻焊是一种利用电流通过焊接部位产生的热量进行焊接的工艺,也称为电阻焊。
电阻焊的定义通过在焊接部位施加高电压,使电流通过焊接部位,当电流通过焊接部位时,由于电阻的作用,焊接部位会产生大量的热量,从而使焊接部位熔化并达到焊接效果。
电阻焊的原理电阻焊的定义与原理电阻焊的特点电阻焊具有焊接速度快、操作方便、成本低、易于实现自动化等优点,同时其焊接质量也较为稳定可靠。
电阻焊的分类根据焊接电流的种类,电阻焊可分为交流、直流以及脉冲电阻焊等;根据焊接过程的不同,电阻焊可分为点焊、凸焊、缝焊等。
电阻焊的特点与分类电阻焊的应用场景汽车制造业中,电阻焊被广泛应用于车身、车架、车桥等零部件的焊接。
汽车制造业家电制造业航空航天领域其他领域家电制造业中,电阻焊被广泛应用于各种金属外壳、支架、零部件的焊接。
航空航天领域中,电阻焊被广泛应用于各种金属材料的焊接,如铝合金、不锈钢等。
除了以上领域,电阻焊还被广泛应用于各种金属材料的焊接,如铁路车辆、船舶、管道等。
02电阻焊设备与材料是一种常用的电阻焊设备,适用于各种金属材料的焊接。
电阻焊设备介绍固定电阻焊机主要用于焊接铝、镁等轻金属材料,具有焊接效率高、操作简单的特点。
交流电阻焊机采用直流电源,适用于焊接各种金属材料,但操作较为复杂。
直流电阻焊机绝缘材料用于固定电阻丝,防止电流泄漏,要求具有高绝缘性能和耐高温性能。
电阻丝用于制作电阻加热带的材料,要求具有高电阻率、耐腐蚀等特性。
导热材料用于传导电阻产生的热量,使焊接部位均匀受热,要求具有高导热性能和耐高温性能。
电阻焊材料选择电阻焊设备的维护与保养定期检查电阻丝是否有断路、短路现象,及时更换损坏的电阻丝。
定期检查经常清理设备表面和内部的灰尘、杂物,保持设备的清洁和整洁。
电阻焊接基础培训一、原理电阻焊接是利用金属材料在电流作用下的局部加热,使其熔化并连接起来的一种焊接方法。
通过外接电源,将电流通入焊接部位,使接头产生局部高温,金属在高温下熔化,形成固态连接。
电阻焊接的原理简单易懂,是一种效率高、连接牢固的焊接方法。
二、设备1. 电源设备:包括主要电源、控制系统和连接电缆等组成部分,根据焊接工艺和要求的不同,电源设备有不同的类型和规格可以选择。
2. 焊接头:主要由导电材料制成,配有压力机构和冷却系统,可以有效传输电流,同时能够施加合适的压力和冷却焊接区域。
3. 夹具:用于固定和夹持工件,确保焊接位置准确和稳固。
4. 清洁装置:用于清洁焊接位置和工件的表面,确保焊接质量。
5. 控制系统:用于监控和控制焊接工艺参数,如电流、时间、压力等。
三、培训内容1. 理论知识:学习电阻焊接的基本原理,包括焊接电流、时间、压力等参数对焊接结果的影响,了解材料的选用和焊接工艺的要求。
2. 安全操作:学习电阻焊接的安全规范和操作流程,包括穿戴防护装备、操作注意事项、设备维护等内容。
3. 设备操作:熟悉焊接设备的使用方法,掌握操作技巧和注意事项,包括电源开启、设定参数、夹持工件等操作过程。
4. 工艺参数调整:学习根据不同工件材料和要求,调整焊接工艺参数,如电流、时间、压力等,确保焊接结果合格。
5. 实际操作:进行实际的电阻焊接操作,熟练掌握焊接技能,包括对焊接位置的准确定位、夹持工件的稳固、焊接头的放置等操作。
6. 质量检验:学习焊接质量的检验方法和标准,包括焊接接头的外观、尺寸、焊缝的均匀度等方面。
四、培训目标通过电阻焊接基础培训,学习者应能够掌握电阻焊接的原理和设备,具备独立进行电阻焊接作业的能力。
能够根据不同工件的要求,进行工艺参数的调整和焊接质量的检验,保证焊接结果达到要求。
同时,具备相关安全操作知识,确保在操作过程中不发生安全事故。
五、总结电阻焊接基础培训是提高焊接工人技能的重要途径,培训内容包括理论知识、安全操作、设备操作、工艺参数调整、实际操作和质量检验等方面,通过系统的培训,学习者能够掌握电阻焊接的要点和技能,提高焊接工艺水平,保障焊接质量。
电阻焊点焊技术培训资料电阻焊点焊技术是一种常用的金属材料连接方式,通过使用电流通过两个电极之间形成高温,使得两个金属材料在高温下瞬间熔化,然后冷却成为一个整体。
该技术在工业生产中广泛应用,对于提高生产效率和产品质量至关重要。
本文将介绍电阻焊点焊技术的原理、设备及操作方法,旨在为相关人员提供参考。
一、电阻焊点焊技术的原理电阻焊点焊技术基于欧姆定律,通过应用电流通过两个电极之间的接触点产生瞬时热量。
当电流通过电极之间的接触点时,由于电流的通过产生了阻抗,从而产生了热量。
这种瞬时高温可以瞬间熔化两个金属材料的表面,使其在瞬间接触并冷却成形。
点焊头利用了两个电极之间的电热效应,使得点焊头接触点瞬时熔化,并施加一定的压力将两个金属材料连接在一起。
二、电阻焊点焊技术的设备1. 电阻焊控制器:电阻焊控制器是点焊过程的核心设备,用于调整和控制点焊所需的电流、电压、时间等参数。
控制器通常具有数字显示屏和按键控制面板,方便操作者进行参数调整和监控。
2. 焊接电极:焊接电极是与工件接触的部分,通常由铜或铜合金制成,具有良好的导电性和导热性。
焊接电极的形状和尺寸可以根据焊接对象的形状和要求进行定制。
3. 夹具:夹具用于保持和定位工件,以确保焊接点的准确定位。
夹具通常由导电材料制成,以便电流能够顺利通过焊接点。
三、电阻焊点焊技术的操作方法1. 准备工作:确认焊接对象的材料和厚度,并根据需要调整电阻焊控制器的参数。
选择合适的焊接电极和夹具,并进行清洁和预热。
2. 夹紧工件:将工件夹紧在夹具上,使焊接接触点正确位置,并确保工件与夹具的接触电阻尽可能低。
3. 设置参数:根据工件的要求和所需的焊接效果,调整电阻焊控制器的电流、电压、时间等参数。
确保参数的准确性和稳定性。
4. 进行焊接:将焊接电极接触工件的焊接接触点,并施加一定的压力。
打开电阻焊控制器,使电流通过焊接接触点,瞬时产生高温。
保持一定的时间后,断开电流,使接触点快速冷却并凝固。
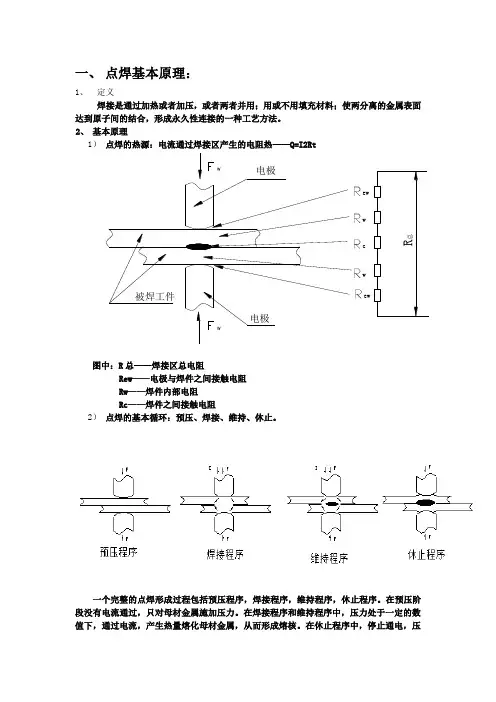
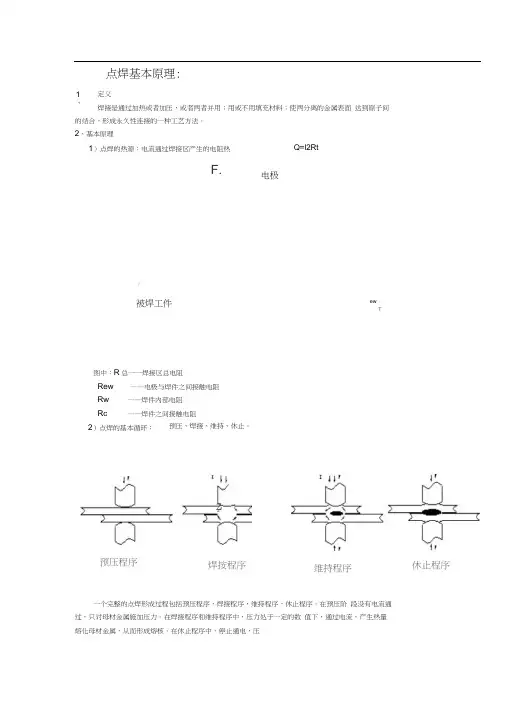
一、 点焊基本原理:1、 定义焊接是通过加热或者加压,或者两者并用;用或不用填充材料;使两分离的金属表面达到原子间的结合,形成永久性连接的一种工艺方法。
2、 基本原理1) 点焊的热源:电流通过焊接区产生的电阻热——Q=I2RtwwcR 总ew被焊工件电极电极ew图中:R 总——焊接区总电阻Rew ——电极与焊件之间接触电阻 Rw ——焊件内部电阻 Rc ——焊件之间接触电阻2) 点焊的基本循环:预压、焊接、维持、休止。
一个完整的点焊形成过程包括预压程序,焊接程序,维持程序,休止程序。
在预压阶段没有电流通过,只对母材金属施加压力。
在焊接程序和维持程序中,压力处于一定的数值下,通过电流,产生热量熔化母材金属,从而形成熔核。
在休止程序中,停止通电,压力也在逐渐减小。
预压的作用:在电极压力的作用下清除一部分接触表面的油污和氧化膜,形成物理接触点。
为以后焊接电流的顺利通过及表面原子的结合作好准备。
焊接、维持的作用:其作用是在热和机械(力)的作用下形成塑性环、熔核,并随着通电加热的进行而长大,直到获得需要的熔核尺寸。
休止的作用:其作用是是液态金属(熔核)在压力作用下更好的冷却结晶。
1、 工艺参数的匹配及影响因素 3.1 点焊工艺参数及其选择1)点焊焊接参数:焊接电流,焊接时间,焊接压力,电极端面直径。
a 焊接电流:焊接时流经焊接回路的电流称焊接电流。
对点焊质量影响最大,电流过大产生喷溅,焊点强度下降。
b 焊接时间:电阻焊时的每一个焊接循环中,自电流接通到停止的持续时间,称焊接通电时间。
时间长短对点焊质量影响也很大,时间过长,热量输入过多也会产生喷溅,降低焊点强度。
焊接电流和焊接时间是通过控制箱进行控制的,可以利用编程器进行设定。
c 电极压力:通过电极施加在焊件上的压力。
当压力过小,易产生喷溅;压力过大时,使焊接区接触面积增大,电流密度减小,熔核尺寸下降,严重时会出现未焊透的缺陷。
一般认为,在增大电极压力的同时,适当加大焊接电流或焊接时间以维持焊接加热程度不变。
一个完整的点焊形成过程包括预压程序,焊接程序,维持程序,休止程序。
在预压阶 段没有电流通过,只对母材金属施加压力。
在焊接程序和维持程序中,压力处于一定的数 值下,通过电流,产生热量熔化母材金属,从而形成熔核。
在休止程序中,停止通电,压点焊基本原理:定义 焊接是通过加热或者加压,或者两者并用;用或不用填充材料;使两分离的金属表面 达到原子间的结合,形成永久性连接的一种工艺方法。
2、基本原理 1)点焊的热源:电流通过焊接区产生的电阻热 1、Q=l2Rt i--y'被焊工件F.电极 ,—-ewT图中:R 总一一焊接区总电阻Rew ——电极与焊件之间接触电阻 Rw ——焊件内部电阻 Rc——焊件之间接触电阻2)点焊的基本循环:预压、焊接、维持、休止。
Z预压程序焊按程序维持程序休止程序力也在逐渐减小。
预压的作用:在电极压力的作用下清除一部分接触表面的油污和氧化膜,形成物理接触点。
为以后焊接电流的顺利通过及表面原子的结合作好准备。
焊接、维持的作用:其作用是在热和机械(力)的作用下形成塑性环、熔核,并随着通电加热的进行而长大,直到获得需要的熔核尺寸。
休止的作用:其作用是是液态金属(熔核)在压力作用下更好的冷却结晶。
//Z/丄 _____焊点强度。
焊接电流和焊接时间是通过控制箱进行控制的,可以利用编程器进行设定。
2、焊接程序加压程序1、工艺参数的匹配及影响因素3.1点焊工艺参数及其选择3维持程序1)点焊焊接参数:焊接电流,焊接时间,焊接压力3、电维持程I序。
a焊接电流:焊接时流经焊接回路的电流称焊接电流。
对点焊质量影响最大,大产生喷溅,焊点强度下降。
b焊接时间:电阻焊时的每一个焊接循环中,自电流接通到停止的持续时间,电时间。
时间长短对点焊质量影响也很大,时间过长,热量输入过多也会产生喷溅,1、4、休止程序电流过称焊接通降低专见k匚ZE- *|*=WLQ<_口FC^ftcfiC L 航丄皿i^jirtncmc电极压力:通过电极施加在焊件上的压力。
电阻焊机培训资料一、电阻焊机的基本原理电阻焊机是一种利用电能产生高温热源进行焊接的设备。
它利用电流通过导体时产生的电阻加热效应,使焊件表面局部升温,达到焊接的目的。
电阻焊机主要由电源、电极、焊件和控制系统等组成。
其中电源为电阻焊机提供所需的电能,电极与电源相连,负责传导电流及产生热量,焊件为被焊接的工件,是焊接的对象,控制系统负责控制焊接过程中的参数,如电流大小、时间等。
二、电阻焊机的分类电阻焊机根据其结构和工作原理的不同,可以分为多种类型,包括点焊机、缝焊机、等离子焊机等。
点焊机主要用于金属薄板、金属化学容器和其他装饰品的连接,缝焊机适用于连接材料较厚和较薄的接头,等离子焊机则利用高能量等离子弧进行焊接,适用于高强度金属的焊接等。
三、电阻焊机的操作流程1.准备工作:根据需要进行焊接件的定位、夹紧和清洁工作,确保焊件表面光洁。
2.开机操作:接通电阻焊机的电源并进行预热,确保电极达到适当温度。
3.焊接参数设置:根据焊接材料的特性、厚度和焊接方式等因素,设定合适的电流、时间和压力等焊接参数。
4.进行焊接:将待焊接的工件夹紧在电极之间,按下启动按钮进行焊接操作,保持一定时间后松开按钮,完成焊接过程。
5.检查和整理:待焊接部位冷却后,对焊接接头进行外观检查和测试,确保焊接质量符合要求。
四、电阻焊机的维护和保养1.定期检查:对电阻焊机的电源、电极、接线等进行检查,如果发现异常情况及时处理。
2.保持清洁:保持电阻焊机的外壳和工作区域的清洁,及时清理焊渣、水渣和打火渣等残留物,避免对设备产生影响。
同时要确保电极表面的光洁度,以提高焊接质量。
3.润滑维护:对电阻焊机的传动部分及液压部件进行润滑维护,保持其灵活性和工作稳定性。
4.定期维修:定期对电阻焊机进行维修,包括更换磨损的电极、绝缘体、接线等部件,以确保设备的正常工作。
五、电阻焊机的安全注意事项1.操作人员要接受专业培训,并熟悉设备的操作规程和电气安全知识。