直进式拉丝机电气传动控制系统设计
- 格式:pdf
- 大小:3.92 MB
- 文档页数:66
北京科技大学科技成果——直进式拉丝机控制系统成果简介
金属制品是冶金工业中的重要一环,但在我国该行业却是一个薄弱环节,机械、电气设备陈旧,阻碍了行业的发展。
该系统是以笼型异步电动机变频调速代替发电机-电动机组,用一台PC机实现拉拔品种设定、操作自动化、生产过程控制、实时闭环控制、自动计米等功能。
系统动、静态数字模型的建立及按专家系统研制的品种设定器为本项目最突出的创新点。
系统的技术先进,节能显著。
调速范围在正常工作时为30:1;在5%的额定转速时有1.5倍的额定转矩;设备效率为90-95%;节电率为41%。
自94年第一套投产以来,已有从三卷筒到八卷筒的五套电控系统投入运行,至今工作良好。
技术水平
97年通过省级技术鉴定,评定为“国内领先”水平,在无张力检测的直进式拉丝机上应用变频调速,实现反拉力恒定、秒流量相等的实时控制;应用专家系统研制的品种设定器及自行研制的急停装置等属国内首创。
获宁夏自治区科技进步二等奖,北京市科技进步三等奖。
应用范围
本系统适用于拉丝机电控系统的技术改造,更可与新制造的直进式拉丝机机械设备配套使用。
PLC控制的变频调速直线式拉丝机电控系统。
使用说明书。
河南鹤壁民生科技开发有限公司一、概述直进式拉丝机是目前较先进且有发展前途的拉丝设备,其传统的电控系统以直流电机拖动,继电器.接触器控制为基础,无任何过程控制环节,生产效率低.经济效率差;由于直流电机整流子磨损严重,使得设备损毁率高,维护工作繁重。
为了克服上述缺点,本工司在原有变频调速集线式拉丝机的基础上,开发了PLC控制的变频调速直线式拉丝机电控系统。
该系统是我公司科研人员经多次试验,以精心设计.简化结构.降低成本的设计思想最心新推出的机电一体化高科技产品。
该机使用PLC承担中心控制,变频调速器和异步交流电机为被控对象。
用PLC代替传统的复杂继电逻辑和开关量控制,使整机电器电路大为简化,因此本机故障率低,使用寿命长:交流变频调速器在PLC控制下可对通用异步交流电机进,行平滑无级调速。
实现了拉丝机工作过程中的多种动作与功能。
利用感应式传感器检测各路拉丝过程中的张力大小,与各路调速信号叠加用于自动控制变频器的输出频率,用此种方法生产的PLC自线式拉丝机电控系统,经试用效果很好:它克服了集线式拉丝机在拉拔过程中存在有不规则的旋转扭力,这种不规则的内应扭力经多级校直处理后,仍不尽人意,因而直接影响了丝的质量,在产品升级换代时更显得力不从心。
本直线式拉丝机电控系统的研制成功,给国内使用与生产拉丝机行业的技术改造和新产品开发闯出了一条新路,尤其是焊丝行业,不但在工艺上得到了保证,与以往的直线式拉丝机相比,成本大为下降,虽然出丝速度最高可达600米/分,根据国内钢材及相关材料的水平来看,本速度完全可以满足工艺要求,适合中国国情,是拉丝机行业的首选机型。
二、工作原理本直线式拉丝机是利用传统的集线式拉丝机作为改造对象,在各级拉丝模前安装了感应式张力检测装置,配合汽缸的动作来精确地控制电机转速。
本文以6/400直线式拉丝机为例对该机控制原理加以阐述。
6/400直拉式变频调速直动控制系统如图一所示。
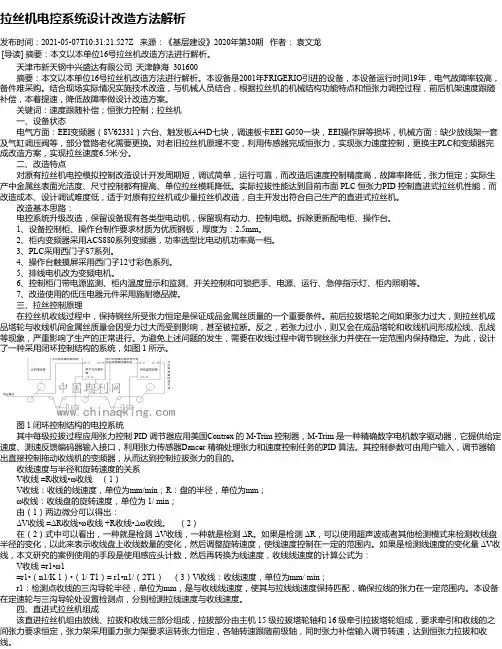
拉丝机电控系统设计改造方法解析发布时间:2021-05-07T10:31:21.527Z 来源:《基层建设》2020年第30期作者:袁文龙[导读] 摘要:本文以本单位16号拉丝机改造方法进行解析。
天津市新天钢中兴盛达有限公司天津静海 301600摘要:本文以本单位16号拉丝机改造方法进行解析。
本设备是2001年FRIGERIO引进的设备,本设备运行时间19年,电气故障率较高,备件难采购。
结合现场实际情况实施技术改造,与机械人员结合,根据拉丝机的机械结构功能特点和恒张力调控过程,前后机架速度跟随补偿,本着提速,降低故障率做设计改造方案。
关键词:速度跟随补偿;恒张力控制;拉丝机一、设备状态电气方面:EEI变频器(8V62331)六台、触发板A44D七块,调速板卡EEI G050一块,EEI操作屏等损坏,机械方面:缺少放线架一套及气缸调压阀等,部分管路老化需要更换。
对老旧拉丝机原理不变,利用传感器完成恒张力,实现张力速度控制,更换主PLC和变频器完成改造方案,实现拉丝速度6.5米/分。
二、改造特点对原有拉丝机电控模拟控制改造设计开发周期短,调试简单,运行可靠,而改造后速度控制精度高,故障率降低,张力恒定;实际生产中金属丝表面光洁度、尺寸控制都有提高、单位拉丝模耗降低。
实际拉拔性能达到目前市面 PLC 恒张力PID 控制直进式拉丝机性能,而改造成本、设计调试难度低,适于对原有拉丝机或少量拉丝机改造,自主开发出符合自己生产的直进式拉丝机。
改造基本思路:电控系统升级改造,保留设备现有各类型电动机,保留现有动力、控制电缆。
拆除更新配电柜、操作台。
1、设备控制柜、操作台制作要求材质为优质钢板,厚度为:2.5mm。
2、柜内变频器采用ACS880系列变频器,功率选型比电动机功率高一档。
3、PLC采用西门子S7系列。
4、操作台触摸屏采用西门子12寸彩色系列。
5、排线电机改为变频电机。
6、控制柜门带电源监测、柜内温度显示和监测、开关控制和可锁把手、电源、运行、急停指示灯、柜内照明等。
基于智能控制的直进式拉丝机控制系统来源:无线测温 直进式拉丝机是世界上较有发展前途的拉丝设备,传统的普通直进式拉丝机均为直流驱动,且无过程控制环节,存在维护困难、控制精度差、反拉力波动严重等问题,难以实现高速及细丝拉拔,断丝堆丝现象经常发生。
基于当前电气传动的发展趋势,结合宁夏石咀山钢铁厂改造项目,我们为一分厂6#8-550型直进式拉丝机变频调速自动控制系统,按照智能控制原理结合现场的经验设计出专家控制器,并采用异步自学习控制的原理对其中的参数进行优化,以保证拉拔过程中金属秒流量相等,维持反拉力的恒定。
应用结果表明,该控制器能有效抑制反拉力的波动,较好地满足了生产工艺的要求。
1 控制系统的构成6#直进式拉丝机是由原1#机(3卷筒)、6#机(5卷筒)合并组合改造而成的,因而其机械配比并不规则,其不规则部分要由电气系统来进行补偿及调节,这给电气系统的调节控制增加了不少难度。
我们采用工控机+可编程序控制器的两级控制模式,对拉拔过程进行控制。
选用8台变频器用于控制8台电机。
在不增加机械装置的情况下,决定通过检测变频器直流侧电流的方法来反映反拉力的变化。
按照专家控制的方法设计出针对本系统的专家智能控制器。
2 电控系统由于直进式拉丝机本身是一个强耦和、非线性、时变的运动控制系统,我们采用定量和定性相结合的方法,利用人们的定性经验、逻辑推理能力和自学习的优点,构成基于智能控制器的直进式拉丝机控制系统。
本系统的智能控制器由数据库、知识库、推理机和学习环节组成。
(1)数据库的建立本系统采用速度匹配、反拉力微调的控制思想。
在拉拔过程中保持金属秒流量相等,即S1v1=S2v2=…=S8v8 (1) 式中vi——第i道次钢丝的前进速度;Si——第i道次钢丝的截面积。
令ni为对应异步电机的转速,则vi与ni之间存在比例关系:vi=gini (2)式中gi——第i道次vi与ni之间的比例系数。
此外,在稳定拉拔时,(2)式中ni与相应变频器的速度给定信号Ugdi间成一定的比例关系,即ni=KciUgdi (3)式中Kci——比例常数。
直进式拉丝机电气传动控制系统SINE309系列张力控制专用变频器两种控制方式可选择:开环转矩控制方式和闭环速度控制方式开环转矩控制方式:开环是指不需要张力反馈信号,变频器直接控制电机的输出转矩,输出频率跟随工材料的线速度自动变化。
SINE311系列拉丝机专用变频器傻瓜型拉丝机专用变频器, 不用设定变频器参数,出厂值即最佳参数,只需要按说明书正确接线,就可以开机正常工作。
低速穿模、高速拉丝相互独立,拉丝过程节能、高效;设备简介1.直进式拉丝机是由多个拉拔头组成的连续生产设备,通过逐级拉拔,一次性地把钢丝、铜丝、电焊丝等冷拉到所需的规格,并将成品线材收卷,工作效率比较高,设备占地面积小。
2.通过每一级的拉拔后,线材的线径发生了变化,所以每个拉拔头工作线速度也发生变化。
根据拉模配置的不同,各个拉拔头的拉拔速度也要变化。
拉拔速度的基准是,每个时刻通过拉模的金属线材秒流量体积不变,直进式拉丝机的各个拉拔头的工作速度就是基于以上原理,保证各个拉拔头线速度按比例同步运行。
3.直进式拉丝机各个拉拔头变频器的速度是由主速度和PID微调量相叠加,各个拉拔头在张力平衡杆上安装有位移传感器,用于动态测量各个拉拔头间金属线材的张力,位移传感器输出(4-20mA 或0-10V)标准信号,作为变频器张力闭环PID控制的反馈,通过调整各级电机转速,系统保证各个张力检测点的张力恒定。
只有在整个拉拔过程中保持每一个点的张力恒定,才能保证多级连续拉拔顺利进行和拉出金属线材的品质。
4.低速点动穿模,运行速度稳定。
电机满载起动,起动转矩要达到150%额定转矩,最高线速度20米/秒。
直进式拉丝机机台直进式拉丝机拉拔头直进式拉丝机原理图系统配置1.拉丝主机:选用SINE311系列拉丝机专用变频器,一台,电流矢量控制,低频高转矩输出,低速穿模速度稳定,启动过程平滑,高速运行稳定。
2.N级拉丝从机:选用SINE309系列张力控制专用变频器,N台,张力闭环控制,逐级跟踪运行,电流矢量控制,低频高转矩输出,根据电机功率加装制动电阻。
直进式拉丝机技术方案直进式拉丝机技术方案一、项目背景拉丝工艺是一种常见的材料加工工艺,广泛应用于机械、家电、汽车制造、建筑装修等领域。
目前市场上主要使用的拉丝机有两种类型:直线式拉丝机和盘式拉丝机。
但这两种机型在生产中都存在一定的缺陷,比如拉丝速度较慢,生产效率低下,能耗大等问题。
因此,我们基于市场需求和技术创新,设计开发一种新型的拉扯式直进式拉丝机,旨在提高生产效率、降低生产成本,为广大制造企业提供更高效、稳定、可靠的拉丝加工设备。
二、设计原理该直进式拉丝机由传动系统、钢丝缆绳、电机、轮胎轮轴组成,原理如下:1. 钢丝缆绳通过两个滑轮,一边连接后置机构,另一边通过电机带动前置机构。
2. 电机通过主动轮,传动到被拉伸材料上,然后被拉伸材料就会跟随主动轮转动,缆绳就会把被拉伸材料往前拉。
3. 缆绳传动的同时,前置机构又将被拉伸材料向上送,以便使缆绳可以继续向前传动。
4. 待被拉伸材料到达所需长度后,缆绳紧绷并将材料拉出。
5. 再将拉出来的材料通过机械手操作进行自动裁剪和卷取,完成整个加工过程。
三、技术方案1. 主要零部件的选型(1)传动系统:选用国内顶尖的变频控制器,根据实际需求进行调整,可调速范围广、精度高、响应速度快。
(2)电机:选择功率较小但转速较高的三相异步电机,以达到高效耗能的目的。
(3)滑轮:采用优质低摩擦材料制成,确保传动效率和耐磨程度。
(4)轮胎轮轴:选用经过优化设计的高强度钢材,保证机器能够承受各种恶劣的工作环境。
(5)机械手:采用国内领先的自动卷取机器人,能够自动裁剪拉出的材料,并且快速、准确地进行卷取。
2. 具体实现方案(1)控制系统:采用PLC控制系统,实现全自动化生产。
通过变频控制,可调节拉丝速度,从而适应不同材质的加工需求。
同时,系统还具有故障报警和安全保护功能,确保设备稳定运行。
(2)传动系统:通过减速机传动,保证工作时的转速稳定,缩短加工时间。
(3)安全保护:设备上设置安全门和安全开关,一旦有异常情况发生就会立刻切断电源,保障操作人员安全。
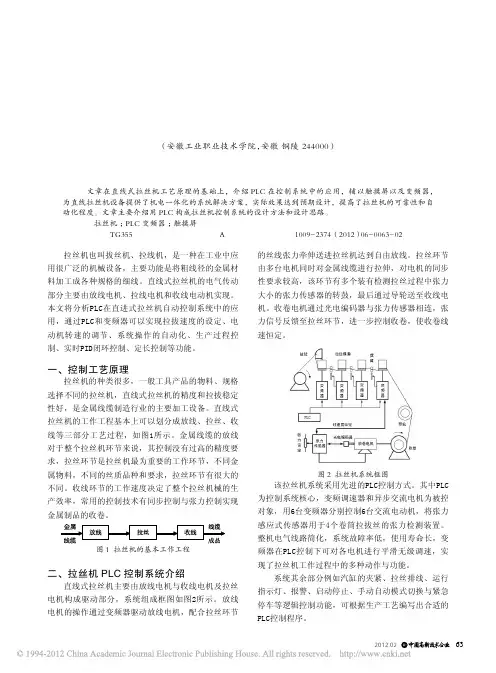
2012.0263PLC 在直线式拉丝机控制系统中的应用詹昌义(安徽工业职业技术学院,安徽 铜陵 244000)摘要:文章在直线式拉丝机工艺原理的基础上,介绍PLC 在控制系统中的应用,辅以触摸屏以及变频器,为直线拉丝机设备提供了机电一体化的系统解决方案,实际效果达到预期设计,提高了拉丝机的可靠性和自动化程度。
文章主要介绍用PLC 构成拉丝机控制系统的设计方法和设计思路。
关键词:拉丝机;PLC 变频器;触摸屏中图分类号:TG355 文献标识码:A 文章编号:1009-2374(2012)06-0063-02拉丝机也叫拔丝机、拉线机,是一种在工业中应用很广泛的机械设备,主要功能是将粗线径的金属材料加工成各种规格的细线。
直线式拉丝机的电气传动部分主要由放线电机、拉线电机和收线电动机实现。
本文将分析PLC在直进式拉丝机自动控制系统中的应用,通过PLC和变频器可以实现拉拔速度的设定、电动机转速的调节、系统操作的自动化、生产过程控制、实时PID闭环控制、定长控制等功能。
一、控制工艺原理拉丝机的种类很多,一般工具产品的物料、规格选择不同的拉丝机,直线式拉丝机的精度和拉拔稳定性好,是金属线缆制造行业的主要加工设备。
直线式拉丝机的工作工程基本上可以划分成放线、拉丝、收线等三部分工艺过程,如图1所示。
金属线缆的放线对于整个拉丝机环节来说,其控制没有过高的精度要求,拉丝环节是拉丝机最为重要的工作环节,不同金属物料,不同的丝质品种和要求,拉丝环节有很大的不同。
收线环节的工作速度决定了整个拉丝机械的生产效率,常用的控制技术有同步控制与张力控制实现金属制品的收卷。
图1 拉丝机的基本工作工程二、拉丝机PLC 控制系统介绍直线式拉丝机主要由放线电机与收线电机及拉丝电机构成驱动部分,系统组成框图如图2所示。
放线电机的操作通过变频器驱动放线电机,配合拉丝环节的丝线张力牵伸送进拉丝机达到自由放线。
拉丝环节由多台电机同时对金属线缆进行拉伸,对电机的同步性要求较高,该环节有多个装有检测拉丝过程中张力大小的张力传感器的转鼓,最后通过导轮送至收线电机。
基于Profibus—DP的直进式拉丝机控制系统设计
王立刚
【期刊名称】《自动化信息》
【年(卷),期】2008(000)011
【摘要】本文介绍一种基于Profibus—DP现场总线的六头直进式拉丝机同步调速控制系统,主控制器采用西门子S7—300 PLC。
该文主要论述了该变频调速系统的硬件结构和控制原理,详细介绍了控制系统通讯的实现以及软件设计流程。
应用结果表明,该控制系统运行效果达到设计要求,具有良好的实用性和推广价值。
【总页数】3页(P51-53)
【作者】王立刚
【作者单位】青岛科技大学自动化学院,山东青岛266042
【正文语种】中文
【中图分类】TP273
【相关文献】
1.LZ-10/450+2/550直进式拉丝机控制系统设计 [J], 胡继珍;张玉柱;于飞;张超
2.基于PROFIBUS-DP的拉丝机控制系统设计 [J], 纪召红;邢纹娜
3.基于模糊PID的直进式拉丝机控制系统设计 [J], 陈林
4.基于PLC的直进式拉丝机变频改造控制系统的研究与分析 [J], 陈慧
5.基于智能控制的直进式拉丝机控制系统 [J], 赵涛;周绍英;解仑;李崇坚
因版权原因,仅展示原文概要,查看原文内容请购买。
![直进式拉丝机控制系统[实用新型专利]](https://uimg.taocdn.com/7ef8be29fe00bed5b9f3f90f76c66137ee064f07.webp)
(10)授权公告号 (45)授权公告日 2015.01.28C N 204129495U (21)申请号 201420670455.X(22)申请日 2014.11.12G05B 19/05(2006.01)(73)专利权人江阴鼎天科技有限公司地址214433 江苏省无锡市江阴市蟠龙山路28-1号专利权人江苏法尔胜泓昇集团有限公司(72)发明人王晖 杨琳 王军(74)专利代理机构无锡大扬专利事务所(普通合伙) 32248代理人何军(54)实用新型名称直进式拉丝机控制系统(57)摘要本实用新型涉及一种直进式拉丝机控制系统,包括可编程序控制器、变频器、人机界面、电机、现场总线Ⅰ、开关元件、检测元件和执行机构;其特征在于它还包括Pro fibus-DP 总线和若干分布式I/O 站点;可编程序控制器通过Pro fibus-DP总线与变频器通信,变频器与电机连接;每个分布式I/O 站点包括一个通讯接口模块、一个数字量输入模块、一个数字量输出模块和一个模拟量输入模块;通讯接口模块通过Pro fibus-DP 总线连接到可编程序控制器,并作为Pro fibus-DP 总线的从站将数字量输入模块、数字量输出模块和模拟量输入模块连到Pro fibus-DP 总线上。
本实用新型具有能降低电缆线束和电线线束的使用成本、便于线束的维护和能增加控制系统的稳定性与可靠性的优点。
(51)Int.Cl.权利要求书1页 说明书3页 附图3页(19)中华人民共和国国家知识产权局(12)实用新型专利权利要求书1页 说明书3页 附图3页(10)授权公告号CN 204129495 U1.一种直进式拉丝机控制系统,包括可编程序控制器、变频器、人机界面、电机、现场总线Ⅰ、开关元件、检测元件和执行机构;可编程序控制器通过现场总线Ⅰ与人机界面通信;其特征在于它还包括Profibus-DP总线和若干分布式I/O站点;可编程序控制器通过Profibus-DP总线与变频器通信,变频器与电机连接;每个分布式I/O站点包括一个通讯接口模块、一个数字量输入模块、一个数字量输出模块和一个模拟量输入模块;通讯接口模块通过Profibus-DP总线连接到可编程序控制器,并作为Profibus-DP总线的从站将数字量输入模块、数字量输出模块和模拟量输入模块连到Profibus-DP总线上;数字量输入模块连接开关元件;数字量输出模块连接执行机构;模拟量输入模块连接检测元件。
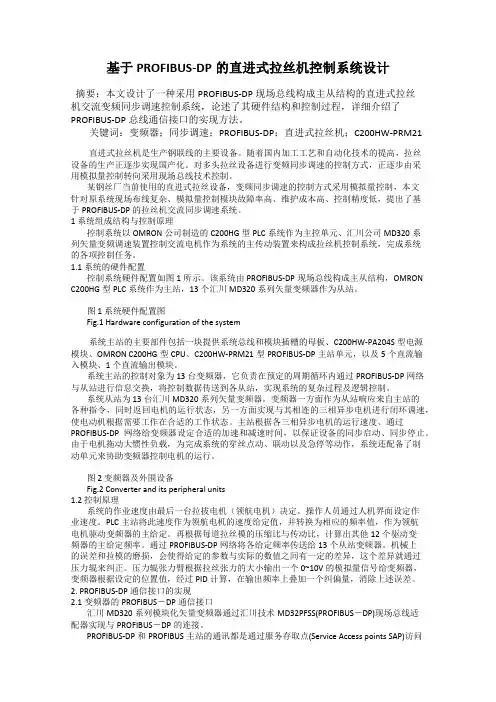
基于PROFIBUS-DP的直进式拉丝机控制系统设计摘要:本文设计了一种采用PROFIBUS-DP现场总线构成主从结构的直进式拉丝机交流变频同步调速控制系统,论述了其硬件结构和控制过程,详细介绍了PROFIBUS-DP总线通信接口的实现方法。
关键词:变频器;同步调速;PROFIBUS-DP;直进式拉丝机;C200HW-PRM21 直进式拉丝机是生产钢联线的主要设备。
随着国内加工工艺和自动化技术的提高,拉丝设备的生产正逐步实现国产化。
对多头拉丝设备进行变频同步调速的控制方式,正逐步由采用模拟量控制转向采用现场总线技术控制。
某钢丝厂当前使用的直进式拉丝设备,变频同步调速的控制方式采用模拟量控制,本文针对原系统现场布线复杂、模拟量控制模块故障率高、维护成本高、控制精度低,提出了基于PROFIBUS-DP的拉丝机交流同步调速系统。
1 系统组成结构与控制原理控制系统以OMRON公司制造的C200HG型PLC系统作为主控单元、汇川公司MD320系列矢量变频调速装置控制交流电机作为系统的主传动装置来构成拉丝机控制系统,完成系统的各项控制任务。
1.1 系统的硬件配置控制系统硬件配置如图1所示。
该系统由PROFIBUS-DP现场总线构成主从结构,OMRON C200HG型PLC系统作为主站,13个汇川MD320系列矢量变频器作为从站。
图 1系统硬件配置图Fig.1 Hardware configuration of the system系统主站的主要部件包括一块提供系统总线和模块插槽的母板、C200HW-PA204S型电源模块、OMRON C200HG型CPU、C200HW-PRM21型PROFIBUS-DP主站单元,以及5个直流输入模块、1个直流输出模块。
系统主站的控制对象为13台变频器,它负责在预定的周期循环内通过PROFIBUS-DP网络与从站进行信息交换,将控制数据传送到各从站,实现系统的复杂过程及逻辑控制。
摘要国内机械行业可以为制造业提供几乎所有的装备,但毋庸讳言,国内的拉丝行业的水平和实力在国际市场上还不算是强者。
拉丝机行业在制造业中的地位,既取决于技术进步和结构调整,也取决于为制造业的发展战略与市场前景。
而拉丝机的发展,使得减速机的传动精度越来越来高。
减速器在拉丝机应用中有非常重要的位置,而拉丝机重要部件电机和滚桶也得到了发展。
这为拉丝机选择中提高了不少的难度,但随着减速机等的发展,拉丝机也得到了更好的发展。
拉伸也称模具拉伸、拉丝、拔丝、伸拉等,是指在常温下通过拉伸模具对金属材料进行压力加工的一种工艺方法,通过拉丝拉伸可以将圆铜杆加工成为所需要的各种规格的圆铜(铝、铜包铝、铜包钢、不锈钢等)单线。
拉丝机由拉丝部和卷取部构成,拉丝部由拉丝轮和模具固定架、模具组成,线材穿过模具后,在拉丝轮上绕卷,当拉丝轮和卷取轮运转时,卷取轮运转提供线材的牵引张力,在牵引张力作用下,线材通过拉丝轮卷绕使线材通过拉丝模具,使线材不断从粗到细,从而得到不同线规的线材。
关键词:拉丝机;减速机;电机AbstractDomestic machinery industry can provide almost all of the equipment for manufacturing, but needless to say, the level of domestic wire drawing industry and strength in the international market also is not the strong. Wire drawing machine in the position in manufacturing industry, depends on technological progress and structural adjustment, also depends on the development strategy and the market prospects for manufacturing.And the development of wire drawing machine, make high transmission precision of the speed reducer is more and more. Reducer in the applications of wire drawing machine has a very important position, important parts and wire drawing machine motor and roller, also obtained the development. For the increase in wire drawing machine to choose a lot of difficulty, but with the development of the reducer, such as, wire drawing machine also get better development.Stretching also calls the mould drawing, wire drawing, wire drawing, stretch, and so on, refers to the normal temperature through tensile mold, pressure of the metal material processing of a kind of process method, through wire drawing tension can be round copper rod processing as required for all kinds of round copper, aluminum, copper clad aluminum, copper clad steel, stainless steel, etc.) single line. Wire drawing machine is composed of wire drawing and winding, wire drawing department is composed of wire drawing wheel and mold fixed shelf, mold, wire through the mold after coiling on wire drawing wheel, when wire drawing wheel and winding wheel running, coiling wheel operation to provide the drawing of the wire tension, under the effect of traction tension, the wire, through the wire winding wire by wire drawing die, the wire from coarse to fine, so as to get a different gauge wire.Key words: wire drawing machine; Reducer; The motor第一章绪论金属制品是冶金工业中的重要一环,但在我国该行业却是一个薄弱环节,机械、电气设备陈旧,阻碍了行业的发展。
直进式拉丝机控制系统的设计与研究发布时间:2023-04-27T01:55:35.797Z 来源:《新型城镇化》2023年7期作者:张召兵[导读] 在金属线材的生产中,拉丝机是最重要的一种机器,它又名拉线机、牵伸机。
简单描述:天津六0九电缆有限公司天津市 301700摘要:拉丝工艺是冶金生产中的重要环节之一,拉丝机是实现拉丝过程的主要设备。
传统的拉丝机控制方式通常采用直流调速与模拟量控制方式。
但是这种控制方式存在着抗干扰性差,动态性能不理想,多电机协调性不足等缺点,特别是当超调量过大的时候很难进行自我调节,从而导致丝线粗细不均,甚至断丝。
调谐辊式拉丝机是近代拉丝设备中较先进的一种,本文介绍了由人机界面、S7-400PLC、变频器构成的拉丝机控制系统的构成及设计,采用辅助给定限幅跟随实际需要限幅值同步变化的限幅方式,克服了系统运行的稳定性与自适应性相互矛盾的难题。
上位机与PLC及变频器之间采用PROFIBUS网通讯方式,减少了接线增加了灵活性。
实践证明,运用变频调速技术升级改造的拉丝机,操作更方便,自动化控制水平更高,可靠性更强。
关键词:调谐辊式拉丝机;S7-400PLC;变频器;PROFIBUS1拉丝机概述在金属线材的生产中,拉丝机是最重要的一种机器,它又名拉线机、牵伸机。
简单描述:将不同直径的原始金属盘条,如钢丝、不锈钢丝等通过拉丝模的层层逐步拉拔后,强制形变成直径较小的指定规格线材成品,然后将成品卷绕在特定工字轮上。
一般由送线部分、拉拔部分、接线部分构成^。
拉丝机由于特殊的工艺属性被广泛应用在金属网、工地建材、电缆电线等金属制品的生产加工过程中。
比如,单次拉丝机该种拉丝机主要用于拉制异型丝和粗丝,只经过一次拉拔过程,成本低廉,结构简单。
其设备结构主要分为立式、卧式两种。
目前立式单次拉丝机主要有以下几种类型:直立式单次拉丝机、直立式双层卷筒拉丝机、倒卷筒单次拉丝机、差动式双卷筒拉丝机等。
又如,滑轮式拉丝机滑轮式拉丝机,属于上文提到的非滑动式拉丝机,是目前国内使用最为广泛的一类拉丝设备。
~ 1.50mm 。
本1#拉模和6##机台都设有,这样顺序中央控制器,丹佛斯的VLT5000系列变频器作为传动装置。
人机界面和PLC之间采用西门子的MPI网络联接方式,PLC和变频器之间采用RS485通讯进行数据交换。
反馈信号由张力辊的张力大小提供。
在设计本系统时考虑到如下几点:供带前馈功能的高级PID过程控制。
从整卷到芯的拆卷过程或反过来的卷绕过程,由于带前馈功能的高级PID控制器的作用,可获得稳定的张力.即使在拼接(换卷)和紧急停车时,由于张力反馈补偿了系统有惯性,仍具有稳定的张力。
由于零点位置是可调节的,所以调节辊位置可任意设定。
由于D增益极限,PID低通滤波器和PID调节范围调整,降低了调节辊的摆动幅度。
由于可标定的P增益,能够适应不同应用的调节辊反馈。
它是正向还是反向。
给PID控制器的反馈信号是可标定的,其极性亦是可选择的。
PID调节器允许限制D增益,PID调节器的低通滤波器使反馈的振动得以衰减。
在达到输出频率极限时,PID的抗超界功能将冻结积分器。
PID的限位功能使得当频率超出限位范围时,关闭PID 调节器.比例增益范围使P增益依赖于当前的线速度。
这些特征在具有多个调节辊的串联系统中,以振动衰减是相当有用的。
正因为VLT5000变频器拥有这些功能,故在系统设计过程决定使用它。
在拉拔过程中,就很好的解决了在启动和停车时经常断丝的现象,甚至在大多数快停(2秒内停车)的情况下,也能很好的保证钢丝不被拉断。
通过速度微调,可以有效的克服诸多外界的干扰因素使得转筒间的金属流量相等、速度平稳,不仅提高了产品的质量和产量,也降低了设备的维护费用和延长了设备的使用寿命。
2.在生产过程中由于原料和产品的规格不断发生变化,需要不断调整变频器的相关参数以适应其变化。
为了了解生产过程中各拉模的状况,需要知道各变频器的输出功率、输出频率和输出电流,故在系统设计过程中采用了经济实用的RS485通讯方式,完成人机界面和变频器之间的数据交换.RS-485标准物理接口:数据的传递使用电压差信号。