12-01检验作业指导书
- 格式:doc
- 大小:284.00 KB
- 文档页数:13
机加工检验作业指导书[1]SL/01机加工检验作业指导书一、适用范围规定了工程机械机械加工件的技术要求,适用于各类机械加工件。
二、作业要求1、凡机械加工件必需符合产品图样、工艺规程和作业要求。
2、经加工的零件外表不允许有锈蚀和磕碰、划伤、裂纹等缺陷。
3、除有特别要求外,加工后的零件不允许留有尖棱、尖角和毛刺。
4、滚压精加工的外表,滚压后不得有剥离及脱皮现象。
5、精加工后的外表、摩擦面和定位面等工作外表不允许在其上打印标记。
6、经加工后的零件在搬运、存放时,必需防止受到损伤、腐蚀及变形。
7、成组配对加工的零件,如:齿轮箱上下盖等需有标记。
三、未注尺寸公差参阅附件:技术标准 JB/T 5936-91 四、未注外形和位置公差参阅附件:技术标准 JB/T 5936-91 五、未注公差角度的极限偏差参阅附件: 技术标准 JB/T 5936-91 六、螺纹、键和键槽参阅附件:技术标准 JB/T 5936-91七、中心孔1、图样中未注明、加工中又需要中心孔的零件,在不影响使用和外观的状况下,加工后中心孔可以保存。
2、中心孔需符合 GB 145 的规定。
八、检验规章1、凡经机械加工件,由制造厂质量检验部门按图样、有关技术文件和本要求进展检查和验收。
2、机械加工件的外观按规定要求进展检查。
3、主要机械加工件需每件检查几何外形与尺寸。
九、标志1、入库的机械加工件应有的标志2、标志的位置应不使机械加工件的质量受到损伤。
3、机械加工件入库应附有吊牌。
其中应注明:名称、零件名称、图号; 制造日期。
编制/日期: 审批:下面是赠送的团队治理名言学习,编辑删除感谢1、沟通是治理的浓缩。
2、治理被人们称之为是一门综合艺术--“综合”是由于治理涉及根本原理、自我认知、才智和领导力;“艺术”是由于治理是实践和应用。
3、治理得好的工厂,总是单调乏味,没有仸何激劢人心的大事发生。
4、治理工作中最重要的是:人正确的事,而不是正确的做事。
5、治理就是沟通、沟通再沟通。


1.目的让操作人员在使用数字万用表时能规范操作步骤,以避免由于操作不当引起的品质事故或仪器损坏.2.范围数字万用表3.定义无4.权责4.1 品质部:数字万用表校验,测试4.2 相关部门:数字万用表日常维护,保养,使用5.操作步骤5.1导通性测试开机,按下红色开关按纽,检查仪器是否正常,将旋钮旋到红色箭头处,将红色和黑色插线插入COM和VΩ处,将两支测试笔的金属部分接触,若显示的数字为1或0,蜂鸣响,则正常.将两测试笔接触被测导体两端, 若显示的数字为1或0,蜂鸣响,则被测导体导通性良好.5.2电压的测量1、直流电压的测量,如电池、随身听电源等。
首先将黑表笔插进“com”孔,红表笔插进“V Ω ”。
把旋钮选到比估计值大的量程(注意:表盘上的数值均为最大量程,“V-”表示直流电压档,“V~”表示交流电压档,“A”是电流档),接着把表笔接电源或电池两端;保持接触稳定。
数值可以直接从显示屏上读取,若显示为“1.”,则表明量程太小,那么就要加大量程后再测量工业电器。
如果在数值左边出现“-”,则版本年月日修订摘要制订/日期审核/日期批准/日期目录一、工程概况 (1)二、编制依据 (1)三、施工准备2四、施工作业方案 (3)五、施工工艺流程4六、施工质量标准、验收依据及质量目标14七、本工程中采用的强制性条文20八、安全施工措施及注意事项21九、文明施工措施22十、危险源因素辨识22十一、环境保护措施23十二、附件一:相关计算24十三、附件二:相关附图28一、工程概况华能莱芜百万机组“上大压小”扩建工程氨区改造施工项目包括:在原氨棚北侧增加一氨罐基础(包括滑动端基础两个、固定端基础两个);原氨气缓冲罐北侧增加设备基础六个、ZD-1 12个;新建氨棚独立基础八个,单层钢结构厂房一座。
本工程±0.00相当于已建氨区地面标高,由于在改造过程中,需保持原氨区的正常运行,特制订此安全防护专项施工作业指导书。
二、编制依据1、《氨区》 CH202140-5102-G002、《氨棚》 CH202140-5101-G003、《电力建设安全工作规程第一部分:火力发电厂》DL5009.1-20024、《职业健康安全管理体系规范》GB T28001-20215、《施工现场临时用电安全技术规范》JGJ46-20056、《重大危险源辨识》 GB18218-20007、相关设计变更、图纸会检、工程联系单等三、施工准备1、劳力安排四、施工作业方案由于氨泄露能造成人体中毒、灼伤、冻伤,且大量泄漏的氨气遇明火,会燃烧,甚至爆炸。

深圳市纳特康电子有限公司文件编号:QB-007-007-006版次:A版制定:2011-11-30 尺寸检验作业指导书修订:第1次发行:2011-12-01页次:第1页页数:共3页1.0目的明确QC及生产单位尺寸检验依据、抽样方式、检测仪器及检验作业方法等,以确保品质。
2.0范围自制件,不适用IQC;外购件,不适用IPQC,FQC;不作成品性质出货的,不适用OQC;外购件,不适用生产单位自检,但适用IQC检验范围。
3.0 定义3.1 管控尺寸指关系我司成型、装配生产,关系客户对产品功能使用的形状尺寸、位置尺寸。
3.2 重点尺寸指产品生产中因模具、机台、调机、方法、环境等因素会引起变动的形位尺寸。
4.0 职责4.1 工程部提供产品工程图纸,从设计角度标示重要尺寸,此重要尺寸标示仅供试产参照。
4.2 采购单位要求供应商提供其出货产品工程图纸,转厂内工程、品保等单位参考使用。
4.3 文控中心对批准发行的图纸盖章发行,并收回作废工程图纸。
4.4 品保部制定并修改《尺寸检验作业指导书》,在发行的工程图纸上标示管控尺寸和重点尺寸,QC依据管控尺寸、重点尺寸执行检验并记录。
4.5 生产单位依据此《尺寸检验作业指导书》,根据各自生产产品特性,对重点尺寸进行自检。
5.0 内容5.1 检验依据,根据《工单》或《采购进货单》上的图号找到发行的工程图纸,在图纸上找到管控尺寸,并所有的管控尺寸规格摘抄于检验报告的规格栏内。
5.2 测量工具,根据产品的不同部位、不同公差精度选用适当的工具量测,见下表。
量测位置检测工具外形内腔内孔开口异形弹片外螺纹内螺纹原材厚度卡尺★★★通规★★牙规★环规★厚薄规★千分尺★二次元★★★★★2.5次元★★★★★★★★深度百分表★★使用说明1. 上表中,虽然显示2.5次元对每一种都可测量,在测量精度能满足要求的前提下,例行检验的优先顺序是卡尺、二次元、2.5次元,确认分析检验的优先顺序是2.5次元、二次元、卡尺。
*********有限公司零配件来料检验作业指导书
产品名称螺母产品图号********文件编号
产品型号G1-/12*****-G1-1/2-01注意事项检验项目检验工具规格检验作业内容及标准检验频次
1.该指导书适用于其他同型号的产品检验作业,材质和尺寸要求参照图纸要求。
2.检查各个量具是否在校检期内
3.尺寸要求以图纸要求为准,无要求的自由公差按GB/T1804-M 计算。
4.检验完毕后要做好标记并及时、正确填写检验记录
5.发现不合格品要及时处理,严禁私自放行转入下道工序
6.检验人员对首件进行检验;50只配件以内全检;50只以上抽检20%。
表面质量目测表面无毛刺、无磕碰压伤零配件检验组批规程
材料检验便携式光谱仪符合图纸要求材料的化学成分零配件检验组批规程
尺寸检验游标卡尺0-150符合图纸要求的尺寸要求零配件检验组批规程
通止规检验螺纹塞规G1-1/2通规通,止规止零配件检验组批规程
图纸重要尺寸检验工具实测尺寸判定备注
D0=52.5(+0.1~0.2)游标卡尺☐合格☐不合格
S=68游标卡尺☐合格☐不合格
e=74.7游标卡尺☐合格☐不合格
L1=18±0.5游标卡尺☐合格☐不合格
L2=21±0.5 游标卡尺☐合格☐不合格
L=25±0.5游标卡尺☐合格☐不合格
f:G1-1/2(TZ)螺纹塞规☐合格☐不合格
表面质量目测☐合格☐不合格
编制:校准:审核:。
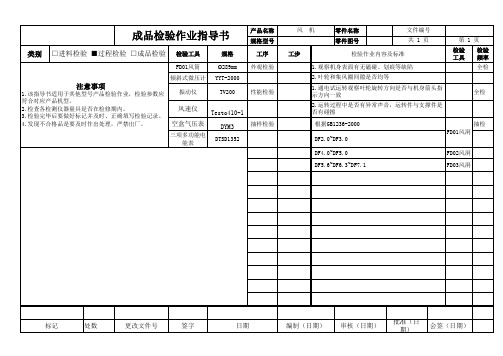
成品检验作业指导书一、作业目的本文档旨在对企业生产中的成品检验流程进行规范和指导,确保成品符合规定标准,保障产品质量。
二、作业范围适用于本企业生产的所有成品检验流程。
三、作业内容成品检验主要包含以下内容:1. 检验前准备工作检验前需要进行必要的准备工作,包括但不限于:•确定检验标准和要求•准备检验工具和设备•对检验物品进行标记•清洗检验物品2. 取样在从生产线上随机取出一部分成品进行检验时,要注意以下几点:•取样要随机•取样数量要足够•取样时要注明产品的规格和批次号3. 物品外观检验物品外观检验主要是对成品是否外观完好,能否正常使用进行检查。
具体要求包括:•外观是否完整无损•表面是否光滑•外观是否与要求相符4. 物品性能检验物品性能检验主要是对成品的性能是否符合要求进行检查。
具体要求包括:•检测成品性能的仪器是否正常•检测成品性能是否达到标准要求•正确记录检验结果,并做好相关文件5. 数据分析和处理在检验完成后,需要进行数据分析和处理,包括但不限于:•对检验结果进行统计分析•对不合格的成品进行分类•制定改进措施以防止类似事故再次发生6. 文件记录检验过程中需要做好文件的记录,包括但不限于:•检验表格•检验结果记录•不合格品记录•检验记录总表四、作业要求1. 检验工具和设备的保养和校验检验工具和设备的使用要求:•使用前先进行检查和校验•保证检验工具和设备的精度和可靠性•使用后要进行停妥保存2. 遵守检验标准和要求在进行检验过程中,必须严格遵守检验标准和要求,确保检验过程的经济、准确、快速。
3. 数据保密检验过程中产生的数据和检验记录必须进行保密,未经授权禁止向外界透露。
4. 检验人员和管理员的资格要求•检验人员必须受过相关培训和考核,具备一定的检验经验•检验管理员必须具备一定的管理经验和检验技能五、作业流程成品检验的基本流程如下:1.确定检验标准和要求2.准备检验工具和设备3.对检验物品进行标记4.清洗检验物品5.随机取出一部分物品进行检验6.对物品外观和性能进行检验7.数据分析和处理8.制定改进措施并记录六、作业记录本次成品检验流程记录如下:时间检验内容检验结果2022/01/01物品外观检查合格2022/01/02物品性能检查合格2022/01/03物品随机取样合格检验记录检验时间检验人员检验工具和设备——————————————–2022/01/01张三X线检测2022/01/02李四液压试验机2022/01/03王五外观检查工具七、术语解释•成品:经过制作、加工的最终产品•检验:按照一定规定对产品进行检查、试验和分析,以确定满足规定的要求的产品•取样:从被检样品中取出一部分样品,进行检查、试验和分析•检验标准:针对产品的特定性能,按照规定的检验程序、方法和指标建立的技术要求、规范•不合格品:不能达到受检产品规定检验标准的产品八、引用文献无。
东阳市鲁创红木家具有限公司最终检验作业指导书编制编号Q/LC-ZY-01核准版本 A目的:细分检验步骤,明确检验顺序及检验重点,确保产品满足客户需求范围:适用于入库检验作业指导以及质检员培资料职责:相关检验点负责严格按本规定要求对过程产品或最终产品进行检验。
作业程序一·书柜类:一·组合检验:组合后查看中间缝隙,上下缝隙是均匀,缝隙值是否达标。
1·如出现上下一头缝隙较大可确认为底脚不平。
2·出现中间分缝较大确认为边柱左右变形。
3·缝隙指数达标但边柱不在同一水平面可确认为边柱前后变形或安装不正,都需木工修理。
二.整体外观检验1·目测整体色差是否均匀。
2·光泽度是否达标。
3·黑疤·修补处是否盖色修理。
4·线条是否顺畅。
5·用手抚摸是否光滑。
6·侧板·后背板生挡等外表是否存在啃疤和不平整现象。
三·柜门检验1·拉开门查看吸住安装的外置是否准确·松紧度是否合理。
2·柜门安装整体是否到位,门与外边框是否平整。
如出现门角凹陷或突出可确认门架变形。
3·门分缝是否达标,是否均匀:3.1缝隙过大要求木条修补。
3.2缝隙上下·左右中不匀要求调节。
3.3缝隙上下一边(两天同时倾斜为不均)倾斜要求刮磨修理。
4·查看柜门花板·破损现象,花低角落胶水是否清理干净,缝隙是否修补完好线条是否顺畅。
是否存在色差。
花节等部件是否安装正确是否存在倾斜和松动现象。
四·上柜门内部检验1·打开柜门查看边槽颜色是否做到位,是否存在木工修理后油漆未修理。
打开门同时用手摸上下门边沿是否光滑,如粗糙可能存木工修理后油漆未修理。
2·查看内部色差是否均匀,光泽度是否达标,角落点白是否到位,收缩缝是否清理干净,板·面是否存在啃疤,手抚摸板·面是否存在不平整现象(变形)等。