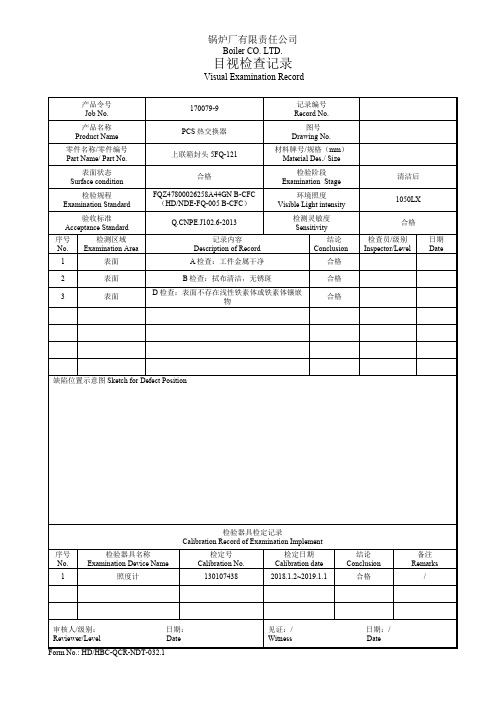
HQ07-010(A)锥形封头检查记录
- 格式:doc
- 大小:98.00 KB
- 文档页数:2



浅谈压力容器用封头产品监督检验这里所说的压力容器用封头是按GB150、JB4732标准设计的,是按JB /T4746—2002《钢制压力容器用封头》制造、检验与验收的,有椭圆形、碟形、折边锥形与球冠形四种类型。
自从2002年国家质检总局第22号令发布《锅炉压力容器制造监督管理办法》,明确必须对锅炉压力容器用封头产品实施监督检验。
本人根据从事封头产品的监督检验的经验和心得,探讨一下压力容器用封头产品的监督检验有关问题。
压力容器用封头产品监督检验方法及内容:由于封头厂封头制造数量达数万,所以从监督检验的效率、有效性考虑,我们将同材质、同规格、同一销售合同的封头划为一批。
封头产品的监督检验我们一般采取重要步骤逐批查,一般步骤、相对次要步骤抽查,车间生产现场巡查的方式,监督检验主要包括以下内容:①模具的控制。
模具由生产部归口管理,技术部负责设计,金工车间负责制造,质控部负责组织验收。
生产部应建立全厂模具的总台帐,各车间应建立本车间的模具台帐,应有编号和标识。
模具应堆放整齐、稳妥,防止变形、锈蚀和损坏。
模具在使用前应对其表面情况进行检查,必要时对其关键尺寸进行复测。
由于磨损、拉毛、断裂等,不能保证产品质量时,应报废,置于废品区存放。
②原材料和焊材的控制。
封头的原材料要按《压力容器安全技术监察规程》和相关标准验收合格入库。
对入库单监检员要逐一确认登记。
工厂材料库要分待检区、合格区和不合格区。
来料加工封头坯料进厂后制造单位要严格评审来料加工委托方提供的有效证明文件,材料检验员要按相关资料对材料标记、焊工钢印(有拼缝时)等进行核对并检验合格方可投产。
在生产过程中,要注意板材标记的移植。
③工艺过程的控制。
封头制造厂不需要设计封头,只要按照客户要求的封头类型、尺寸设计压制封头的模具和编制制造封头的工艺流转卡。
封头成形加工方法主要有冷、热冲压,冷、热旋压,冷、热卷制或相互配制6种。
标准系列的封头和一些常见的封头一般冲压成形,而非标准系列的封头和一些不常见的封头一般采用旋压成形的方法,锥形封头一般卷制成形。

1.1首先查看封头外供厂家是否具有“压力容器受压元件加工资格”,若有技术监督部门签发的“监检证书”就视为有“压力容器受压元件加工资格”。
1.2审查封头质量证明文件的三性,即证件的有效性、证件的完整性、证件的正确性。
1)JB/T4746-2002第7条规定:封头出厂质量证明文件应符合“容规”附件七的规定。
2)“容规”附件七的规定:封头外协厂家提供的质量证明文件如下:a) “受压元件(封头)产品质量证明书”其内容:封头类型、产品编号、质量保证师印章、法定代表人印章、制造单位、年月日。
b) “封头产品合格证”其内容:封头类型、产品编号、公称直径、制造标准、材料牌号、名义厚度、材料来源、出厂日期、质量检验员签字、质量检验科(处)章、年月日。
c)“质量检验报告”其内容“:压制条件(压制设备、毛料尺寸、终压温度)、压制方法、始压温度、冷却方式、外观质量及几何尺寸(表面质量、内表面形状偏差、壁厚偏差、直边高度、直边倾斜度、直边纵向皱折深度、直径平均值(外径)、最大最小直径差、总深度等)、封头材料(提供钢板质量证明书及复验报告)检验结论、检验员签字、检验责任师签字、年月日。
d) 技术监督部门签发的“监检证书”。
3)钢板材料牌号:A48CPR 符合法国标准:NF A 36-205(1982年6月)。
4)该钢板在压型前要进行复验,其要求如下:a)逐张钢板进行UT检测,满足JB4730-94 Ⅲ级;бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
d)逐张钢板进行冷弯试验,α=1800 (d=2a) 无裂纹。
e)逐张钢板进行高温屈服试验,合格标准如下:бs≥196N/mm2(设备使用温度300℃)。
5)封头成形后经过正火处理,要在质量证明文件中注明,并提供热处理检验报告(含曲线图),及试板同炉正火+模拟消应处理后的力学性能报告。
要求如下:бb≥470~560N/mm2;бs≥265N/mm2;δ≥21% ;A kv≥31J (0℃)。
封头产品安全性能监督检验细则模版第一部分:引言1.1 目的本细则的目的是为了确保封头产品的安全性能符合国家和行业相关标准及要求,保障使用者的人身安全和财产安全。
1.2 适用范围本细则适用于所有生产和销售封头产品的企事业单位。
1.3 术语和定义(根据具体情况列出相关术语及定义)第二部分:监督检验的基本要求2.1 检验依据本细则的监督检验依据包括但不限于以下标准和要求:(列出相关标准和要求)2.2 检验内容根据不同类型的封头产品,检验内容包括但不限于以下方面:(列出相关检验内容,如制造工艺、材料质量、设计要求等)2.3 检验频次根据不同类型的封头产品和企事业单位的生产经营情况,设定合理的检验频次,确保监督检验覆盖面广泛和有效性。
2.4 检验机构本细则规定的监督检验由符合相关资质要求的检验机构完成,检验机构应具备独立性、公正性和专业性。
第三部分:监督检验的具体要求3.1 企业自查生产和销售封头产品的企事业单位应定期进行自查,确保产品符合相关标准和要求,并对自查结果进行记录和归档。
3.2 检验准备3.2.1 检验机构应事先通知被检验企业,准备好检验所需的设备和材料。
3.2.2 被检验企业应配合并协助检验机构进行检验工作,并提供必要的支持和配合。
3.3 检验程序3.3.1 检验机构应按照相关标准和本细则的要求,制定详细的检验方案。
3.3.2 检验方案应包括检验的具体内容、检验方法和检验依据等。
3.4 检验记录3.4.1 检验机构应对每次监督检验进行详细的记录,包括检验日期、检验内容、检验结果等。
3.4.2 检验机构应对检验记录进行归档和保存,确保检验结果可追溯和可查询。
3.5 检验结果的处理3.5.1 检验机构应根据检验结果,给出相应的评定和建议。
3.5.2 被检验企业应根据检验结果,及时采取纠正措施,并报告检验机构。
3.6 检验报告3.6.1 检验机构应根据监督检验的结果,出具检验报告,并在规定时间内提供给被检验企业。
压力容器检验记录表 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
记录编号:压力容器年度检验记录
使用单位:
容器名称:
单位内编号:
使用证号:
设备代码:
检验日期:
******有限公司
压力容器年度检验记录目录
压力容器资料审查记录
压力容器宏观检查原始记录(1)
注:没有或未进行的检查项目在检查结果栏打“-”;无问题或合格的检查项目在检查结果栏打“√”;有问题或不合格的检查项目在检查结果栏打“×”,并在备注中说明。
压力容器宏观检查原始记录(2)
注:没有或未进行的检查项目在检查结果栏打“-”;无问题或合格的检查项目在检查结果栏打“√”;有问题或不合格的检查项目在检查结果栏打“×”,并在备注中说明。
壁厚测定记录
注:测厚记录表格不够时,可按测厚记录格式增加续页。
安全附件检验记录。
编号:Q03-1 共页第页编号:Q03-1 共页第页技术交底编号:Q03-2 共页第页排版示意图编号:Q03-3 共页第页编号:Q03-4 共页第页编号:Q03-5 共页第页编号:Q03-5 共页第页筒体工艺过程卡编号:Q03-6 共页第页筒体工艺过程卡编号:Q03-6 共页第页椭圆封头工艺过程卡编号:Q03-7 共页第页椭圆封头工艺过程卡编号:Q03-7 共页第页产品名称产品编号产品图号规格/材质工艺简图:编制:年月日审核:年月日补强圈工艺过程卡编号:Q03-8 共页第页补强圈工艺过程卡编号:Q03-8 共页第页XX工艺过程卡编号:Q03-9 共页第页XX工艺过程卡编号:Q03-9 共页第页热处理工艺过程卡编号:Q03-10 共页第页压力容器材料工艺消耗定额明细表编号:Q03-11 共页第页主要受压元件△△受压元件△编号:Q03-12 共页第页编号:Q03-13 共页第页主要受压元件材料清单编号:Q03-14 共页第页外观及几何尺寸检验报告编号:Q03-15 共页第页液压试验报告编号:Q03-16 共页第页气压试验报告编号:Q03-17 共页第页气密性试验报告编号:Q03-18 共页第页P(MPa)焊缝射线检测报告编号:Q03-19 共页第页焊缝射线检测评定表编号:Q03-20 共页第页检测部位示意图编号:Q03-21 共页第页渗透检测报告编号:Q03-22 共页第页设备定期检查与鉴定记录编号:Q03-23 共页第页设备检修记录编号:Q03-24 共页第页记事栏编号:Q03-25 共页第页压力容器质量信息反馈单编号:Q03-26 共页第页压力容器质量信息处理回执单编号:Q03-27 共页第页压力容器质量信息反馈管理台帐编号:Q03-28 共页第页供方选择和评价意见表编号:Q03-29 共页第页合格供方名录编号:Q03-30 共页第页合同评审记录编号:Q03-31 共页第页内部质量审核计划编号:Q03-32 共页第页内部质量审核检查表编号:Q03-33 共页第页内部质量审核不合格项分布表编号:Q03-34 共页第页内部质量审核报告编号:Q03-35 共页第页文件发放清单编号:Q03-36 共页第页文件更改单编号:Q03-37 共页第页文件借阅登记单编号:Q03-38 共页第页文件记录销毁清单编号:Q03-39 共页第页压力容器设计委托书编号:Q03-40 共页第页XX压力容器设计室:我公司委托贵单位设计室设计台,安装型式为,其具体要求如下:主管:批准:日期:委托单位名称(签章):材料计划编号:Q03-41 共页第页。
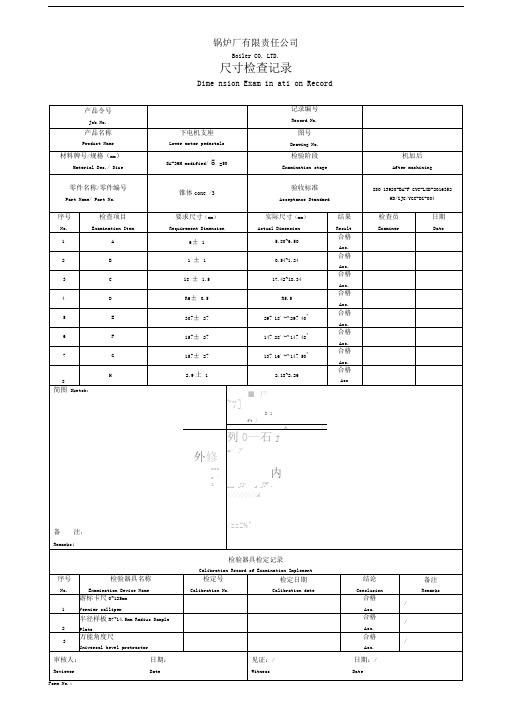
风力电机锥形支撑检验指导书(修订日期2008年3月5号)拟制:设计会核:工艺会核:校核:审核:批准:生效日期:年月日1、适用范围:本操作指导书适应于球墨铸铁锥型支撑件成品控制检验依据。
2、资格验证:(目检、全检)2 . 1验证供应方是否是经评审合格供方。
2.2验证产品型号、规格、数量、工号是否符合验收单要求。
必须是经过供应方鉴定检查合格的产品。
同时挂有产品合格证。
2.3每件锥型支撑球墨铸铁件产品均要有以下检测内容报告:①机械性能(抗拉强度;屈服强度;延伸率;冲击值)②化学成分分析;③热处理报告(即:时效);④铸件表面必须有磁粉探伤报告;⑤铸件加工表面必须有100%地超声波探伤报告;⑥金相组织报告。
2.4 每交附检查的产品必须提供验收单、图纸、流程卡与相关技术资料才能进行检查工作。
3、外观检查:(目检、粗糙度样板检、全检)3.1球铸件表面应该无裂纹、缩孔、披缝、错箱、中心位移等毛边不平整应该清除干净。
3.2球铸件的浇冒口、出气孔,多肉,飞翅和毛刺等应符合图样的规定除掉其残根。
必须检查可能分布在铸件终的收缩孔。
3.3铸件表面粗糙度应该不大于:Pa=50用铸件表面粗糙度比较样板对照检查。
3.4球铸件的加工面上只允许在加工余量范围内的表面缺陷,不允许有裂纹,冷隔,缩孔,夹渣等影响铸件使用性能的铸件缺陷的存在。
3.5对铸件缺陷的磨削表面应光滑,无尖锐棱角磨削,磨削轨迹不能与主应力方向垂直。
4、尺寸:(半径规、直尺、内外径千分尺)4.1每件按图纸要求检查各项尺寸并做好记录。
4.2图纸上所有标有“R”的尺寸必须检测并记录。
4.3铸件的尺寸公差应该符合GB/T6413规定。
5、性能检测:(目检、全检)5.1常温材料用EN-GJS-400-18U-LT牌号铸铁;5.2低温材料用EN-GJS-350-22U-LT牌号铸铁(EN1563: 1997+A1: 2002标准)5.3根据试棒检测材料化学成份(供参考):5.4根据试棒检测材料机械性能应符合下表要求才能判决为合格:5.5根据试棒检测材料低温冲击强度应符合下表要求才能判决合格:试块V型试样冲击值5.6根据试棒检测材料的金相组织(供参考):5.6.1组织检验按GB/T9441-1988《球墨铸铁金相检验》的规定进行,球化级别在3级以上合格(含3级);5.6.2石墨大小分级的要求4-6级为合格;5.6.3主要金相组织为铁素体;铁素体大于90%,珠光体小于10%为合格;5.6.4金相检验组织要求为评定锥型支撑件参考依据。