基孔制基轴制常用配合
- 格式:docx
- 大小:112.57 KB
- 文档页数:3
22.基孔制配合为H11/c11或基轴制基孔制配合为C11/h11时,优先配合特性是什么?答:间隙很大,用于很松的、转动很慢的动配合;要求大公差与大间隙的外露组件;要求装配方便的很松的配合。
相当于旧国标的D6/dd6。
23.基孔制配合为H9/d9或基轴制基孔制配合为D9/h9时,优先配合特性是什么? 答:间隙很大的自由转动配合,用于精度非主要要求时,或有大的温度变动、高转速或大的轴颈压力时。
相当于旧国标D4/de4。
24.基孔制配合为H8/f7或基轴制基孔制配合为F8/h7时,优先配合特性是什么? 答:间隙不大的转动配合,用于中等转速与中等轴颈压力的精确转动;也用于装配较易的中等定位配合。
相当于旧国标D/dc。
25.基孔制配合为H7/g6或基轴制基孔制配合为G7/h6时,优先配合特性是什么? 答:间隙很小的滑动配合,用于不希望自由转动、但可自由移动和滑动并要求精密定位时,也可用于要求明确的定位配合。
相当于旧国标D/db。
26.基孔制配合为H7/h6; H8/h7;H9/h9; H11/h11或基轴制基孔制配合为H7/h6; H8/h7; H9/h9; H11/h11时,优先配合特性是什么?答:均为间隙定位配合,零件可自由装拆,而工作时一般相对静止不动。
在最大实体条件下的间隙为零,在最小实体条件下的间隙由公差等级决定。
H7/h6相当于旧国标D/d;H8/h7相当于旧国标D3/d3;H9/h9相当于旧国标D4/d4;H11/h11相当于旧国标D6/d6。
27.基孔制配合为H7/h6或基轴制基孔制配合为K7/h6时,优先配合特性是什么? 答:过渡配合,用于精密定位。
相当于旧国标D/gc。
28.基孔制配合为H7/n6或基轴制基孔制配合为N7/h6时,优先配合特性是什么? 答:过渡配合,允许有较大过盈的更精密定位。
相当于旧国标D/ga。
29.基孔制配合为H7/p6或基轴制基孔制配合为P7/h6时,优先配合特性是什么? 答:过盈定位配合,即小过盈配合,用于定位精度特别重要时,能以最好的定位精度达到部件的刚性及对中性要求,而对内孔随压力无特殊要求,不依靠配合的紧固性传递摩擦负荷。
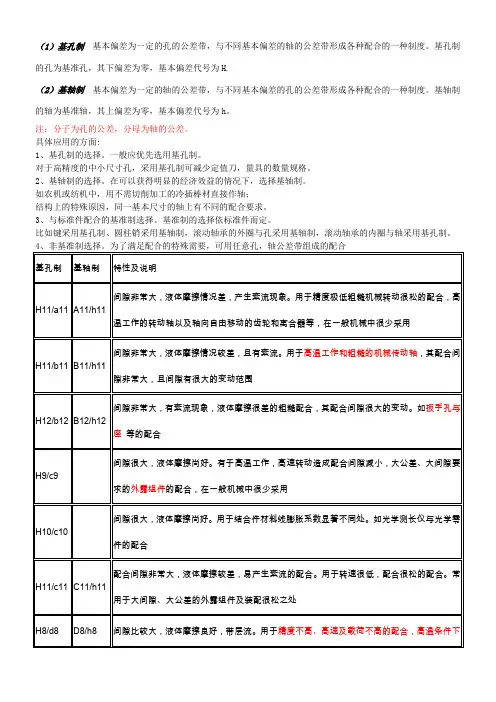
(1)基孔制基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。
基孔制的孔为基准孔,其下偏差为零,基本偏差代号为H.
(2)基轴制基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
基轴制的轴为基准轴,其上偏差为零,基本偏差代号为h。
注:分子为孔的公差,分母为轴的公差。
具体应用的方面:
1、基孔制的选择。
一般应优先选用基孔制。
对于高精度的中小尺寸孔,采用基孔制可减少定值刀,量具的数量规格。
2、基轴制的选择。
在可以获得明显的经济效益的情况下,选择基轴制。
如农机或纺机中,用不需切削加工的冷插棒材直接作轴;
结构上的特殊原因,同一基本尺寸的轴上有不同的配合要求。
3、与标准件配合的基准制选择。
基准制的选择依标准件而定。
比如键采用基孔制、圆柱销采用基轴制,滚动轴承的外圈与孔采用基轴制,滚动轴承的内圈与轴采用基孔制。
公差配合,如何确定基轴制还是基孔制?优先选用基孔制:优先选用基孔制主要是从工艺上和宏观经济效益来考虑的。
选用基孔制可以减少孔用定值刀具和量具的规格数目。
在下列情况下应选用基轴制:(1)在同一基本尺寸的轴上有不同配合要求。
例如,发动机的活塞轴与连杆铜套孔和活塞孔之间的配合。
根据工作需要及装配性,活塞销与活塞采用过渡配合,而与连杆铜套孔采用间隙配合。
所示,销轴将做成阶梯状。
(2)直接使用有一定精度(IT8~IT11)而不再进行机械加工的冷拔钢材(这种钢材是按基准轴的公差带制造)做轴。
在这种情况下,当需要各种不同的配合时,可选择不同的孔公差带位置来实现。
这种情况应用在农业机械和纺织机械中。
(3)加工尺寸小于1mm的精密轴比同级孔要困难,因此在仪器制造、钟表生产、无线电工程中,常使用经过光轧成形的钢丝直接做轴,这时采用基轴制较经济。
3、与标准件配合,应以标准件为基准件,来确定采用基孔制还是基轴制。
例如,滚动轴承的外圈与壳体孔的配合应采用基轴制,而其内圈与轴径的配合则是基轴制。
4、允许采用非基准制配合。
非基准制配合是指相配合的孔和轴,孔不是基准孔H轴也不是基准轴h的配合。
最为典型的是轴承盖与轴承座孔的配合。
在箱体孔中装配有滚动轴承和轴承盖,有滚动轴承是标准件,它与箱体孔的配合是基轴制配合,箱体孔的公差带已由此而确定为J7,这时如果轴承盖与箱体孔的配合坚持用基轴制,则配合为J/h,属于过渡配合。
但轴承盖需要经常拆卸,显然应该采用间隙配合,同时考虑到轴承盖的性能要求和加工的经济性,轴承盖配合尺寸采用9级精度,最后选择轴承盖与箱体孔的配合为J7/f9。
公差等级的选用一般采用类比法,也就是参考从生产实践中总结出来的经验资料,进行比较选用。
选择时应考虑以下几个方面:1、孔和轴的工艺等价性孔和轴的工艺等价性是指孔和轴加工难易程度应相同。
在常用尺寸段内,对间隙配合和过渡配合,孔的公差等级高于或等于IT8级时,轴比孔应高一级,如H8/g7,H7/n6。
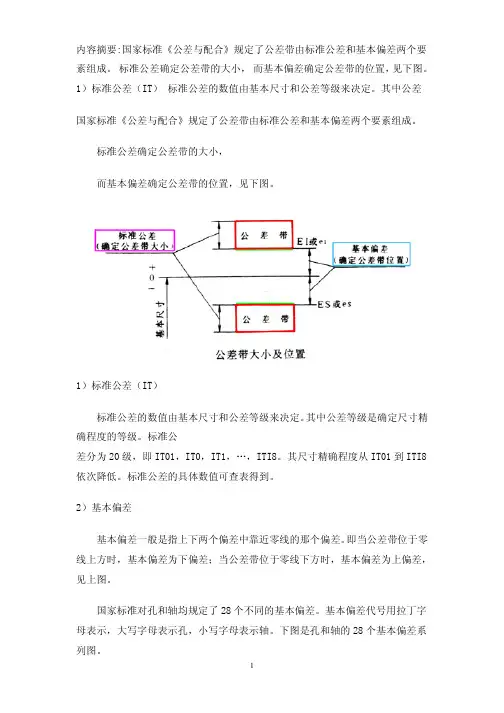
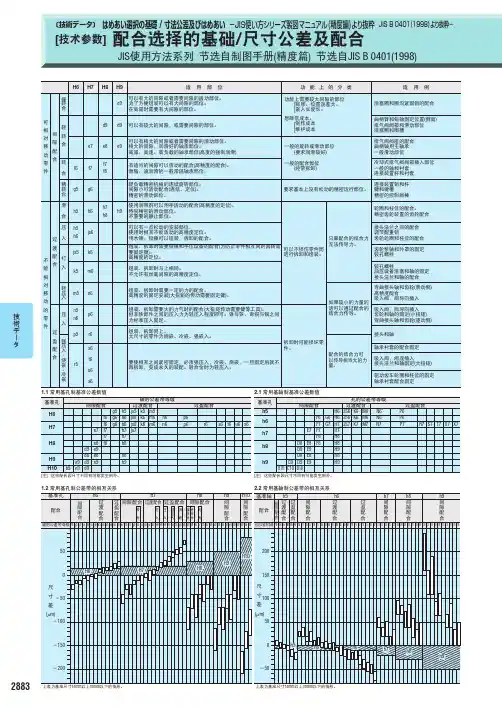
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
标准公差分为20级,即IT01,IT0,IT1,…,ITI8。
其尺寸精确程度从IT01到ITI8依次降低。
标准公差的具体数值可查表得到。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
7-6 极限与配合按零件图要求加工出来的零件,装配时不需要经过选择或修配,就能达到规定的技术要求,这种性质称为互换性。
零件具有互换性,便于装配和维修,有利于组织生产协作,提高经济效益。
建立极限与配合制度是保(GB/T1800、证零件具有互换性的必要条件。
公差配合,如何确定基轴制还是基孔制?优先选用基孔制:优先选用基孔制主要是从工艺上和宏观经济效益来考虑的。
选用基孔制可以减少孔用定值刀具和量具的规格数目。
在下列情况下应选用基轴制:(1)在同一基本尺寸的轴上有不同配合要求。
例如,发动机的活塞轴与连杆铜套孔和活塞孔之间的配合。
根据工作需要及装配性,活塞销与活塞采用过渡配合,而与连杆铜套孔采用间隙配合.所示,销轴将做成阶梯状。
(2)直接使用有一定精度(IT8~IT11)而不再进行机械加工的冷拔钢材(这种钢材是按基准轴的公差带制造)做轴。
在这种情况下,当需要各种不同的配合时,可选择不同的孔公差带位置来实现。
这种情况应用在农业机械和纺织机械中。
(3)加工尺寸小于1mm的精密轴比同级孔要困难,因此在仪器制造、钟表生产、无线电工程中,常使用经过光轧成形的钢丝直接做轴,这时采用基轴制较经济。
3、与标准件配合,应以标准件为基准件,来确定采用基孔制还是基轴制。
例如,滚动轴承的外圈与壳体孔的配合应采用基轴制,而其内圈与轴径的配合则是基轴制。
4、允许采用非基准制配合.非基准制配合是指相配合的孔和轴,孔不是基准孔H轴也不是基准轴h的配合。
最为典型的是轴承盖与轴承座孔的配合.在箱体孔中装配有滚动轴承和轴承盖,有滚动轴承是标准件,它与箱体孔的配合是基轴制配合,箱体孔的公差带已由此而确定为J7,这时如果轴承盖与箱体孔的配合坚持用基轴制,则配合为J/h,属于过渡配合。
但轴承盖需要经常拆卸,显然应该采用间隙配合,同时考虑到轴承盖的性能要求和加工的经济性,轴承盖配合尺寸采用9级精度,最后选择轴承盖与箱体孔的配合为J7/f9.公差等级的选用一般采用类比法,也就是参考从生产实践中总结出来的经验资料,进行比较选用.选择时应考虑以下几个方面:1、孔和轴的工艺等价性孔和轴的工艺等价性是指孔和轴加工难易程度应相同。
在常用尺寸段内,对间隙配合和过渡配合,孔的公差等级高于或等于IT8级时,轴比孔应高一级,如H8/g7,H7/n6.当孔的精度低于IT8级时,孔和轴的公差等级应取同一级,如H9/d9。
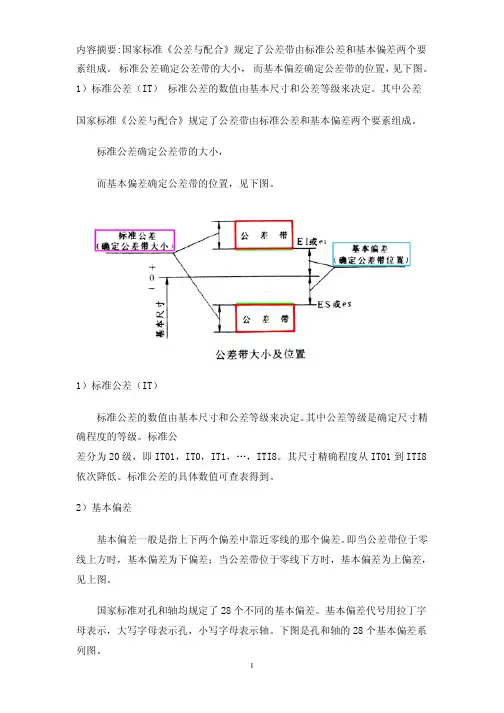
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
标准公差分为20级,即IT01,IT0,IT1,…,ITI8。
其尺寸精确程度从IT01到ITI8依次降低。
标准公差的具体数值可查表得到。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
7-6 极限与配合按零件图要求加工出来的零件,装配时不需要经过选择或修配,就能达到规定的技术要求,这种性质称为互换性。
零件具有互换性,便于装配和维修,有利于组织生产协作,提高经济效益。
建立极限与配合制度是保(GB/T1800、证零件具有互换性的必要条件。