太钢不锈钢中厚板介绍
- 格式:pdf
- 大小:8.14 MB
- 文档页数:36

特殊钢SPECIAL STEEL第40卷第3期・70・2019年6月Vol. 40. No. 3June 2019316奥氏体不锈钢中厚板轧制晶粒度控制研究杨相歧'庄迎$李吉东'尹嵬'(1山西太钢不锈钢股份有限公司临汾分公司,临汾041000;2山西太钢不锈钢股份有限公司技术中心,太原030003)摘要针对316不锈钢中厚板晶粒度控制问题在实验室进行了一系列的轧钢试验,分别对钢坯原始组织状 态、总轧制压缩比、单道次变形率3个因素进行分析试验结果表明,当轧制用缩比超过6时.钢坯原始组织状态对中厚板全厚度晶粒均匀性无明显影响;钢坯加热温度、道次压卜-量相同时,总圧缩比为6生产T.艺能够轧制出全 斥度晶粒均匀的钢板;当轧制总床缩比为4时.单.道次床下率超过3()%时.钢板表而晶粒度为2级利7级混晶组织;单道次轧制变形量均小于10%时,即使轧制总床缩比足够大.钢板热轧态晶粒度依然不均匀关键词316不锈钢中厚板热轧晶粒度变形率Research on Grain Size Control of 316 Austenitic StainlessSteel Heavy and Medium Plate RollingYang Xiangqi 1 , Zhuang Ying 2, Li Jidong 2 and Yin Wei 2(1 Lisco Branch Company , Shanxi Taigang Stainless Steel Co. , Ltd. , Linfen 041 (X)0 ; 2 Technology Center, Shanxi Tai g ang Stainless Steel Co. , Ltd. , Taiyuan 030003)Abstract The influence of the status of billet steel , rolling compression ratio , deformation rate per pass on grain of 316 austenitic stainless steel medium plate was done in laboratory. The results explaine that the total compression ratio is more than 6, the original structure of steel billet has no influence on grain size of hot rolling plate , when the total compres sion ratio is more than 6, the homogeneous grain in the whole thickness is obtained in condition of same billet steel heating- up temperature and deformation rate per pass. But when the total compression ratio is more than 6, the 2 grade and 7 grade duplex giain are obtained even though the defonnatioii rale per pass is more than 30% , and when the total compression ratio is less than 10% , the grain is heterogeneous even though the total compression ratio is big enough.Material Index 316 Stainless Steel Medium Plate, Hot Rolling, Gain Size, Deformation Rate316不锈钢中厚板具有较高的高温强度、较好的耐腐蚀性能及加工性能,被广泛应用于工程建设 的各个方面。
太钢超纯铁素体不锈钢介绍(精)太钢超纯铁素体不锈钢介绍山西太钢不锈钢股份有限公司提纲一、钢铁的基本知识介绍二、超纯铁素体不锈钢介绍三、太钢超纯铁素体不锈钢的开发情况四、超纯铁素体不锈钢的应超纯铁素体不锈钢的应用五、新产品——高成形性经济型含锡超纯铁素体不锈钢介绍一、钢铁的基本知识介绍钢与铁钢与铁均是铁碳合金碳含量少于0.0218wt.%的合金称为,具有优异的磁性能,主要用于制作电器仪表中的电磁元件和电磁铁芯等;碳含量高于2.11wt.%的合金称为磨性、切削加工性和消震性,并且价格较低。
常用于机床床身、暖气片、汽车底盘、井盖等;碳含量介于0.0218-2.11 wt.%的铁碳合金称为钢的分类I.按化学成份分类碳素钢:低碳钢(C≤0.25%)、中碳钢(C≤0.25-0.60%)和高碳钢(C≤0.60%)。
合金钢:低合金钢(合金元素总含量≤5%);中合金钢(合金元素总含量>5-10%);高合金钢(合金元素总含量>10%)。
II.III.按用途分类弹簧钢、轴承钢、结构钢、耐磨钢等。
IV.按冶炼方法分类………不锈钢——是低碳合金钢•大多数不锈钢的含碳量均较低,低于0.2%;此外,不锈钢的耐蚀性随含碳量的增加而降低。
•不锈钢中的主要合金元素是铬( Cr);只有当Cr含量达到一定值时,钢才有耐蚀性。
因此,不锈钢中Cr含量均在11%以上。
另外,不锈钢中还含有Ni、Ti、Mn 、N、Nb、Mo、Si等元素。
从基本概念出发,从基本概念出发,。
不锈钢的耐蚀机理•不锈钢的耐腐蚀性是相对的,有条件的;容易在含C1-、Br-、I-、ClO4-的溶液中发生点腐蚀,当有Cu2+、Fe3+、Hg2+等重金属离子存在时,腐蚀加剧。
••不锈钢应用手册中的不锈钢耐蚀数据只是实验室的试验结果,与实际介质环境出入大,需具体问题具体分析。
不锈钢和不锈铁?不锈钢和不锈铁?长期以来,中国乃至亚洲地区(不包括日本)在使用不锈钢方面形成了一个误区,也就是习惯用磁性来判断不锈钢的品质,习惯用磁性来判断不锈钢的品质,认为无磁的奥氏体是不锈钢,氏体是不锈钢,有磁的铁素体就不是不锈钢有磁的铁素体就不是不锈钢,铁素体就不是不锈钢,是不锈铁,是不锈铁,这个错误的理念曾导致了中国的不锈钢消费中奥氏体钢占90%,造成极大的资源浪费,这是也国内制品企业大量使用200系的原因。
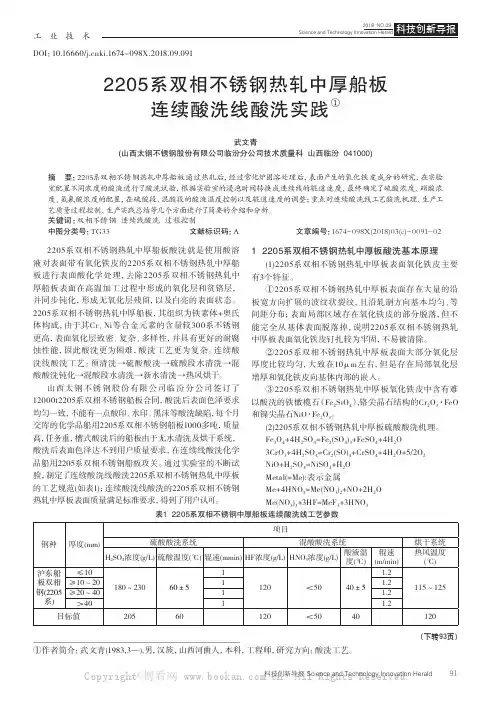
DOI:10.16660/ki.1674-098X.2018.09.0912205系双相不锈钢热轧中厚船板连续酸洗线酸洗实践①武文青(山西太钢不锈钢股份有限公司临汾分公司技术质量科 山西临汾 041000)摘 要:2205系双相不锈钢热轧中厚船板通过热轧后,经过常化炉固溶处理后,表面产生的氧化铁皮成分的研究,在实验室配置不同浓度的酸液进行了酸洗试验,根据实验室的浸泡时间转换成连续线的辊道速度,最终确定了硫酸浓度、硝酸浓度、氢氟酸浓度的配置,在硫酸段、混酸段的酸液温度控制以及辊道速度的调整;重点对连续酸洗线工艺酸洗机理、生产工艺质量过程控制、生产实践总结等几个方面进行了简要的介绍和分析。
关键词:双相不锈钢 连续线酸洗 过程控制中图分类号:TG33 文献标识码:A 文章编号:1674-098X(2018)03(c)-0091-02①作者简介:武文青(1983,3—),男,汉族,山西河曲人,本科,工程师,研究方向:酸洗工艺。
2205系双相不锈钢热轧中厚船板酸洗就是使用酸溶液对表面带有氧化铁皮的2205系双相不锈钢热轧中厚船板进行表面酸化学处理,去除2205系双相不锈钢热轧中厚船板表面在高温加工过程中形成的氧化层和贫铬层,并同步钝化,形成无氧化层残留,以及白亮的表面状态。
2205系双相不锈钢热轧中厚船板,其组织为铁素体+奥氏体构成,由于其Cr、Ni等合金元素的含量较300系不锈钢更高,表面氧化层致密、复杂、多样性,并具有更好的耐腐蚀性能,因此酸洗更为困难,酸洗工艺更为复杂。
连续酸洗线酸洗工艺:预清洗→硫酸酸洗→硫酸段水清洗→混酸酸洗钝化→混酸段水清洗→新水清洗→热风烘干。
山西太钢不锈钢股份有限公司临汾分公司签订了12000t2205系双相不锈钢船板合同,酸洗后表面色泽要求均匀一致,不能有一点酸印、水印、黑沫等酸洗缺陷,每个月交库的化学品船用2205系双相不锈钢船板1000多吨,质量高,任务重,槽式酸洗后的船板由于无水清洗及烘干系统,酸洗后表面色泽达不到用户质量要求,在连续线酸洗化学品船用2205系双相不锈钢船板攻关。
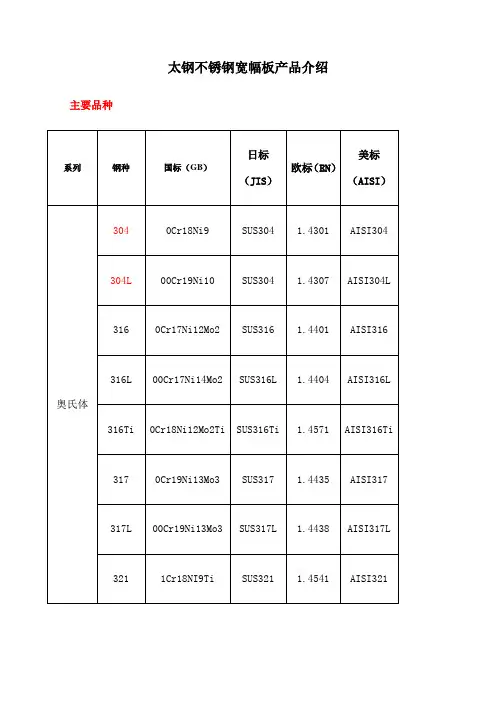
太钢不锈钢宽幅板产品介绍主要品种系列钢种国标(GB)日标(JIS)欧标(EN)美标(AISI)奥氏体3040Cr18Ni9SUS304 1.4301AISI304 304L00Cr19Ni10SUS304 1.4307AISI304L 3160Cr17Ni12Mo2SUS316 1.4401AISI316 316L00Cr17Ni14Mo2SUS316L 1.4404AISI316L 316Ti0Cr18Ni12Mo2Ti SUS316Ti 1.4571AISI316Ti 3170Cr19Ni13Mo3SUS317 1.4435AISI317 317L00Cr19Ni13Mo3SUS317L 1.4438AISI317L 3211Cr18NI9Ti SUS321 1.4541AISI321主要产品成分控制牌号化学成分%C Ni Cr P S Si Mn Mo N其其它0Cr18Ni9≤0.088.0-11.018.0-20.0≤0.045≤0.030≤1.0≤2.000Cr19Ni10≤0.038.0-12.018.0-20.0.≤0.045≤0.030≤1.0≤2.0产品表面组别及种类分类组别及产品种类描述热板No.1热轧退火酸洗卷2E热轧卷直接轧制后退火酸洗THS热轧卷直接轧制后退火酸洗较高强度卷TSHS热轧卷直接轧制后退火酸洗高强度卷冷板2B冷轧后热处理酸洗并经平整获得适当的表面光洁度2D冷轧后热处理酸洗并经毛面辊平整获得一定的粗糙度硬态板可分为低硬(H1/4)、半硬(H1/2)、硬(H)、特硬(H2)、极硬(H4)产品规格范围种类宽度(切边或毛边)厚度长度热板1300~2100mm 2.0-14.0mm4.0-13.0m或成卷冷板1300~1600mm0.4~8.0mm3.0-13.0m或成卷1700~2100mm0.8~8.0mm3.0-13.0m或成卷备注:成品卷内径可为Φ610mm和Φ762mm产品尺寸精度控制宽度偏差厚度宽度偏差范围0.4~3.0mm(含3.0mm)0~+2mm3.0~8.0mm(含8.0mm)0~+4mm8.0~14.0mm 0~+5mm长度及对角线偏差项目偏差范围长度0~+0.5mm/m长度≤6m范围≤4mm; 长度≤6m范对角线差围≤6mm冷板厚度偏差厚度偏差范围公称厚度正公差小负公差大负公差≤0.40-0,+0.040+0,-0.040-0.010,-0.050>0.40-0.60-0,+0.050+0,-0.050-0.020,-0.070热板厚度偏差厚度厚度偏差范围2.0~6.0mm(含6.0mm)公称厚度的±0.8%6.0~14.0mm公称厚度的±1.0%主要产品物理性能牌号基本重量牌号基本重量0Cr18Ni97.931Cr177.70 00Cr19Ni107.9300Cr12Ti7.750Cr17Ni12Mo27.9800Cr127.75 00Cr17Ni14Mo27.980Cr137.750Cr18Ni12Mo2Ti7.981Cr137.75产品力学性能水平(单钢种第一行为标准要求,第二行为太钢控制水平)奥氏体钢牌号规定非比例延伸强度Rp0.2/MPa抗拉强度Rm/MPa断后伸长率A/%硬度值HBW HRB HV 不小于不大于0Cr18Ni92055154020192210570-640570-64042-5475-900Cr18Ni11Nb2055154020192210 290-370600-67046.5-52.579.5-86.5铁素体及马氏体钢牌号规定非比例延伸强度Rp0.2/MPa抗拉强度Rm/MPa断后伸长率A/%冷弯180°d:弯芯直径a:钢板厚度硬度值HBW HRB HV550-70018.5-4776.5-98.5153-210双相钢牌号抗拉强度,不小于屈服强度,不小于2英寸或50mm伸长率,不小于,%硬度,不小于冷弯kis MPa kis MPa布氏硬度洛式硬度00Cr22Ni5Mo3N95655654502529331不要求830-860640-66026-3282-90主要产品腐蚀性能牌号10%草酸浸蚀硫酸-硫酸铁腐蚀65%硝酸腐蚀硫酸-硫酸铜腐蚀0Cr18Ni9合格合格合格合格00Cr19Ni10合格合格合格合格0Cr17Ni12Mo2合格合格合格合格00Cr17Ni14Mo2合格合格合格合格0Cr18Ni12Mo2Ti合格合格合格合格0Cr19Ni13Mo3合格合格合格合格00Cr19Ni13Mo3合格合格合格合格1Cr18NI9Ti合格合格合格合格0Cr13Al合格合格合格合格00Cr12Ni合格合格合格合格00Cr17Mo合格合格合格合格00Cr18Mo2合格合格合格合格00Cr21NbTi合格合格合格合格(TX)2Cr13合格合格合格合格3Cr13合格合格合格合格00Cr22Ni5Mo3N合格合格合格合格00Cr23Ni4MoCu合格合格合格合格N宽幅冷板厚度精度。
中厚板热处理线抛丸钢板表面质量问题分析及解决王文峰(山西太钢不锈钢股份有限公司不锈热轧厂㊀山西㊀太原㊀030003)摘㊀要:目前,社会进步迅速,我国的钢铁企业的发展也日新月异.热处理是通过不同的加热温度㊁保温时间及冷却速度,使钢的成分与组织发生扩散㊁再结晶的过程,也可促进或阻止其组织与成分的转变㊁析出,以期达到所要求的各种性能.中厚板热处理的目的是提高钢板强度㊁改善韧性与焊接性㊁清除内应力㊁防止白点㊁降低脆性与表面硬度.热轧性能偏高时,热处理还可调整其性能,挽救性能不合格所造成的损失.热处理不当会造成钢板下表面划伤,冷却不均会引起钢板变形及淬火钢板的不平直.另外,还会增加能耗㊁提高成本费用等.关键词:中厚板热处理线抛丸钢板;表面质量问题分析;解决ʌ中图分类号ɔT G 668㊀㊀㊀㊀㊀ʌ文献标识码ɔA㊀㊀㊀㊀㊀ʌ文章编号ɔ1674-3733(2020)01-0191-01㊀㊀引言:随着市场对高品质板材的需求日益增长,各中厚板生产厂家积极进行产品结构调整,提高高附加值产品,在这一背景下纷纷开始建设钢板热处理生产.为了保证钢板热处理的质量,一般在进入热处理炉之前需先对钢板表面进行处理,其中抛丸机是一个重要的关键设备,主要任务是清除钢板表面氧化铁皮,使钢板达到除锈㊁表面强化的目的.抛丸机对钢板表面清理的质量直接决定着入炉前产品的表面质量,特别是对具有高附加值的中厚板具有十分重要的作用.1㊀中厚板生产线热处理系统综合比较单纯采用控制冷却系统(高密度管层流冷却装置,冷却速度一般小于25ħ/s).高密度管层流冷却装置是在国外技术的基础上进行自我创新的新成果,该装置以水为介质进行冷却,水从一定的压力水嘴中流出,形成平滑水层,水流落到钢板表面以后,在一段距离内水仍保持平滑层流状态,可获得很强的冷却能力,冷却均匀.将冷却装置安装在中厚板轧机之后,热矫直以前,利用轧后钢板的余热,通过控制水的流量和钢板的移动速度可以控制钢板的冷却速度,达到控制轧制钢板的组织和性能,实现在线热处理(正火和调质),以此减少一次离线热处理工序,实现节能降耗.采用该系统,可以简化热处理工艺,从而达到节能降耗㊁降低生产成本目的.如通过轧后在线控冷工艺,取代常规的轧后离线正火热处理工艺,从而取消了再次加热的工序,使每吨钢降低成本200元~250元人民币(其中节约能源折合标煤40k g /t ~45k g/t);通过轧后控冷工艺还可以提高产品的质量,提高产品的性能合格率约1%左右.控制冷却+超快冷却(有直接淬火功能,冷却速度一般大于100ħ/s)采用该方案,虽可生产超高强度钢板,但对同时要求高强度㊁高韧性的钢板来讲,还不能满足要求.控制冷却+超快冷却(直接淬火)+回火装置控制冷却:采用常规高密度层流冷却方式;淬火机:采用辊压式淬火机;回火装置采用辊底式回火炉.以上装备可处理要求高强度㊁高韧性钢板.2㊀中厚板热处理线抛丸钢板表面质量问题的解决方案①经现场测绘及比对图纸设计,改进抛头鱼电机连接方式,采用窄V 带方式连接,同时与相应皮带轮进行改进,有效提高预紧力,发挥其速度和曲挠次数高㊁传递功率大的特点.②电机底座改为滑槽式,安装顶丝,随时可对电机位置进行调整,确保皮带的张紧力满足使用,增大传动扭矩,杜绝打滑现象.③抛丸机上下抛头安装位置进行调整修改,将水平角度调整到25ʎ,同时远用高效电机,保证丸料最高抛射速度达约90m /s,提高打击力,以保证钢板最佳的抛丸表面质量.④调整抛丸机刷辊距离,抛丸时,将上刷辊静态相对标高+70mm 降低20mm ,提高清扫能力.针对不同厚度钢板,实时调整上下刷辊中心相对距离.⑤调整抛丸机箱前上刮板高度位置,根据实际钢板厚度,对刮板框架下调150mm ,保证刮板下行程加大,对钢板表面的丸粒进行有效的清扫,为刷辊的最终清扫提供保证.⑥增加吹扫装置.在抛丸机尾部辊道上方设置一套独立的伞形吹扫装置,在装置空气管路上增设电磁阀,控制吹扫气路,可根据钢板位置跟踪信号㊁抛丸速度及到尾吹管安装位置等自动启闭切断阀,实现自动吹扫.为提高吹扫质量,吹扫管长度与抛丸机箱体宽度相同,在长度方向上每间隔100mm 钻有一孔径为6mm 的小孔作为其喷气口,安装时使喷气口与水平面夹角约为45ʎ,将附着在钢板上表面的氧化铁粉清除.3㊀明火加热与辐射管加热的比较辊底式热处理炉的供热方式通常有2种,一种是明火加热,另一种是炉内通保护气体用辐射管加热,我厂热处理炉采用氮气作为保护气体.无论哪种加热方式,都要保证炉温的均匀性,并满足要求的加热时间和保温时间.在此前提下,明火加热要尽可能将炉内气氛控制为微氧化性气氛或接近还原气氛,以获得较好的钢板表面质量.辐射管加热要在炉内通入氮气等保护气体,在炉内形成惰性气氛,防止钢板氧化,以获得更好的钢板表面质量.从我厂的实际情况来说,钢板加热前还需通过抛丸机以清除其表面氧化铁皮,并可减少炉辊积瘤.但明火直接加热辊底式炉易出现辊印㊁划伤㊁麻坑㊁氧化严重等表面缺陷.钢板下表面的辊印㊁划伤主要是炉底辊结瘤(高温氧化铁皮累积而成)引起的,重者会增加钢板修磨量,甚至发生辊印超深或修磨面积过大而导致钢板判废,直接影响企业的经济效益.表面氧化严重还会造成钢板麻坑㊁氧化铁皮增厚,尤其是船板抛丸处理后会出现麻点等缺陷.一些钢厂对于表面质量要求高㊁价格昂贵的钢板,采用加垫板来消除辊印的办法,但其弊端较多,如垫板浪费严重,增大热处理量,成本上升,生产率很低,分离不及时还会影响钢板性能.结语:为了拓宽中厚板市场并占有一席之地,越来越多的中厚板企业会考虑新上热处理线.辐射管辊底式热处理炉㊁辊压式淬火机和正火快速冷却装置已成为当前中厚板厂新上热处理线的首选,相信在一套装备优良㊁设备先进的热处理线上生产出高质量㊁高性能㊁高附加值产品是最有保障的.技术人员对现场问题点充分调查,逐一解决,通过对每个细节的改进,最终达到了整个系统全面提升的目的,大大提高了设备作业率,降低了故障时间,节省了备件消耗费用,实现了抛丸机的高效运行,取得了良好的经济效益.后续还将在操作规程㊁作业指导书等方面进行修改和完善,杜绝因为人为的因素造成质量事故的发生.参考文献[1]㊀谢进高.强钢热处理工艺探讨[J ].科技风.2010(07).[2]㊀冯小波,刘小丽.金属材料热处理节能新技术及应用[J ].科技创新导报.2010(14).[3]㊀刘小军.金属材料与热处理工艺关系的探讨[J ].科技传播.2010(20).191 2020年1月㊀第1期写真地理科学与技术。

太钢不锈钢质量证明书篇一:太钢产品质量证明书q/lg 中厚板产品质量证明书规定 20XX-05-25 发布20XX-05-28 实施前言本标准由公司技术中心提出。
本标准由公司技术中心副主任樊启发审核。
本标准由公司总工程师沈永耀批准。
本标准主要起草单位:技术中心。
本标准由技术中心归口。
本标准主要起草人:宁惠强张坛敏本标准代替q/lgj-08-28019-20XX《中厚板产品质量证明书规定》,20XX 年11月首次发布,20XX年12月第一次修订,20XX年11月第二次修订,20XX年05月第三次修订,20XX年06月第四次修订。
本标准与原标准相比,主要修订内容如下:—对附录4:ccs船板质量证明书进行修改;—根据美国船级社要求,在附录6:abs船板质量证明书中增加工作号。
本标准中附录均为规范性附录。
中厚板产品质量证明书规定范围本标准规定了我公司中厚板产品质量证明书的一般技术要求。
规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
然而,鼓励根据本标准达成协议的各方面研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
gb/t247 钢板和钢带的包装、标志及质量证明书的一般规定技术要求1.1 每批交货的钢板必须开具质量证明书。
质量证明书上应注明订货单位、合同号、商标、品种名称、标准编号、规格(自产注明厚度、宽度,双经销注明长度、宽度、厚度)、炉批号、重量、标准中规定的各项试验结果、发货日期、制表人(自产产品注明审核人)等。
质量证明书具体格式见附录。
1.2 产品标准或用户有特殊要求,附录中未列入的内容,可在质量证明书备注栏内标明。
1.3 以集团公司名义交货的不锈钢产品,产品质量证明书采用附录1所示格式,非不锈钢产品采用附录2所示格式,dnv船板质量证明书采用附录3所示格式,ccs船板质量证明书采用附录4所示格式,bv船板质量证明书采用附录5所示格式,abs船板质量证明书采用附录6所示格式,lr船板质量证明书采用附录7所示格式,广东九丰lng外罐钢板16mndr采用品标字(20XX)第11号总第40号《关于太钢黑材中板双经销产品质量证明书及标识的通知》所附质保书的格式,以太钢集团临汾钢铁有限公司名义交货的产品,产品质量证明书采用附录8所示格式,中国寰球工程公司lng储罐用06ni9钢板质保书采用附录9所示格式,美标3.1质量证明书采用附录10所示格式,欧标3.1质量证明书采用附录11所示格式。
不锈钢板各规格用途不锈钢板是一种具有抗腐蚀性能的金属材料,在各个行业中有广泛的应用。
下面将详细介绍不锈钢板各个规格的用途。
1. 薄板:不锈钢薄板一般厚度小于3mm,常见的规格有0.4mm、0.5mm、0.6mm等。
薄板通常用于制作电子产品外壳、计算机外壳、手机外壳等。
由于不锈钢具有良好的强度和韧性,因此可以有效地保护内部电子元件,并具有抗腐蚀性能,使得电子产品更加耐用。
2. 中板:不锈钢中板一般厚度在3mm-20mm之间,常见的规格有3mm、5mm、10mm等。
中板常用于制作橱柜、厨房设备、不锈钢桌子椅子等家居用品。
不锈钢中板具有良好的耐磨性和抗腐蚀性,能够有效地抵抗水蒸气和湿气的侵蚀,非常适合用于厨房等湿润环境。
3. 厚板:不锈钢厚板一般厚度大于20mm,常见的规格有25mm、30mm、50mm等。
厚板常用于制作船舶、化工容器、压力容器等需要承受较高压力的设备。
不锈钢厚板具有优良的耐高温性能和耐腐蚀性能,能够在恶劣的环境下工作,保证设备的安全运行。
4. 高温板:不锈钢高温板一般用于高温环境下工作的设备。
常见的高温板规格有4mm、6mm、8mm等。
不锈钢高温板具有良好的抗氧化性和耐高温性能,能够在高温环境中长时间工作,常用于炉子内壁、加热炉、高温炉等设备的制作。
5. 装饰板:不锈钢装饰板是一种表面经过处理的不锈钢板,常见的规格有0.8mm、1.0mm、1.5mm等。
装饰板通常用于建筑装饰、室内装修等领域。
不锈钢装饰板具有良好的光泽度和耐腐蚀性,可以制作成各种装饰面板,如不锈钢刷光板、镜面板等,美观大方。
6. 钛合金板:钛合金板是一种由钛和其他金属元素合金化所制成的板材,具有很高的强度和优良的耐腐蚀性能。
常见的规格有1.0mm、1.5mm、2.0mm等。
钛合金板常用于航空航天、船舶制造、医疗设备等领域,如飞机的机身、船的船体等。
总之,不锈钢板的各个规格在不同的行业和领域中发挥着重要的作用。
不锈钢板具有耐腐蚀、耐高温、强度高、美观等优点,适用于各种不同的工程和产品制造,满足不同需求的使用。
太钢不锈钢中厚板介绍
太钢不锈钢中厚板的厚度一般为5mm到20mm,最大宽度可达2500mm。
它常用于制作化工容器、压力容器、锅炉、换热器、石油和天然气输送管道、船舶构件、食品加工设备等。
在建筑领域中,它可用于制作装饰材料、室外雕塑等。
太钢不锈钢中厚板具有良好的加工性能,能够通过冷轧、冷拔、热轧
等工艺进行加工。
其优良的耐腐蚀性使其在化工领域中得到广泛应用,尤
其在盐酸、硫酸等强酸介质中具有优异的抗蚀性能。
同时,太钢不锈钢中
厚板还具有较好的机械性能,能够满足各行各业对强度和硬度的要求。
太钢不锈钢中厚板的质量控制体系严格,产品质量可靠。
太钢集团拥
有先进的生产设备和完善的技术工艺,通过精确的控制和管理,确保产品
的质量稳定性和一致性。
太钢不锈钢中厚板通过了ISO9001国际质量管理
体系认证,获得了广大客户的认可和信赖。
总的来说,太钢不锈钢中厚板是一种优质的不锈钢板材产品,具有耐
腐蚀、耐高温、耐磨损等优点,并且具有较好的加工性能和机械性能。
在
建筑、化工、石油、机械制造等领域中有着广泛的应用前景。
创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*1.304 不锈钢板规格表不锈钢平板规格有:1*2米,1.5*3米,4*8尺(1220*2440MM),1220*3048MM,1.5*6米。
厚度有:0.1-60MM。
常用有0.3/0.4/0.5/0.6/0.7/0.8/0.9/1.0/1.2/1.5/2.0/2.5/3.0/4.0/5.0/6.0/ 8.0/10.0/12.0卷板:规格:厚度0.3-3.0,宽度1米、1.22米、1.5米、1.8米。
性能:作为一种用途广泛的钢,具有良好的耐蚀性、耐热性,低温强度和机械特性;冲压、弯曲等热加工性好,无热处理硬化现象(无磁性,使用温度-196℃~800℃)。
家庭用品(1、2类餐具、橱柜、室内管线、热水器、锅炉、浴缸),汽车配件(风挡雨刷、消声器、模制品),医疗器具,建材,化学,食品工业,农业,船舶部件表面:2B光面、BA;8K镜面;拉丝、磨砂;雪花砂;不锈钢无指纹板;装饰面板:彩色板、镀钛板、蚀刻板、油抛发纹板(HL、NO.4)、3D立体板、喷砂板、压纹板。
特别加工:可按客户指定开不定尺寸优化材质: 304、304L、316、316L、303、314、310、310S、630、840、904L等品种: 310S不锈钢板、309S不锈钢板、316L不锈钢板、316不锈钢板、304不锈钢板、不锈钢镜面板、彩色不锈钢板、不锈钢磨砂板、不锈钢拉丝板、不锈钢花纹板、不锈钢蚀刻板、2B板、BA板和工业中厚板。
产地:国产(宝钢、太钢、联众)、进口(韩国浦项,日本新日铁,德国蒂森克虏伯,美国英格莱)优质不锈钢板材: 310S不锈钢板、309S不锈钢板、316L不锈钢板、316不锈钢板、304不锈钢板、不锈钢镜面板、彩色不锈钢板、不锈钢磨砂板、不锈钢拉丝板、不锈钢花纹板、不锈钢蚀刻板、2B板、BA板和工业中厚板。
材质.201不锈钢板(管)202不锈钢板(管)301不锈钢板(管)304不锈钢板(管)321不锈钢板(管)316不锈钢板(管)310S不锈钢板(管)等不锈钢板标准厚度:0.1、0.2/0.3/0.5/0.6/0.7/0.8/0.9/1.0/1.5、2.0/2.5/3.0/4.0/5.0/6.0/8.0/9/10/12/16/18/20/22/25/30mm不锈钢板面宽度:1000mm、1220mm、1250mm、1500mm、1800mm、2000mm 板面宽度:1000mm、1220mm、1250mm、1500mm、1800mm、2000mm 冷轧部:不锈钢板冷轧2B(卷板、卷带、平板)特色板:3. 5mm—6mm 304/2B,316L/2B 厚度:冷扎2B(0.1—6.0mm);表面:2B光面、BA;8K镜面;拉丝、磨砂;雪花砂;不锈钢无指纹板;装饰面板:彩色板、镀钛板、蚀刻板、油抛发纹板(HL、NO.4)、3D立体板、喷砂板、压纹板热轧部:不锈钢板热轧No.1(卷板、平板)厚度:工业No.1( 3-159mm ) 表面: 8K镜面;拉丝、镀钛,磨砂;雪花砂;不锈钢无指纹板;特别加工:可按客户指定开不定尺寸。
综述(中厚板)西安建筑科技大学材料成型及控制工程0902 XX 2013,04011.中厚板简介中厚钢板大约有200 年的生产历史,它是国家现代化不可缺少的一项钢材品种,被广泛用于大直径输送管、压力容器、锅炉、桥梁、海洋平台、各类舰艇、坦克装甲、车辆、建筑构件、机器结构等领域。
具品种繁多,使用温度要求较广(-200~600),使用环境要求复杂(耐候性、耐蚀性等),使用强度要求高(强韧性、焊接性能好等)。
一个国家的中厚板轧机水平也是一个国家钢铁工业装备水平的标志之一,进而在一定程度上也是一个国家工业水平的反映。
随着我国工业的发展,对中厚钢板产品,无论从数量上还是从品种质量上都已提出厂更高的要求。
板是平板状、矩形的,可直接轧制或由宽钢带剪切而成,与钢带合称板带钢。
2.中厚板生产的总体概况根据《2011中国钢铁工业年鉴》,中国现有中厚板轧机总生产能力为9331万t/a,2012年共生产中厚板7221万t,其中特厚板708万t、厚板2432万t、中板4081万t。
近年来,国内中厚板不仅在产量上增长迅速,而且在品种开发方面也取得了很大成绩。
目前已经开发出了屈服强度高于960Mpa级的高强工程机械用钢,高强韧耐磨钢NM360,NM400,NM500,NM550也已经能生产,并分别制定了国家标准。
低温压力容器钢方面,已经开发出确保-196℃低温韧性的LNG储罐用9Ni钢,中温抗氢钢15CrMoR、14Cr1MoR、12Cr2Mo1VR;开发出的抗拉强度610MPa级的Q420qE钢板已经成功应用于南京大胜关高铁大桥;屈服强度级别为420、460MPa 的高建钢也已应用于水立方、鸟巢等重大工程项目中。
并已能生产460、550MPa级超高强船板、海洋平台用钢及690MP A级齿条钢;X80级管线用钢已经成功大批量应用于西气东输二线,并具备了X100及X120超高强韧管线钢的生产能力;用于第3代核技术建造反应堆安全壳用钢板SA738GRB也已国产化。
1,不锈钢定义不锈钢是一种能够抵抗腐蚀的高合金钢.具有美观的表面,不必经过镀色或油漆等表面处理,所以很多机械厂为表明自己的是不锈钢,往往是不作任何油漆处理的,而黑材(所谓黑材就是一般钢铁的称呼)是必须进行防锈处理的。
2,不锈钢的金属元素含量和价格变化规律不锈钢里面含有各种不同的金属元素,其中最重要的元素有两种,一种是Cr(读音是ge)还有一种是镍Ni.特别是镍更为重要。
(我们使用的硬币,它的材料就是镍),镍金属的期货价格是直接影响当日不锈钢材料的价格,一般的参考价是英国伦敦金属交易所每天的镍价期货(即:从字面上来理解,不是现货的价格,是未来时期的价格,代表了价格的走势)因为期货镍价每天都在波动,所以不锈钢的价格也会随着波动,但有时不锈钢价格的变动并非按照镍价的波动规律,有时某个品种、型号市场紧缺时或特多时,其价格也有特殊变化。
3,关于专业不锈钢市场北方的沈阳、南方的佛山及其它一些地区的小市场合起来的营业面积及销售额约占全国份额的30%。
无锡为亚洲最大的不锈钢交易场所,目前登记注册的公司达3000多家,优点是品种齐全、价格低廉,但赊账的可能性不大。
4,不锈钢的简易分类不锈钢可以粗浅的分为200系列,300系列和400系列三大类,其中300系列是最常用的,200系列和400系列一定程上是300系列的替代品,而严格来讲400系列不叫不锈钢,叫不锈铁,因为里面不含镍元素,所以用磁铁可以吸引住。
而200系列和300系列是有镍的,所以是没有磁性的,吸铁吸不住,有时有些不懂的或者不是太懂的的客户会问是否有磁性来区分是否是不锈钢。
304是300系列中最常见的品种,所以一般从304的价格变化可以判断出整个不锈钢的价格走势。
200系列含镍少,400系列不含镍,300系列含镍最多,所以受镍价影响最大的是300系列。
300系列可以简分为304、304L、316、316L、321、309S、310S等等,区分的依据是各种金属元素的含量不同,含量不同的不锈钢的特性也不相同,304和304L的区别在于碳(C)含量的不同,带L的是表示含碳低,也叫低碳,316和316L的区别也是一样。
太钢不锈钢产品与俄罗斯国内产品比较张东玲【摘要】从产品标准的角度,对太钢出口俄罗斯的不锈钢产品与俄罗斯国内生产的产品做了详细比较,从而证明太钢产品具有很强的市场竞争力.【期刊名称】《山西冶金》【年(卷),期】2011(034)005【总页数】3页(P10-12)【关键词】太钢;不锈钢;俄罗斯;化学成分;尺寸【作者】张东玲【作者单位】山西太钢不锈钢股份有限公司,山西太原030003【正文语种】中文【中图分类】TF764+.1山西太钢不锈钢股份有限公司(全文简称太钢)是中国特大型钢铁联合企业和全球最大、工艺技术装备水平最高、品种规格最全的不锈钢企业。
2009年、2010年连续两年不锈钢产量居世界第一。
太钢生产的不锈钢产品远销世界各地。
近年来俄罗斯提出太钢出口的不锈钢产品对俄罗斯有倾销行为。
俄罗斯不锈钢产业发展水平与太钢相比差距很大,因而不具有直接竞争性,太钢出口的不锈钢产品也不可能对俄罗斯产业造成损害。
本文从产品标准的角度,对太钢出口俄罗斯的产品与俄罗斯国内生产的产品进行了比较,从而证明太钢产品对俄罗斯没有倾销行为。
1 关于化学成分的比较1)太钢出口俄罗斯的含镍不锈钢产品的主要钢号有304、321、316Ti、309S、310S,其中,309S、310S这两个钢号,无论俄罗斯国家不锈钢产品标准,还是申诉企业网站上披露的产品品种中,都没有这样的产品。
中国出口产品中数量最大的钢号是304,根据俄罗斯客户的要求,中国出口俄罗斯这个钢号执行美国标准或欧洲标准。
俄罗斯国家标准中类似于这个钢号的产品是08X18H10,304与08X18H10相比,中国生产国内销售的该品种和出口俄罗斯的该品种的镍的质量分数均为8%~10.5%,比俄罗斯国内产品的质量分数(9%~11%)下限低1%。
按照2008年LME镍的年平均价格20 000多美元/t计算,中国产品可以少加入1%的镍,比俄罗斯同类产品降低200多美元/t的成本;同时,中国生产国内销售的产品比中国出口俄罗斯的产品铬高0.5%(质量分数),比俄罗斯国内生产的同类产品铬质量分数高1%,虽然因此增加约25美元/t的成本,但因此而比俄罗斯产品具有更高的抗腐蚀性能。