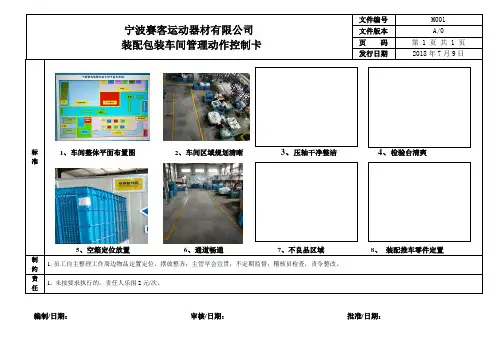
装配包装车间管理动作控制卡
- 格式:doc
- 大小:1.30 MB
- 文档页数:1


中山市海基伦文教用品有限公司版本A0 文件编号生效日期2012/12/16页数第 1 页/共 1 页包装岗位动作控制卡编制部门包装部编写人白志成审核人审批人控制要点标准(如何做)制约(谁检查)责任(担何责)领料1、明天的五金材料单,标签全部要今天下发到车间,下发到每个组长代班手上。
2、由代班拿着材料单去五金仓库领取料,领取时间由代班结合仓库自行安排。
3、材料太多,代班可带人一起去领料,但不可自己不去,要其它人员去领料。
一、1、代班检查当天下班前有没有收到上级下发的材料单标签。
2、组长检查代班有没有叫其它人单独去领材料。
是否有无单领料,借料事件。
1、包装代班在当天晚上21:30分前没有收到第二天的材料及标准,乐捐组长2元/次。
2、代班随意叫他人去仓库领料,本人不去,乐捐代班2元/次分板打带1‘在每拉一批产品时,一定要确认本批产品有没有经过试装,如试装,可以包装,如没试装,不可包装2、每做一批产品,首先要清楚板件是否拉齐,再确认每一个部件的总数量是否与当天计划数量相同。
3、当确定数量板件无误后,便可进行打带,打带时首先按产品包装说明书图样打带。
4、写好首件确认单后,再找到品质员签字确认。
放一边作为标准对照样品。
5、批量打带时,一定要以20块一检或30块一查的方法进行打带,做好个数清点。
(保证产品出错数量不超出30套)二、品质员,组长检查包装员有没有清点数并按产品说明书图样打带,做打带首件确认。
有没有按规定方法进行点数打带1、在打带过程中没的清点数量乐捐代班2元/次没有首件确认乐捐代班2元/次。
没有按规定点数打带方法操作的乐捐打带员2元/次。
包装入箱1、在打带产品入箱前,首先要找到相对应的纸箱护角和泡沫,确定此批产品所需要的总数。
再进行泡沫切割、护角切割,切割时一定要清点好数量,多了不切,少了不行。
2、封箱前必须先贴好标签(唛头)再进行封箱。
3、按产品包装说明书的方法,包好第一箱(不封口先)找品质员进行签字确认,同时间按规定标准封箱口。

生产、装配和包装安全控制程序
可以包括以下步骤和要点:
1. 安全培训:对所有员工进行必要的安全培训,包括生产、装配和包装过程中的安全注意事项、安全操作规程等。
2. 工作场所安全:确保工作场所符合安全规定,包括保持清洁、保持通道畅通、安装火警报警器、设置紧急出口等。
3. 设备安全:确保生产、装配和包装所使用的设备符合安全要求,包括定期检查设备的工作状态、保养设备,及时更换损坏或老化的设备。
4. 员工安全保护:为员工提供必要的个人防护装备,如安全帽、防护手套、护目镜等,并提醒员工使用这些装备。
5. 生产过程安全控制:建立严格的生产过程控制程序,确保安全操作规程得到遵守,如设定安全操作标准、设定在线检测控制点等。
6. 灭火设备和应急措施:在工作场所设置灭火器、灭火栓和应急疏散通道,并确保员工了解如何正确使用这些设备和采取应急措施。
7. 废物处理:规定正确的废物处理方法,包括分类、储存和处置,以防止废物对环境和员工的安全造成威胁。
8. 审查和改进:定期进行安全检查和审查,发现并改进潜在的安全风险和问题,确保安全控制程序的有效性。
此外,应该根据实际情况制定详细的安全管理制度和标准操作规程,并确保这些规程得到培训和执行的落实。
定期进行安全教育和培训活动,提高员工的安全意识和技能。
同时,建立健全的安全管理体系,制定并执行安全管理制度,确保所有的安全控制程序有效运行。